


From lightweighting and material efficiency to energy consumption: Where are we on AM’s sustainability journey?
Additive Manufacturing has been heralded as a game-changing technology of the future. But while many ‘green’ and ecological initiatives have bloomed from the AM movement, the question remains: “Is AM environmentally friendly?” As Olaf Diegel, Ray Huff, and Terry Wohlers explain, the short answer is: it can be, in the hands of good designers and well-informed manufacturers. As with any tool or process, knowledge and experience are key. It is important to explore the many ways AM is applied in sustainable ways and whether it is improving. [First published in Metal AM Vol. 6 No. 1, Spring 2020 | 10 minute read | View on Issuu | Download PDF]

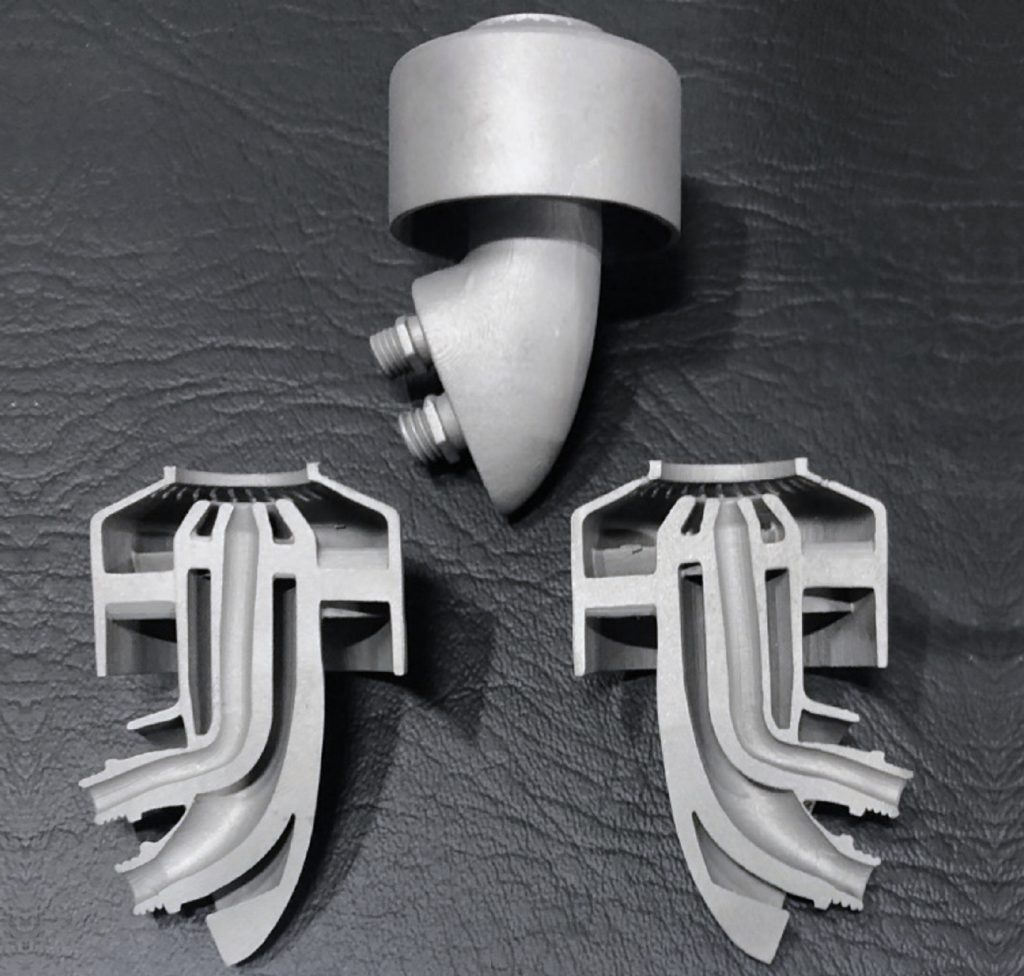
Amongst its many benefits, Additive Manufacturing is becoming well-known as a weight saving manufacturing process. Strong, organic structures can be integrated within parts, yielding significant reductions in weight. For example, the bracket shown in Fig. 1 was redesigned for metal Binder Jetting (BJT) by a major car manufacturer. The work resulted in a 47% lighter part compared to a conventional design. The redesign also reduced the necessary welding of the part, saving further assembly costs down the line. The long-term benefit is in fuel savings; every gram removed from a car’s weight translates to fuel that is never burned, coupled with less brake wear required to slow it down. With aircraft, ships, trains, mining vehicles, assembly robots and all other moving machinery and transportation systems, these savings are felt in greater energy efficiency over the service life of a product. The contribution of AM to weight reduction and reduced material usage is therefore crucial when considering its sustainability credentials.

AM processes are also attractive with regard to dramatically reducing scrap and waste. With subtractive methods of manufacturing, the material for a part is often sourced using the bounding box of the design. With machining, material is removed until only the part is left. In many designs, this results in 90% or more of the stock becoming chips. With Additive Manufacturing, objects are ‘grown’ from stock powder, producing little waste by comparison. Support material and partially sintered or melted powder are the exceptions, but these may represent 10% or less of the total material used. When producing parts using high-value materials, such as titanium and cobalt alloys, the cost savings quickly add up.
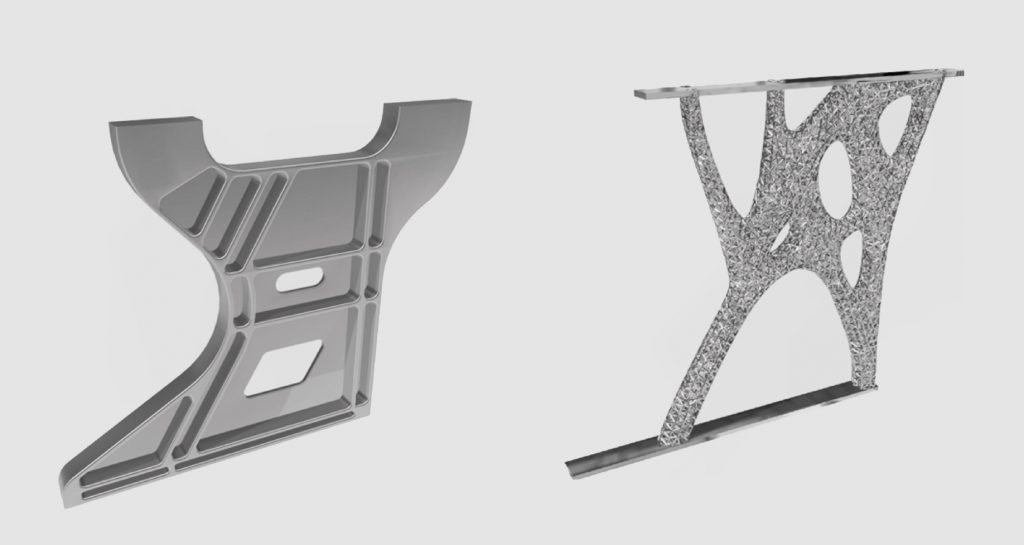
It has often been said that the best defence is a solid offence. The greatest offensive strategy in AM is design. Design for AM (DfAM) is a framework for evaluating and making design decisions that make the most of the many benefits of AM, while balancing some of the shortcomings. In an example used in the DfAM training courses conducted by Wohlers Associates, an aircraft seat frame is considered. When made by machining, 67% of the billet is machined away to make the bracket shown in Fig. 2 (left). When topology and lattice optimised, as shown in Fig. 2 (right), a waste reduction of 87% is achieved, while preserving the frame’s strength.
Raw materials considerations
The metal powder used in AM is most commonly made using gas atomisation. Different atomisation processes include gas, vacuum induction (EIGA), plasma, centrifugal and water. Most atomisation processes produce powders with the characteristics suitable for metal AM. These characteristics include spherical particle shape, good powder packing density thanks to the spherical shape and particle size distribution, and good reproducibility of particle size distribution.
In gas atomisation, a stream of molten metal is blasted with an inert gas jet, which results in highly spherical particles. Such a process adds several steps beyond those required to make materials for conventional manufacturing. These steps include melting, atomising, multiple sieving operations, and then blending the powder to produce a suitable mixed powder grain size distribution. This adds to the energy and cost requirements for metal AM materials. Typically, metal AM powders can be ten to thirty times more expensive than their conventional manufacturing counterparts such as bar stock. The relatively low volumes of AM materials required, compared to those needed for other manufacturing processes, is also a contributing factor to higher price points.

Greener powders?
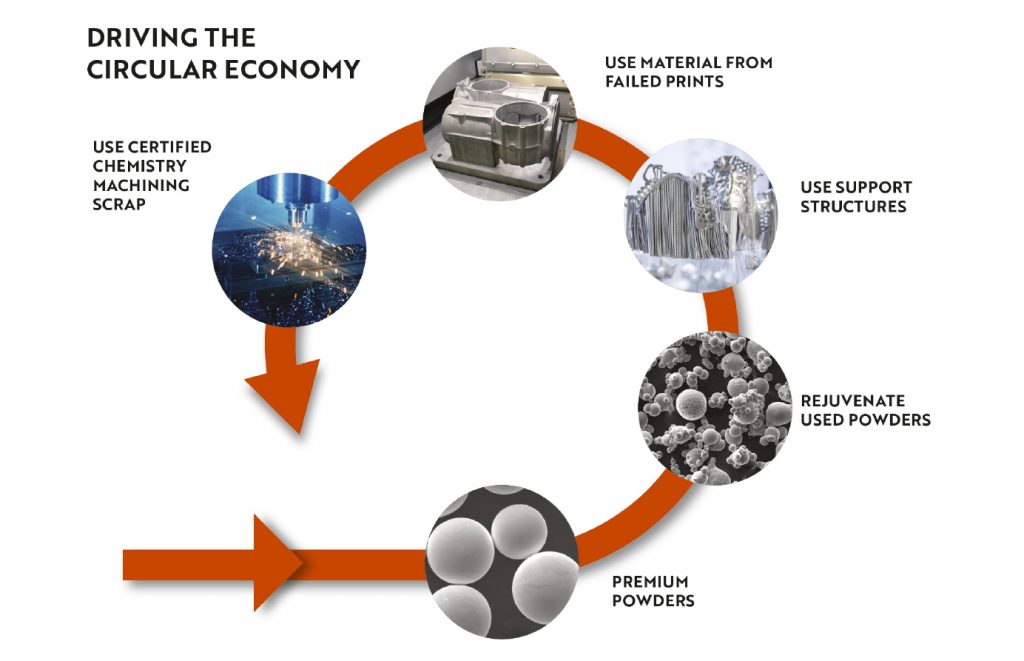
Whilst the use of metal powders to make net shape or near-net shape parts, be it by Additive Manufacturing, ‘press and sinter’ Powder Metallurgy or Metal Injection Moulding is inherently more energy efficient than subtractive processes, the Earth only has so many precious metals near its surface. As such, the recycling of materials has become a focus for many companies.
The high cost of extracting and transporting weighty ore around the globe has been a motivating factor for the aerospace industry in particular. As an example, about 30% of the minerals used to produce the world’s titanium are mined in South Africa and shipped to other countries for refinement and transformation into material suitable for manufacturing. Often, this material is then purchased by South African manufacturing companies at a hundred times the cost of the original ore.
For typical machining applications, particularly in the aviation industry, up to 95% of the material is machined away from the billet of titanium, then recycled or taken to the landfill. This is one of the factors that makes the reduced material usage profile of metal AM so attractive.
When scrap material is produced close to an AM production site, recycling becomes an interesting possibility. Premium AEROTECH, a subsidiary of Airbus, has worked on a recycling method for the production of AM materials since 2013. In its process, scrap titanium is compacted and gas atomised into spherical powder for use in metal AM. The work has resulted in more than 100 kg of titanium powder passing quality inspection for use in metal AM systems.
6K, formerly Amastan Technologies, is taking a different approach to metal recycling for AM. Rather than consolidating scrap into ingots before atomisation, 6K uses a proprietary method of mechanically grinding scrap into fine particles that can then be fed through a plasma system to produce high-quality, high-sphericity powder free of any satellites. This process is said to be economical at high volumes, with commercially-available powders expected this year.
A notable recycling project with a heavy societal focus is Humanium Metal. The Swedish-based movement collects and melts firearms into ingots of a material that is ‘the equivalent of 316L stainless steel’ and can be used for other purposes – potentially including atomisation. The organisation estimates that $4 billion in gun-related damages occur annually worldwide and hopes to create new value while offsetting that cost. Guns themselves have been produced by AM in recent years, so the Swedish initiative could help raise AM’s image as a responsible and sustainable technology.

Waste streams from Additive Manufacturing
Despite AM’s relatively high material efficiency compared to conventional subtractive processes, metal AM processes produce a number of waste by-products that must be taken into consideration when examining AM from a sustainability point of view. Typical examples include:
Support material
Metal Powder Bed Fusion (PBF) requires support material to anchor the parts to the build plate, and to act as heat-sinks to help reduce part distortion. After the part is produced, this support material is removed and recycled or trashed. The building of parts on typical metal PBF systems results in about 10% waste, largely due to the support structures. With good design, it is possible to reduce this number to around 2%. Whether one takes the best- or worst-case scenario for support material waste, it is generally much better than the waste from machining. With casting, waste material is usually fed back into the crucible for remelting, although most castings also require machining, resulting in energy consumption and further waste.
Poorly designed parts and build failures
One of the largest streams of waste in AM is poorly designed parts. This waste occurs, often at great cost, before users realise a design is not quite right, or not a good fit for AM. These parts are often redesigned and rebuilt, with the original part being scrapped. When additively manufacturing a part for the first time, it is often built more than once in different orientations or with different support strategies. Most service providers have bins full of scrap parts that were used to determine the best build strategies. Whilst most AM system manufacturers provide little in the way of build guidance, the effective use of the latest simulation technologies and the development of digital twins can go some way towards addressing this issue.

Spatter
As the powder is being melted by the energy beam in PBF processes, some particulate and spatter is ejected from the melt pool and sucked away by the constant flow of inert gas across the powder bed. This quantity of material is relatively low, at around 0.5%, but it should still be taken into account, if only from an environmental perspective.
Consumables
Metal AM machines require the use of consumables, chief among them inert gas, which is used to prevent material oxidation and to remove spatter and particulate. Reactive metals, such as aluminium and titanium, typically require the use of argon, while non-reactive metals, such as steels, normally use nitrogen. This gas is pumped into the machine from bottles or by a nitrogen generator, and disposed of after use. Take into account the cost of the inert gas and its disposal.
As part of the powder spreading mechanism, most metal AM systems use a wiper blade, a consumable that may need to be replaced after every build. Consider not only the disposal of the wiper blades, but the energy and material used in their manufacture.
Energy use in AM
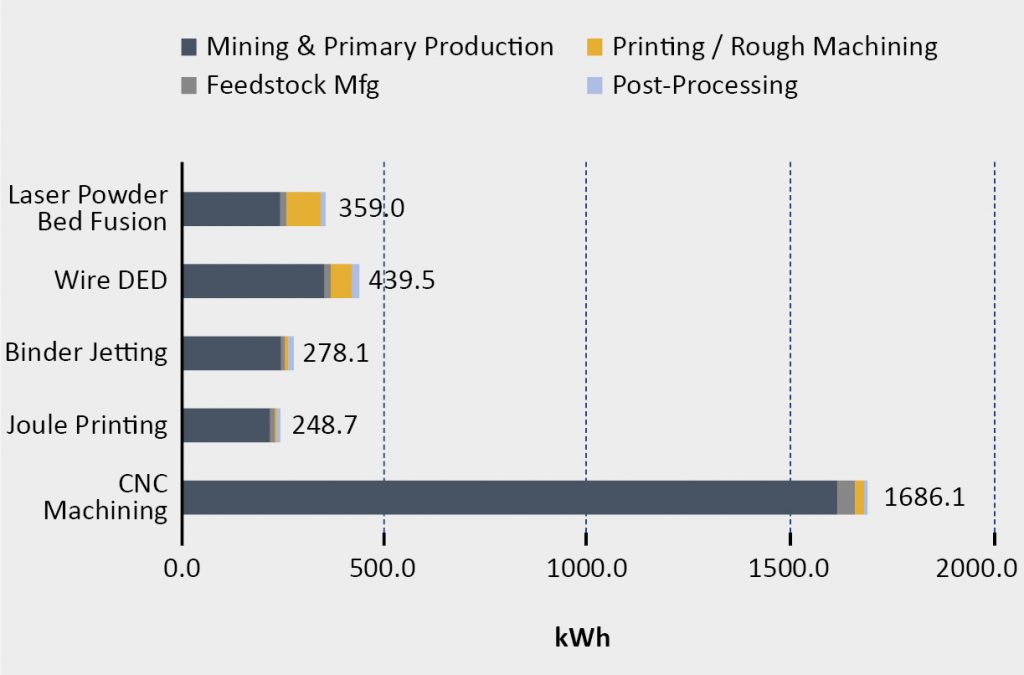
Whilst metal Additive Manufacturing encompasses a diverse range of processes with varying energy needs and is by no means low-energy industry, it is significantly more energy efficient than most conventional manufacturing processes (Fig. 4). In PBF systems, material is heated to its melting point by a laser or electron beam. For high-temperature superalloys, such as Inconel 718, this is at about 1,300°C. Additional energy may be required to heat the build chamber and maintain an elevated temperature during the build.
Metal Binder Jetting systems use temporary binders to bond particles prior to sintering. These binders are eventually burned out or chemically removed, so they are another consumable. When sintering, parts are brought to elevated temperatures just below the material’s melting point and held for extended periods of time. For parts with thicker cross-sections, this time can be extended to ensure sufficient densification. All of this contributes to the cost of energy.
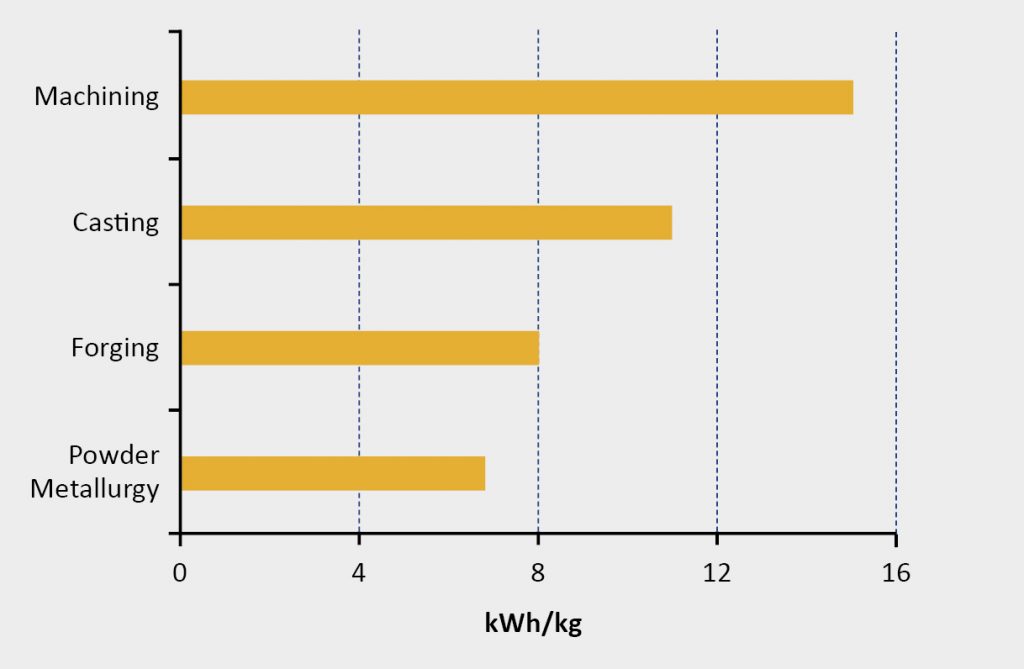
Despite this, sintering-based processes have been shown to be significantly less energy consuming than forging, casting, and machining, even when taking the energy used in metal powder atomisation into account. Fig. 5 shows data from research undertaken at GKN Sinter Metals, which is primarily focused on PM and MIM processing. It is possible to use the data generated to understand the energy consumption of mid-to-high volume sinter-based AM processing.
Energy costs are present in any forming process in which metal is melted. AM’s energy advantage is the heating of minimal material to form a part, harkening back the argument for DfAM to minimise part mass.
How AM contributes to energy saving in conventional metalworking processes
Looking at AM’s broader contribution to energy saving, in the casting industry, AM is used to make complex ceramic investment casting moulds and cores. They do not require casting patterns and tooling, nor do they need to be dipped multiple times in a ceramic slurry and burned out, but AM offers the potential to raise the energy efficiency of even the most long-established technologies.
Conclusion
Metal AM processes are complex, and require experience, testing, qualification and parameterisation in order to use them as a reliable method of production. With conscience, common sense, and some ingenuity, the technology progresses toward becoming a sustainable solution.
Authors
Olaf Diegel, Ray Huff and Terry Wohlers
Wohlers Associates, Inc.
Fort Collins
Colorado 80525
USA
www.wohlersassociates.com

LAST MONTH’S MOST-READ ARTICLES












