


Conformal cooling: How AM is increasing efficiency and quality in the injection moulding industry
Much of the early success for metal Additive Manufacturing came from tool and die applications and this sector continues to offer significant growth potential for the industry. In this report, Jarod Rauch, from tool and die manufacturer B&J Speciality Inc, and David Lindemann, 3D Systems, share their thoughts on the current status and future potential of AM conformal cooling solutions with Metal AM magazine’s Nick Williams. [First published in Metal AM Vol. 4 No. 3, Autumn 2018 | 20 minute read | View on Issuu | Download PDF]

Additive Manufacturing has been used to build moulds incorporating conformal cooling channels since the 1990s when the first metal powder-based AM systems came to market. The AM process in those early days used CO2 lasers and required metal powders coated with polymer binder, which would evaporate out after the part was built. The part would then be infiltrated with a second metal to remove the porosity. Today, the technology has moved on considerably, and the new generation of AM systems uses significantly more precise fibre lasers, high purity metal powders and an oxygen-free manufacturing environment.
Despite the limitations of the early technology, tooling became one of the most important markets for the fledgling metal AM industry and the sector is regarded as one of the first real commercial applications of the technology. Whilst this success continues today, the use of Additive Manufacturing in the mould and die industry remains relatively niche compared to conventional toolmaking technologies.

B&J Specialty, Inc., based in Wawaka, Indiana, USA, offers precision machining, engineering and mould and die services to customers in the US Midwest. With the support of technology from AM technology provider 3D Systems, headquartered in Rock Hill, South Carolina, USA, the company works to offer high performance plastic injection moulding tooling for customers through the implementation of additively manufactured conformal cooling solutions.
Why conformal cooling?
In-mould part cooling is the most time-consuming part of the plastic injection moulding process – reduce the time for part cooling and you will increase production speed whilst achieving higher quality moulded parts with less scrap. A variety of techniques have been used to maintain even temperatures over the years, using methods such as bubblers, heat pipes and complex drilling operations using laminated blocks. These, however, are cumbersome, time consuming and can limit the useful life of a mould. Drilled cooling channels are also limited to straight lines, no matter what the part geometry.

Conformal cooling moulds have curved cooling channels that conform closely to part geometry and their use for an injection mould can reduce cycle time by anywhere from 10% to 40%. The low range gains are possible with little to no engineering analysis; the higher estimates reflect the use of flow analysis, computational fluid dynamics and finite element analysis.
Whilst conformal cooling solutions can significantly reduce the total cost of production by lowering mould cycle times, they also require sophisticated mould designs. A well-designed conformal cooling mould typically has a wide variety of unconventional curves, twists and shapes that must be precisely placed. Once designed, these complicated moulds must be manufactured to the same standards as any other mould.
Drivers and barriers for the adoption of conformal cooling
According to Jarod Rauch, B&J Specialty’s Information Technology and 3D Printing Manager, whilst the demand for tooling with conformal cooling is seeing strong growth, there is also some resistance to such a transformative technology in what can be seen as a very traditional industry.

Rauch stated, “Most customers are eager to listen but very hesitant to make the decision to use AM. Mostly because you are telling them you will be changing both the established processes and the materials used to make the AM parts. Customers like to hear about new technologies but don’t seem to like it when they hear they will have to change. My best tools to convince them that this change is for the best are our own case studies, mould flow simulations and CFD analytical tools. These allow us to show things in black and white for them, so they can see first-hand what could be achieved if they decide to go down the path of change. After seeing the results, customers often think it’s too good to be true.”

“We see the most resistance to AM with customers that know nothing about it. It’s a major change and people will normally fear change. I believe they dig their heels in because we are disrupting the status quo. The moulding industry is mostly based around a set of standards that have been in place for decades and now, when you tell a customer we are throwing most of the manufacturing limitations out the window because of what AM brings to the table, they find it very hard to believe. Education is the key. You need to educate your customers on what they can gain through AM – and also help them realise that if you want major improvements things just have to change. Once a customer can accept this, you will then be heading down the path of success with Additive Manufacturing,” explained Rauch.

Drivers for the use of conformal cooling are often application-specific, he continued, “What we see are production needs relating to the requirements of a specific product driving the decision to use conformal cooling. In some cases, moulds that have AM components with conformal cooling strategies are delivering a 30-50% increase in production at the moulding machine making the plastic parts. This dramatic increase in productivity alone will end up returning 100% or more of the entire mould’s cost over the life cycle of the tool.”
Unique considerations for conformal cooling
Whilst conformal cooling opens up a world of new possibilties for tool designers and plastic injection moulders, it brings a new level of complexity and its own unique requirements. Rauch explained, “If a designer has good design skills and a good understanding of fluid dynamics, additively manufacturing conformal cooling passages can dramatically improve cycle times and also improve part quality. However, it’s not that simple. People tend to have tunnel vision and focus solely on designing an optimised conformal circuit, but one thing that will cause AM tooling with conformal passages to fail – and fail rather quickly – is the quality of water that is circulating inside. Most people don’t initially think about this being an issue, but you have to remember that most moulding facilities’ water systems consist of open-loop systems, with large cooling towers outside that carry the water through pipes to each moulding machine. Large amounts of debris and deposits build up which end up inside the mould waterlines. Eventually these build-ups cause catastrophic issues during the moulding process and you have to remove deposits.”

“Up until now, most waterline passages were machined with some type of a drill bit – as all water circuits travelled in a straight line. So a blocked waterline just meant you had to run a drill bit back through the straight drilled hole to clear it out and everything’s good to go. With conformal cooling, it’s not so easy. The conforming line that follows the three-dimensional shape of the geometry makes it impossible to clean out in this way. I therefore urge all of our customers to invest in a closed-loop system so you have filtration options and much better control of the quality of water you are using. Once you have water quality in check you can then view conformal cooling as a perfect technological solution for injection moulding.”
Strategies to maximise heat removal
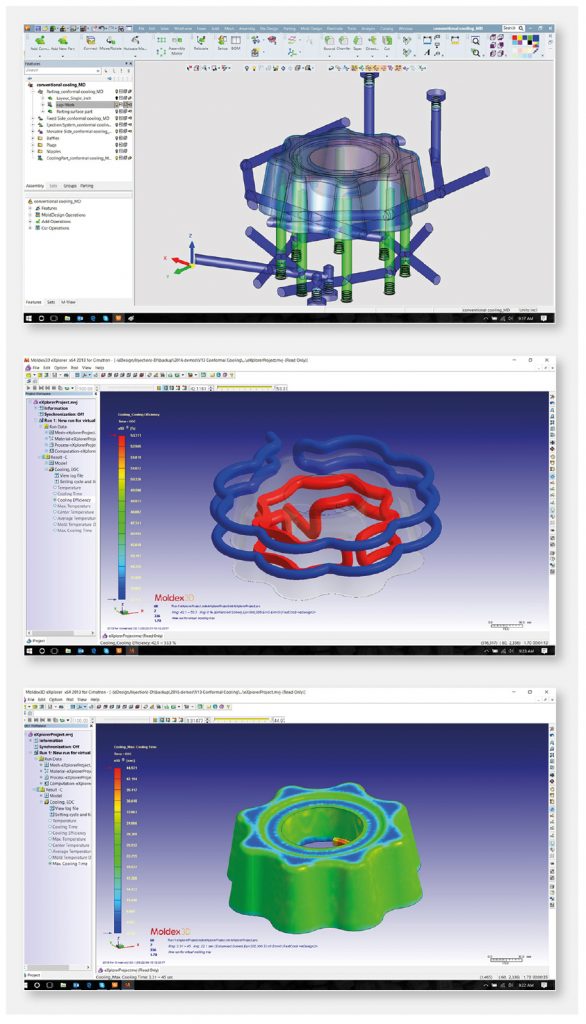
As with any technology, conformal cooling can be applied well or applied poorly. Commenting on what sets a great solution apart from a poor solution, Rauch explained, “Not all conformally cooled tooling solutions are created equal. When you are designing a conformal cooling passage you are trying to achieve several different things. The number one goal when wanting to be successful with conformal cooling is figuring out how you can rapidly and uniformly dissipate the heat over the entire surface of the moulding geometry. One of the most important factors that comes into play when achieving this goal is confirming that the conformal circuit itself produces turbulent flow inside the water passage. The best way to achieve this is by using CFD analytical software that simulates the fluid’s flow through the line. The Reynolds Scale helps us determine if we are obtaining turbulent flow inside our additively manufactured waterline geometry. The Reynolds number scale is a scientific way to measure flow patterns in different situations. Fluid travels in three different ways; laminar, transitional and turbulent. Laminar flow is when the molecules are following a smooth and steady path in a parallel fashion. An example would be when you open a tap to the slowest flow you can get and the water comes crystal clear.”

Rauch continued, “When other forces such as change in direction and obstructions disrupt the flow, it starts to change into what is known as transitional flow. Once the flow has become fully disrupted and a mixing and stirring action happens, turbulent flow has been achieved. This is the goal when I design conformal geometry, because once the fluid travelling inside the conformal passage becomes turbulent I know trapped heat within the steel AM part will start to rapidly dissipate. The mixing action from turbulent flow transfers heat away from the geometry it is travelling through more effectively because you are mixing the warmer fluid near the walls of the cooling passage with the relatively cooler interior fluid. It’s just like a hot cup of coffee – if you stir it with a spoon it will cool faster than just letting it sit still. If a designer takes all of these things into his thought process when designing a conformal cooling solution, they will be able to capitalise on the capabilities of what conformal cooling can do in the moulding industry.”
Selecting 3D Systems as a technology partner
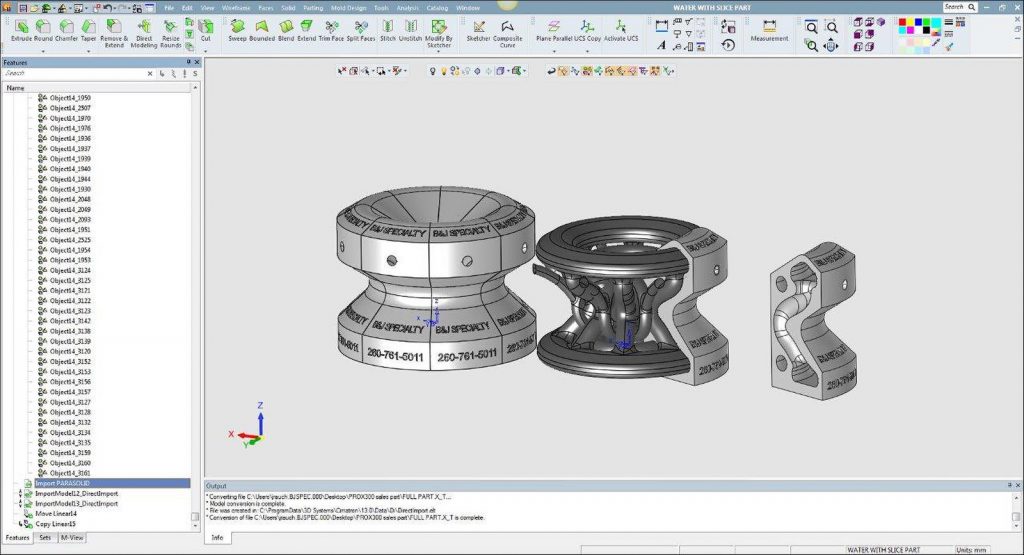
B&J Specialty uses a portfolio of dedicated software solutions from 3D Systems to develop its conformal cooling solutions, including Geomagic® Design X™, Cimatron® and 3DXpertTM. The tool parts are then built on a 3D Systems ProX® DMP 300 Laser Powder Bed Fusion system.
Commenting on what attracted B&J Specialty to 3D Systems’ technology offer, Rauch explained, “When we decided to invest in Additive Manufacturing, we looked at several different machine manufacturers, but when we considered what 3D Systems had to offer we were drawn to the fact that they not only focused on the printers themselves but also a complete line of design software that streamlines the conformal cooling development process. Having a good workflow simply makes good business and 3D Systems provides that with its end-to-end solutions for the tooling industry. From the start I can transition from design to build preparation and manufacturing, all from within the same piece of software. This is a huge time saver. We all talk about how AM can affect the supply chain because we can now take a digital design file and, in a matter of hours, have a finished product. 3D Systems seems to understand this, having the same mindset when developing its products. Other companies that we looked at had good machines but fell short when it came to having that smooth flow from the digital to the physical.”

Cimatron and 3DXpert
Supporting software is crucial to the successful and efficient development of all AM applications; however, this is especially true when it comes to the design of a conformal cooling mould. Rauch explained, “3D Systems’ Cimatron and 3DXpert packages have been phenomenal at giving me the tools needed for quickly navigating the process of designing an entire mould or just a single part for production by AM. I feel that, to be truly successful with additive, a designer has to completely change how they design – it is not a cliché that you have to design for additive. As tool designers we have all been taught to design a certain way. We had to design for how a tool would be manufactured but, with AM, all of the limitations put upon you by subtractive methods of manufacturing are almost completely removed. Cimatron and 3DXpert are very powerful modelling programs that give me the design freedom to quickly make that transition to designing for additive. The complexity of geometry I design with Cimatron and 3DXpert would be inconceivable using anything else. Tailored design tools assist me in the construction of the parts themselves and a complete suite of conformal cooling design tools automates much of the design process, allowing me to focus more on designing a part for its function rather than its ease of manufacturing. 3DXpert then takes it a step further. Once I move into build preparation I again have full freedom to design my support structures with ease because of the huge number of options I have for deciding which type of support structure will work best.”
Growth and opportunities
Commenting on the increasing demand for injection moulding tooling with conformal cooling, and expectations of growth in the near term, Rauch stated, “Seeing the demand increase for AM with conformal cooling in the moulding industry has really been exciting. As with all disruptive technologies it takes some time for a new solution to become the new ‘norm’ and I believe we are still just scratching the surface of what Additive Manufacturing can do for the moulding world. B&J Specialty has seen the results and we know that conformal cooling is a huge game changer. I would say in the next five years almost all of the moulds we build will have some type of AM components with conformal cooling in them.”
“Roughly 20% of the tools we are currently producing have some type of AM component. So far, all tooling we make with AM has conformal cooling. The other 80% of our conventionally manufactured moulds would all benefit from the use of conformal cooling in certain areas due to the shape of the geometry and the inability to get a cooling passage into the location needed. AM is slowly gaining traction in the moulding industry and it’s just a matter of time before all of the moulds that B&J Specialty builds will have AM parts with conformal cooling passages.”
Rauch believes that the sector’s growth is coming from both a combination of customers who are demanding faster process times and from innovative toolmakers looking to gain a competitive advantage in terms of their technology offering. “At this point it has been almost a 50/50 split between these drivers, however I am starting to see a change as AM has become a real game changer in the moulding industry. Now I am seeing larger companies wanting to ‘go additive’ without a company such as ours trying to sell the technology. The door has opened and we are beginning an industry-wide transition.”
Conformal cooling: 3D Systems’ perspective
Providing 3D Systems’ perspective on the broader industrial use of conformal cooling, David Lindemann, Cimatron Application Engineer at 3D Systems, told Metal AM magazine, “The driving forces seem to be coming from automotive, aerospace, and medical. The reason is mostly to improve overall part quality and reduce warpage, this in turn improves part fit and functionality. As previously stated, another crucial reason is to reduce the cooling cycle time and thus reduce overall part cost.”
Lindemann cautioned, however, that,“there is still a resistance to embracing conformal cooling and this likely will remain for some time. Not all moulded parts are suited for conformal cooling. I once heard an AM representative tell of how he felt mistakes were made at the beginning when metal AM began taking on popularity. He explained about how mould makers especially were being told that this technology would replace them and what they were doing. That has proven far from the case. Good mould making and mould design practice remain essential to the industry and, if anything, AM has proved to be another tool in the tool kit to getting the overall job done well, and not a replacement for everything.”
“We have seen some injection moulders and mould makers experiment with conformal cooling in that they will take an existing job that they know well and then create a version for conformal cooled inserts to use as a comparison. In some cases the difference was dramatic and the practice of conformal cooling was adopted. That is not to say it is the best or only solution for every job. It is being investigated on a subjective basis. This trend has grown in recent years and seems to be continuing to grow,” added Lindemann.
Managing expectations
Lindemann believes that it is crucial to understand the limits of the technology and to apply it only as appropriate. He stated, “There certainly are many ‘upsides’ but this is when the conditions are right. There has to be a realistic expectation. Mould builders making extremely large muolds look at the additive process and say that it is not for them. Their moulds are simply to large. There is however a trend in applying additive in a limited degree by creating mould inserts that are of printable size for key areas of the mould where conformal cooling would be beneficial. This requires some creative engineering but many are getting good results.”
The correct software, believes Lindemann, is fundamental to achieving success in this sector and the designer needs support in ensuring both functionality and manufacturability. “Not all conformal cooling lines are good waterlines for their intended function or even good to be printed. There are design standards associated with all of this and having the right CAD software that works with these standards is invaluable. We recommend using Cimatron software for the mould design software that has dedicated functionality for conformal cooling that allows for consistent use of ‘printable’ waterlines and waterlines that are checked for consistent distance from the mould surfaces to hold the conformal effect.”
Drivers behind the adoption of conformal cooling
Lindemann concurs with Rauch in that there are two drivers behind the growth of AM for conformal cooling, stating, “Right now the momentum is coming from end-users who want better quality parts at reduced cycle times. The end cost may be such that it is an economical advantage even if the mould with conformal costs more to make initially. In some cases we see mould makers wanting to have the option of offering this technology to their customers, the end-users, as they see a need to be more competitive. With this they can, in some cases, also offer a quicker turnaround time in mould repair. Now they can print replacement cores overnight or in a few days, harden and finish them and have the mould back up and running quicker than with a traditional process. I have to again use the disclaimer ‘in some cases’ – wisdom dictates that each part or mould be considered on a case by case basis and it is not a fair statement to suggest this is a blanket statement for everything.”
Commenting on how 3D Systems is helping toolmakers embrace AM in order to develop their conformal cooling capabilities, Lindemann stated, “We have the software to assist and can work with the customers on a job by job basis and prove out the design. The customer may naturally hesitate to jump in with both feet and buy a metal AM system that he knows little about. We have services where we can print the mould core and prove out its viability and best case situation for printing. Once it is seen as a success, then the customer can move forward using this proven process on their own. They will be trained to use the software and the machine and start manufacturing their own cores per the proven process.”
Outlook
Concluding, Lindemann believes that increases in the production speed of AM systems, combined with a move towards increased automation, will accelerate the adoption of AM conformal cooling solutions. He stated, “Right now the direction is to make AM systems capable of manufacturing larger parts, using multiple lasers during the build process, and developing a greater degree of automation. Imagine a production floor environment dedicated just for metal AM. Conformal tooling can certainly benefit from these factors. From there, honestly, who knows where it can go? The future promises to be exciting in the least.”
Rauch is also confident that we are just seeing the start of what conformal cooling using AM can do for the plastic injection moulding industry. “Right now, the technology is constantly evolving as new materials and better machines become available. But I think we are still scratching the surface of what AM can truly do for the moulding industry. The big changes won’t begin to happen until the people accept change. Designers must learn to think differently and design differently. Applying system level thinking into the engineering process has the power to change everything. Engineers with an open mind will become innovators overnight, and tooling companies willing to use AM in the production environment will become pioneers in what I believe is going to be the next industrial revolution.”
Contacts
Jarod Rauch
B&J Specialty Inc.
7919 N 100 E
Wawaka In, 46794
USA
Tel: 1 260 761 5011
[email protected]
www.bjspecialtyinc.com
3D Systems
333 Three D Systems Circle
Rock Hill, SC 29730
USA
Tel: 1 919 447 8211
[email protected]
www.3dsystems.com

LAST MONTH’S MOST-READ ARTICLES












