


Honeywell: Driving AM application and supply chain development in the aerospace industry
Over the past decade, Honeywell has been a leader in accelerating the adoption of metal Additive Manufacturing in the aerospace industry. With dedicated facilities in five countries, the company is at the forefront of the development of new commercial aerospace applications and the supply chain needed to implement series production. Dr Dhruv Bhate, Associate Professor in the Polytechnic School at Arizona State University, visited Honeywell’s Phoenix facility on behalf of Metal AM magazine and met with Donald Godfrey, an Engineering Fellow at Honeywell and the person most credited with initiating and directing the company’s progress in the field of metal AM. [First published in Metal AM Vol. 3 No. 3, Autumn 2017 | 20 minute read | View on Issuu | Download PDF]

For over a century, Honeywell Aerospace and its legacy companies have been at the forefront of both military and civilian aviation. Today, they are best known as developers of innovative solutions in a wide range of areas, including aircraft engines, cockpit and cabin electronics, wireless connectivity services, logistics and more.
Honeywell Aerospace is a division of the Honeywell International conglomerate and generates approximately $14 billion in annual revenue, about one-third of Honeywell’s overall revenue. It is headquartered in Phoenix, Arizona, USA, an area in which aerospace and defence manufacturing is a key industry. Honeywell Aerospace consistently ranks among the top employers in Arizona, with its five facilities in the state employing approximately 8,000. The company has played a key role in driving the aerospace and defence manufacturing sector in the region and has also been instrumental in leading the development of the region’s metal Additive Manufacturing expertise.

Honeywell’s metal Additive Manufacturing programmes and initiatives are managed out of its Phoenix complex, which is situated next to the Phoenix Sky Harbor International Airport. The largest of the facilities on this complex is tasked with final assembly of the company’s propulsion engines for business jets and helicopters, as well as engines for the M1 Abrams battle tank and air turbine starters.
Honeywell’s metal Additive Manufacturing journey
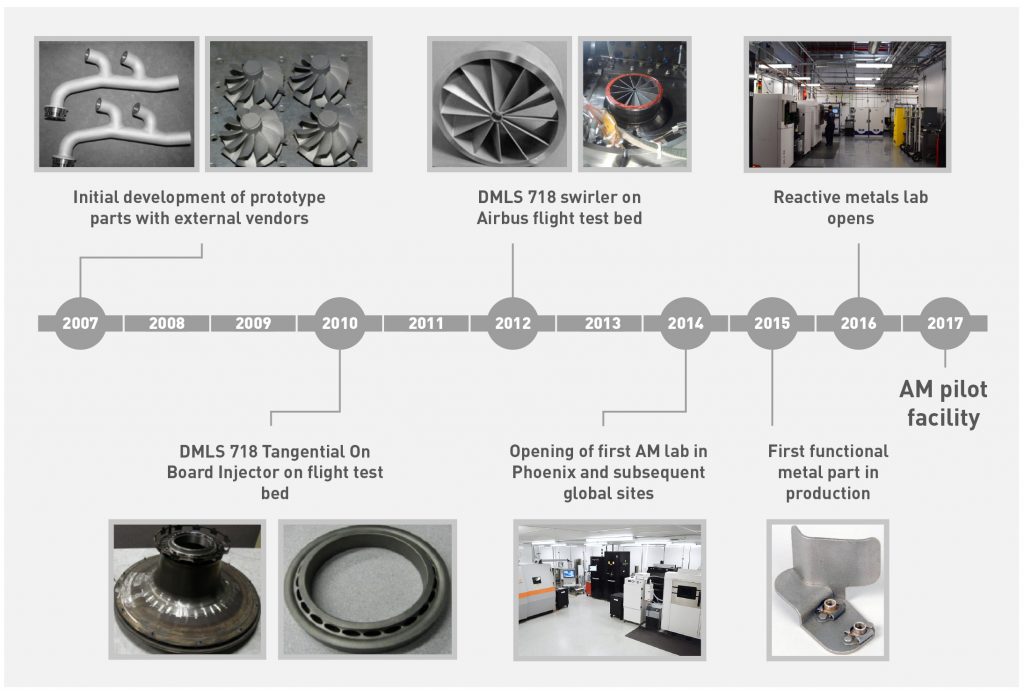
Honeywell’s metal Additive Manufacturing journey began a decade ago with several prototype parts manufactured by external vendors (Fig. 2). Over the following five years, the company continued to evaluate the technology for insertion into applications where there was a need for a rapidly manufactured metal parts, including for test bed components. This coincided with significant consolidation in the metal AM service industry, which had the risk of impacting the company’s ability to source metal AM parts.

In 2014, led by the efforts of Engineering Fellow Donald Godfrey, the company opened its first $5 million AM facility in Phoenix, with a focus on Laser Powder Bed Fusion and Electron Beam Melting technologies from a range of different suppliers (Fig. 3). The last three years have been particularly productive, with similar facilities being opened in Bengaluru (India), Brno (Czech Republic), Mexicali (Mexico) and Shanghai (China).

In 2016, Honeywell opened a reactive metal alloy AM facility in Phoenix (Fig. 4). Converted from an old flame spray facility, this now supports the production of AM parts from aluminium and titanium alloys. By the end of 2017, Honeywell is expecting to be in production with Inconel 718 parts at a new large pilot production facility, also in Phoenix (Fig. 5). The company’s rapid growth in metal AM has been complemented by over $25 million in procured research funding, a positive endorsement of the progress the company has been making.

This expanding range of facilities is enabling Honeywell to drive forward the development of new AM applications, from concept through to pilot scale production. It is planned that following successful pilot scale production parts will transfer to external vendors.
Metal AM technologies and materials
Over the past three years, the team at Honeywell has focused on Laser Powder Bed Fusion and Electron Beam Melting and is somewhat unique in having real-world experience across these two technologies with four different equipment suppliers, namely Arcam, Concept Laser, EOS and SLM Solutions. This has allowed Godfrey and his team to directly observe the relative merits of the technologies and suppliers first-hand and make informed decisions on production-scale manufacturing.

Honeywell also makes use of indirect metal AM using 3D printed sand casting moulds for short-run metal parts that are best suited to casting but where the timescales and/or costs of traditional methods are not justified or feasible. In a wider discussion about metal AM technologies, Godfrey stated that while other technologies such as Directed Energy Deposition have their merits, their niches do not currently align well with Honeywell’s specific needs and applications.
With regards to materials, Honeywell has identified Inconel 718 processed by laser-based Powder Bed Fusion as its leading material and process. This year the team generated a complete ‘B-Basis’ for this alloy, following requirements specified in the Metallic Materials Property Design and Standardization (MMPDS) handbook used commonly in the aerospace industry. This requires the generation of enough statistically valid data that at least 90% of the sampled population equals or exceeds the value of interest – for example strength – with 95% confidence.
Generating B-Basis data is an essential requirement for the insertion of these materials into critical production parts. In addition to Inconel 718, Honeywell is currently working on titanium and aluminium alloys, stainless steel and a number of proprietary alloys and processes.
A spectrum of value: tooling, production parts and design optimisation
Like others in the wider AM industry, Honeywell has recognised the technology’s potential beyond prototyping; namely in tooling and for production parts. While there is a temptation to address challenges in production right away, Honeywell has taken an approach that seeks to enable cost and time savings for non-critical applications, while also developing a pathway for moving into the production of parts with increasing criticality and impact. “With regards to production of functional parts, we are currently selecting components that are not life-critical. This is to get ourselves, our customers and the FAA (Federal Aviation Authority) more experience with the technology. There is no sense swinging for the fences when there is so much fruit easily picked,” explained Godfrey.
Tooling
The team at Honeywell has made the conscious decision to implement a global effort to additively manufacture production tooling in parallel with the production parts. Godfrey stated, “While the time invested to gain customer and government approvals to print production parts can be long, the printing of tooling is very quick and has immediate impact on financial spreadsheets.”
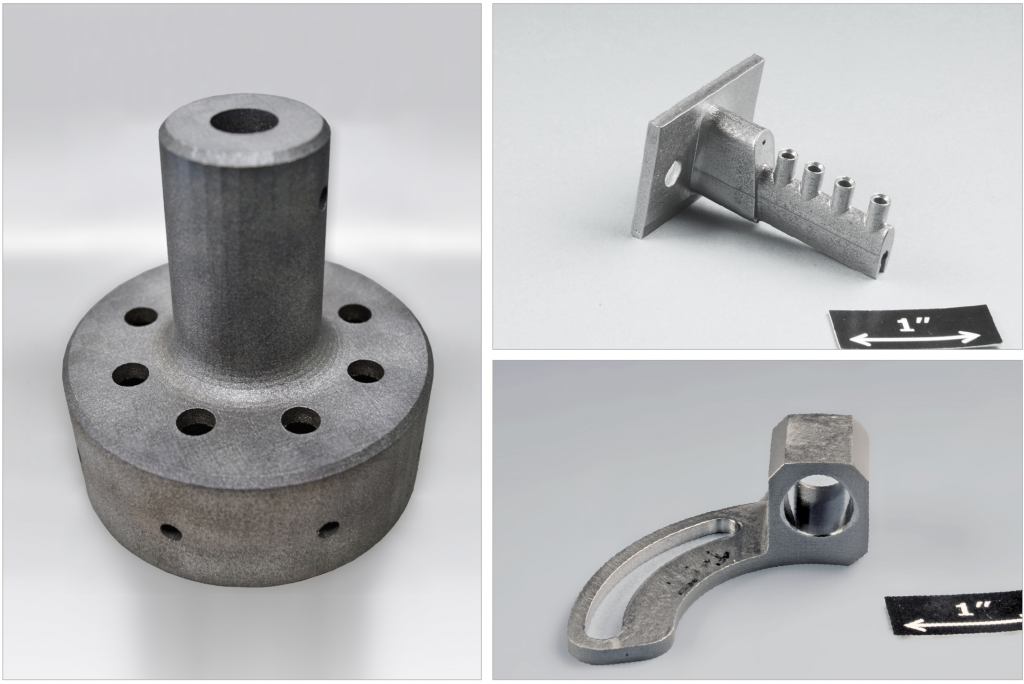
Some examples of functional tooling already in use at Honeywell are shown in Fig. 6. Manufacturing selected tooling with metal AM often results in both cost and time reductions of over 90%. Additionally, operators on the manufacturing floor are able to continuously provide ideas to improve production efficiency, by proposing and designing tools that aid in assembly. In addition to the inspiration for these parts coming directly from manufacturing, Honeywell also used the opportunity to evaluate the process’s capability for manufacturing lattice structures by building them into the designs, a good example of the technology’s ability to add complexity without incurring additional expense.
Production parts
The use of metal AM for production parts has significant benefits for the aerospace industry and is arguably where the largest return-on-investment for the technology lies. For a new manufacturing technology to gain acceptance for the production of an engine component for an aircraft, it must be approved at three levels. The first level is internal, which involves all the different groups that are impacted by the change. It is here where risks and benefits are evaluated.
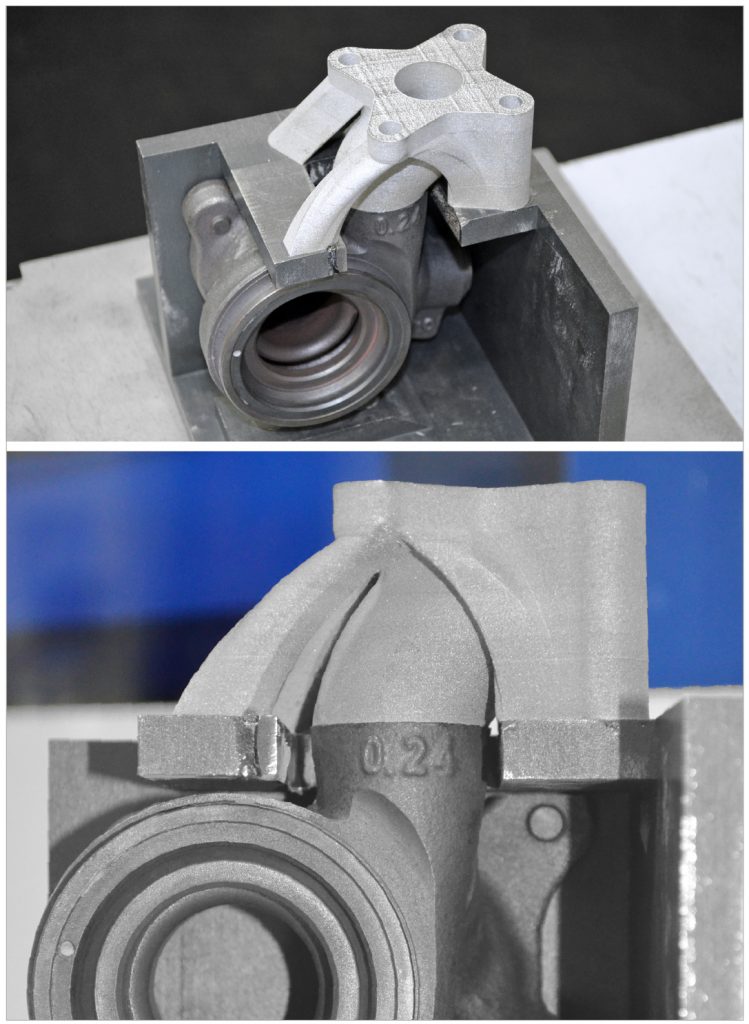
The second level of approval comes from the customer, who has to sign off on the change. Once this is done, the FAA has to certify that all the requisite data necessary for the part in question have been collected and that it meets stipulated criteria. For its first metal AM production part, Honeywell selected a relatively simple and non-critical splash guard used in a gearbox. This part was approved by all three parties and is currently in production.
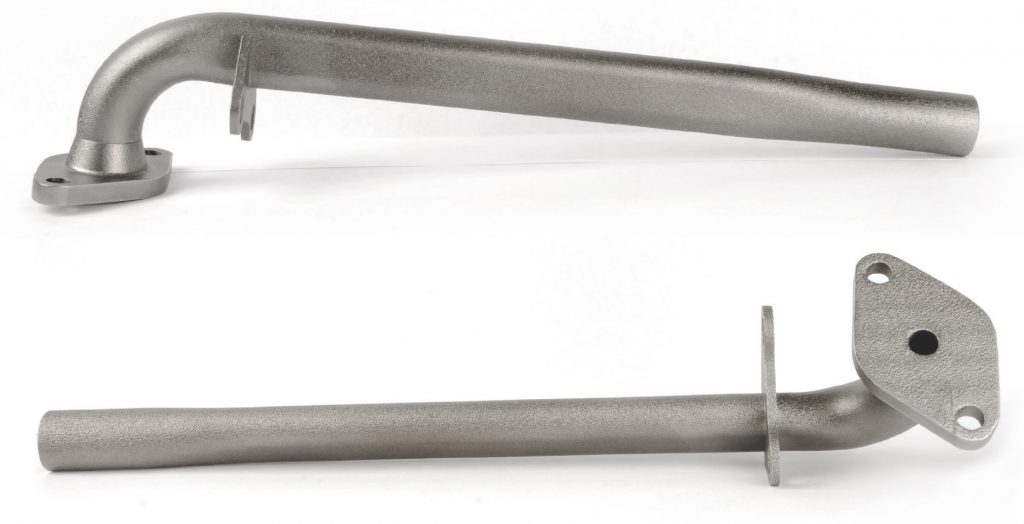
Several tubular components were also identified for their ability to enable part consolidation and, in one case, a reduction from eight sheet metal and cast components to one metal AM part was achieved (Fig. 7). This part has recently received approval at all three levels. As previously stated, Honeywell also uses indirect metal AM using 3D printed sand moulds to make metal castings for rapid, low-volume part production or replacement parts. These are deployed on Honeywell’s HTF (turbo fan) and 777X turbine engine programmes.

Design optimisation
Several components across different programmes have been identified at Honeywell as candidate parts for production using metal AM. The selection of these parts is often driven by requests from supply chain groups concerned with long lead times or from quality and supplier management groups that are concerned with high rework rates, quality issues and associated costs. Additionally, new product groups are looking at metal AM to improve the performance of their components while reducing weight.
Engineers at Honeywell are actively driving a culture change through the organisation so that metal AM is considered a legitimate option in design and manufacturing discussions. A three-day ‘Design for AM’ course is currently offered at the Phoenix facility for Honeywell employees and plans are in place to extend this offering worldwide.
Formal training is complemented by proof-of-concept studies such as the engine mount bracket shown in Fig. 9. The original component was designed for casting and was therefore redesigned using topology optimisation software. It was then manufactured from Inconel 718 using a laser Powder Bed Fusion machine. The finished component was shown to have achieved a weight reduction of 56% while meeting the stated strength requirements.

A key challenge in implementing metal AM for critical applications, such as the above engine mount bracket, is the need to have multiple levels of qualification data. This starts at the material level, in terms of what is commonly called a B-Basis in the MMPDS handbook.
The necessary collection of B-Basis data can be time-consuming and expensive. At this time, Honeywell has established this dataset for Inconel 718 only and, as such, this is the lead alloy being considered for structural applications.
Global presence, local impact
While the majority of Honeywell’s metal AM activities are conducted at its Phoenix facility, significant efforts are also underway at its four global sites in Brno, Bengaluru, Shanghai and Mexicali. All these sites have similar equipment to that at Phoenix’s first non-reactive alloys lab and are contributing to the overall Honeywell metal AM programme in a number of differing ways, while also looking to improve the company’s supply chain responsiveness.
The Brno lab focuses on transportation technology development, reflecting Honeywell’s position as a global leader in turbocharger technology. As such, it has developed significant post-processing expertise and capabilities, including machining and inspection. The Bengaluru site has made significant strides in tooling for transportation systems test rigs, among other projects.

Lessons learned in the development of the Phoenix lab have been applied to other facilities. This is perhaps most true for the safety aspects of this technology. Honeywell’s laser Powder Bed Fusion reactive alloy facility in Phoenix, supporting both titanium and aluminium alloys, is the only one of its kind in the state and has been established with stringent safety protocols, including implementation of Electro Static Discharge (ESD) prevention methods comparable to those used in the semiconductor industry. These include ESD coatings installed on top of the concrete floor, grounding stations, ESD grounding straps for clothing/shoes, personal protective equipment (PPE) to protect from dust inhalation and ESD mats (Fig. 10).

While the primary driver for establishing a worldwide presence is to have a responsive supply chain, each site has familiarity with problems and opportunities in the areas they work on locally and is thus likely to innovate with regard to using metal AM technology in different ways best suited to their applications. One such example is the remarkable use of metal AM to customise prototype turbochargers, initiated by the Bengaluru site (Fig. 11) by building a custom component on top of a previously built and standard housing.
In addition to a global presence in five countries, Honeywell Phoenix is contributing significantly to the local community and has touched small business and academia in a number of ways. Honeywell has always had a close working relationship with Arizona State University (ASU) and was the largest investor in establishing the university’s $2 million Manufacturing Research and Innovation Hub. This hub contains an Additive Manufacturing facility which includes two laser-based metal Powder Bed Fusion machines in addition to a range of polymer technologies. The facility primarily enables students at ASU to gain exposure to this technology and is also used for early-stage research by faculty and students across the university.
Honeywell also works with students from ASU in a number of capacities. One example is the capstone project, a team project involving three to six senior undergraduates who, over a period of nine months, are co-advised by a Honeywell engineer and a faculty member at ASU. Projects that have been completed include the design of an AM heat exchanger, powder alloy development and combustor material development.

“Every project has applicability to real life-production,” explained Godfrey, “The projects involve real-world designs within the Honeywell organisation.” Honeywell has hired two ASU students at its Phoenix campus this year alone and has supported research at the university through seed funding and teaming on research proposals.
Enabling future growth
While Honeywell has already made significant strides in metal AM over the past decade, there is a long road ahead of exciting opportunities and challenges. These broadly fall into three categories: supply chain enabling, workforce development and research and development.

Supply chain
Honeywell’s pilot production factory in Phoenix will support AM production using Inconel 718 and stainless steel powders and includes a powder room for storage and sieving, a vacuum furnace, a Hot Isostatic Press (HIP), machining areas and a quality room, as well as engineering offices and training rooms. This is on track to be fully operational by the end of 2017. The purpose of the pilot production factory is to develop processes and get them approved internally, by customers and by the FAA.
After successful production has been established, Honeywell will look to transfer the process to external vendors by training them on Honeywell’s specific requirements and working closely with them to ensure all qualification requirements are met during the move toward production at scale. This is currently a major thrust within Honeywell and the company is evaluating both existing metal AM service companies as well as established aerospace manufacturing companies that may only have limited of experience in metal AM. The goal is the building of a robust supply chain.

Commenting on the development of the AM supply chain, Godfrey stated, “Honeywell’s approach is to develop Additive Manufacturing to the point where it is a generally accepted manufacturing technology within the aerospace industry. This means a supply chain will have to be developed and managed. Today, engine/airframe OEMs have taken the approach of using a vertically integrated supply chain with respect to AM because a reliable global supply chain does not currently exist. However, it would be unreasonable for a company to expect to vertically integrate all the machining or assembly for its products. The same applies to AM and therefore a supply chain must be developed.”
“Ultimately, this means that the way Honeywell manages powder, certifies machines, qualifies lasers and many other steps must be integrated into the supply base one vendor at a time. Let us not lose focus on the fact that the FAA still considers AM a new and novel technology and because of this it will be tightly controlled. This work is going to take some time. It will be slow and it will be meticulous but it will be done correctly under the watchful eyes of both internal and external decision makers,” stated Godfrey.
Workforce
At the root of Honeywell’s investment in ASU is a recognition of the need for engineers who not only have the mechanical aptitude but the know-how to operate and maintain AM machines. In addition to its investment in equipment and support of student projects, Honeywell is also a key member on a recently formed Arizona Additive Manufacturing Committee that seeks to collaboratively address challenges and opportunities in AM for the state. One of the focus areas of the committee is workforce development at senior high school, community college and university levels and engineers from Honeywell are actively informing the direction of the committee with the aim of developing Arizona as a powerhouse for AM talent.

Research and development
Honeywell has obtained over $25 million in federal funding for research in AM since installing its first metal AM facility. Projects have included an Open Manufacturing programme funded by the Defense Advanced Research Projects Agency (DARPA) that combines new alloy development, process monitoring and Integrated Computational Materials Engineering (ICME) software in an effort to accelerate new material qualification and alloy design.
Honeywell has also been part of several teams conducting research as part of the America Makes consortium, working on projects including metal AM heat exchanger manufacturing, lattice modelling and evaluations of in-situ monitoring solutions for laser powder bed fusion. The company has also provided funding for research in dissolvable supports being driven locally out of ASU in collaboration with faculty at Penn State University.
The realisation of a vision
While Honeywell’s progress in AM is undoubtedly the result of several team members’ efforts, few would argue that Godfrey’s vision and drive have been pivotal in ensuring the company is where it stands today. Godfrey first realised the potential of AM for functional parts in 2008 and what started as a solitary project in Honeywell’s engines business has now developed into a multi-year, multi-million dollar competitive advantage, which is putting Honeywell at the forefront of metal AM.
Godfrey was recently awarded the Honeywell Aerospace Navigator Award in recognition of his initiative and perseverance in bringing the technology to the engines business and beyond. He has also been granted twenty patents, with Honeywell generating additional revenue by licensing its technology.

Godfrey cites several lessons that have emerged from his decade of experience with metal AM technology. Chief among these is an appreciation for working with what is available. “All of us would like to have the ideal situation where we say ‘this is needed’ and ‘that has to occur,’ then press an easy button and it happens, but the truth is that is not how businesses operate. It is a fallacy to think a person can say ‘let’s make production parts with additive’ and everyone gets in line and all the pieces fall into place,” commented Godfrey.
He also cites the importance of leaders in the growth of AM as a manufacturing option of choice within the company. Finally, Godfrey identifies collaboration with multiple organisations as crucial for success in metal AM, particularly for structural aerospace components. “The key to success with additive technology,” Godfrey stated, “is identifying risks and working with organisations to control and minimise them the best we can as an organisation.”

Godfrey has emerged as much a champion of metal AM technology itself as he is a successful member of Honeywell’s global AM team. He recently co-authored the book Additive Manufacturing of Metals: The Technology, Materials, Design and Production (Springer, 2017). “Machining is a generally accepted manufacturing process,” said Godfrey. “My goal is to make Additive Manufacturing a generally accepted manufacturing process.” Honeywell’s AM team, and its rapid but deliberate progress in the past three years in particular, is evidence of the fact that this goal, as challenging as it may appear to those familiar with the issues the technology has yet to overcome, is well in sight.
Looking ahead
“As of today, the FAA has given approval for three parts to fly in commercial applications,” Godfrey stated. “Honeywell has a strong Space and Defense Group and there are AM parts being used for these applications. Honeywell already has one part in space on a satellite launched last year. In rolling out the production of AM components, Honeywell has taken the approach to print non-life-critical engine components. These types of components lower the barrier of acceptance from our customers and the FAA. Honeywell will have at least four components qualified by the end of 2017 but there is a high probability it will most likely be six components. The number qualified for flight should be expected, at a minimum, to double every year for the next few years, meaning that by 2019 we could be looking at twenty-four types of components in production, increasing to nearly one hundred by 2021.”

Author
Dr Dhruv Bhate
Dhruv was recently appointed as Associate Professor at the Polytechnic School, Arizona State University. At the time of writing this report he was Senior Technologist at Phoenix Analysis & Design Technologies, Inc. (PADT).
Email: [email protected]
www.padtinc.com
http://poly.engineering.asu.edu
Contact
Adam Kress
Senior Manager, Media Relations
Honeywell Aerospace
Tel: +1 602 365 5034
Email: [email protected]
https://aerospace.honeywell.com

LAST MONTH’S MOST-READ ARTICLES












