


From aerospace engineering to AM: Melanie Lang on FormAlloy and the future of Directed Energy Deposition (DED)
When you mix a childhood obsession with rockets and space travel, a career at some of the biggest global names in aerospace, and a curiosity about hobbyist 3D printing developed through maker fairs, it was inevitable that FormAlloy’s Melanie Lang would end up in the world of metal Additive Manufacturing. Metal AM magazine’s Emily-Jo Hopson-VandenBos interviewed Lang, CEO and co-founder of Directed Energy Deposition (DED) specialist FormAlloy, about her route into AM, her company’s technology and the outlook for the process. [First published in Metal AM Vol. 6 No. 3, Autumn/Fall 2020 | 20 minute read | View on Issuu | Download PDF]

Melanie Lang has a background rooted firmly in aerospace and defence. As a child, she found herself fascinated by all things space and space travel, and spent much of her free time launching model rockets. It was this early interest which put her on the path to study Aerospace and Aeronautical Engineering at the University of Illinois, USA, before entering the workforce as an Operations Analyst at Boeing in 2000.
In 2004, Lang joined Lockheed Martin’s Engineering Leadership Development Program, serving three years in this position while studying part time for an MS in Systems Architecture and Engineering at the University of Southern California, USA, a period which afforded her a wider understanding of the architecture of systems, not just in aerospace but in a wider industrial context. For the next ten years, Lang occupied a range of roles and positions at Lockheed Martin, from engineering to programme management to systems development.

During her tenure at Lockheed Martin, Lang stated, “3D printing was starting to come online and become popular, but I didn’t make the connection with aerospace until I started getting into 3D printing as a hobbyist.” In around 2010, her interest piqued, Lang began attending 3D printing maker fairs and later built a small polymer 3D printer from a build kit at home. As her interest continued to grow, “I started talking and connecting the dots,” she explained. “What were some of the big challenges I was seeing in aerospace and defence? Now, we had this capability to build things at home, or go to a makerspace and build things.”
Of course, the Additive Manufacturing market in 2010 was very different to the market we see today, and the world of maker fairs has little in common with today’s world of industrial metal Additive Manufacturing. However, Lang quickly spotted the potential advantages that AM could bring to her industry. “For the technology to be utilised in the aerospace and defence industry, I knew it would have to be metal, and it would have to be very high quality. I started to wonder: How do we take this technology and make real parts that can be useful for aerospace and defence?”
From here came the conception of FormAlloy, founded by Lang, CEO, and Jeff Riemann, CTO, in 2016, out of Spring Valley, California, USA. Like Lang, Riemann began his career at Boeing, but went on to develop ten years of expertise in machine design and integration at Hornet Cutting Systems, a manufacturer of CNC plasma, oxy-fuel and waterjet cutting machines.

Since debuting its first machine at RAPID 2016, FormAlloy’s award-winning Directed Energy Deposition (DED) technology has been enabling customers to form, enhance and repair metallic parts in a range of often critical industries. Its metal AM technology uses DED to create metallic parts to near-net shape, while increasing design freedom and cost-efficiency compared to parts produced using conventional methods.
Why Directed Energy Deposition?
While co-founder Riemann had background experience in DED technology, Lang did not. What drew her to the technology was its capacity for producing high-strength, multi-material parts and, most of all, its versatility of use – this is a technology that can be applied to build parts from scratch, add features to existing parts, or repair damaged or worn ones.

“Especially if you look at defence applications, the parts are so high value,” she commented. “I started thinking about what would happen if you could refurbish those parts by adding material to an area of wear or mismachining. These are very large, sometimes extremely large components, but if a hole was drilled in the wrong place then oftentimes they would have to scrap the whole part and start over. If you could add material back to the area, getting a full metallurgical bond [as is possible by DED], and then remachine the hole in the correct place, or finish machine a repaired part and put it back into service, you’re not only saving significant cost but significant time.”
Despite these capabilities, DED is less known and less widely adopted in industry than Laser Beam Powder Bed Fusion (PBF-LB), perhaps the most widely recognised of metal Additive Manufacturing technologies. PBF-LB also has wide uptake in the aerospace and defence industries, and is in use at a number of major players including Lockheed Martin, Honeywell Aerospace, Airbus, GE Aviation and Safran. For any less-used AM technology, the question that will inevitably be asked is: Does it compete with PBF?

Lang sees FormAlloy’s DED technology as both competing with and complementing PBF. “There are applications that are currently using powder bed that might have better results with DED – for example if you’re trying to do very large components, or multi-material parts, but in a lot of ways I do view it as another tool in your toolbox,” she explained. “I don’t view any technology in additive as being superior to another; you have to look at your specific application and decide which of your tools you’re going to use, just like in traditional manufacturing. It’s not that one is better than another, it’s about what you want to do and what you want the results to be.”
That said, “I do think DED is pretty amazing!” she added. “There are things that you can do with it that you simply can’t do with other technologies.” But those unique capabilities don’t need to exist in isolation. Of special interest to FormAlloy, explained Lang, is hybrid Additive Manufacturing – and not in the sense in which it is generally understood in the industry today, where AM is combined with subtractive manufacturing to enable the building and machining of parts in a single machine. “I’m talking about components that are initially produced using powder bed AM, and then put into a DED process, maybe to add a second material to it or to add features that would be extremely difficult to achieve with powder bed.”
FormAlloy’s Directed Energy Deposition technology
FormAlloy’s DED process deposits metal with a coaxially aligned laser/powder nozzle to produce parts with dimensions ranging from less than 1 mm to greater than 1 m, with bead widths from 500 µm and up. The company produces two lines of DED machines: its X and L Series (Fig. 3), which, among their other benefits, enable DED to be used with high-value materials.

Using the DED process, FormAlloy has access to a very broad portfolio of commercially and custom-made metal powders. Components fabricated by DED have properties similar to wrought material, and the company is committed to developing and optimising parameters for standard alloys such as Inconel 625 and Ti6Al4V, as well as the next generation of materials.
The same DED technology can be used to add features and different materials onto existing products to enhance their properties and provide repair solutions for reduced downtime and scrap rate. To rebuild damaged or worn areas of valuable machine components, dies or moulds, FormAlloy DED can be used to add 100% dense, metallurgically bonded features onto the damaged part, with layer thickness from microns and up, enabling a variety of repair applications that require minimal post-process machining.

This capability makes it possible to improve both legacy and new products with geometric and alternative material additions. The additional features can provide a wide range of benefits from improved mechanical properties to higher temperature capabilities for improved performance and extended life.
For additive enhancements, structures can be added onto work pieces in the same way as they may be deposited on a flat plate when building a part from scratch. Reinforcing structures such as ribs, grids, and plates can be strategically placed on components, and functionally graded material (FGM) applications can also be built in a single-step DED process to transition materials from one to another while reducing the residual stress during the build. FGM applications can then deliver the beneficial properties of specific alloys at localised parts of a component.
In addition to additive enhancements, FormAlloy’s cladding capability can be used to create wear and corrosion-resistant coatings that are 100% dense and bonded metallurgically. DED provides very low dilution between the coating and substrate and allows for fine microstructures, precise control of the coating thickness and reduced distortion into the base part.
Lowering the AM equipment cost barrier

To enable manufacturers with existing production lines to take advantage of these capabilities, a series of FormAlloy OEM solutions is available that can be integrated with existing robotic or production lines to additively manufacture, clad and repair at a fraction of the cost of purchasing a turn-key DED system. These include:
- The FormAlloy AX metal deposition head (Fig. 4)
- The FormAlloy PF – a 1.5 litre powder feeder
- The FormAlloy Alloy Development Feeder (ADF), featuring 16 x 20 ml Powder Hoppers (Fig. 5)
- Lasers, including multi-mode IR or blue Lasers

Together, these OEM solutions are designed to stand up to very challenging environments and crashes, enabling use in the most demanding applications.
A coaxial design makes the FormAlloy AX metal deposition head very efficient, with liquid cooling for operation at power levels up to 8 kW. Various nozzle sizes are available to provide the optimum powder spot size for the given application, and the product has been rigorously designed and tested using advanced Computational Fluid Dynamic (CFD) models and real-world testing in FormAlloy’s own DED machines.
Powder feed systems
FormAlloy’s Powder Feeder enables precise metering of the powder delivered to the FormAlloy AX head. A novel planetary-drive design enables precise metering of the powder from 1 g per minute to more than 160 g per minute, and can deposit powder sizes between 10 to 250 µm. The modular design enables a very large range of configurations to be used, including multi-feeder setups for ease of powder changing and system redundancy, while an easy-align design makes powder changes possible within five minutes.
The Alloy Development Feeder is designed for materials development and research, and enables the rapid deposition of up to sixteen different alloys or alloy blends. Using a revolver-style motion, each powder vial can be accessed and deposited quickly and efficiently to reduce alloy development time by orders of magnitude. The FormAlloy ADF is compatible with the standard FormAlloy PF and can be used in parallel with multiple ADFs or PF feeders to enable interchangeability and integration with the X-Series or L-Series systems.
Process monitoring
FormAlloy also offers several options for in-process monitoring and closed-loop control. The FormAlloy Optical Monitoring tool provides a live dynamic range image to provide the operator with a view of the meltpool. With speeds up to 55 FPS, customers can have off-axis videos for live access during the process and recordings for post-build playback.
A further tool, Dynamic Layer Selection, enables a layer-by-layer inspection with closed-loop operation to achieve geometric accuracy during the build process. A laser profilometer scans the build after each layer for a fast, accurate, and non-contact form of inspection. By enabling the closed-loop operation to auto-adjust a build during the process, and utilising the point cloud output for post-process analysis, users can achieve a high degree of accuracy and generate useful data for future builds.
Meltpool monitoring and control can be further achieved with tools designed by FormAlloy specifically to monitor meltpool size and temperature along the optical path of the laser. With a closed-loop option for either of these variables, laser power can be adjusted in-situ to control heat input into the part.
Applications in aerospace and defence, and beyond
As well as selling its machines, FormAlloy offers a variety of engineering services including part production, feasibility studies, material testing and research collaboration. Its team of Directed Energy Deposition experts, led by Lang and Riemann, is available to review and manufacture conceptual geometries and material systems for those wishing to make the most of this versatile technology, and has to date worked with an impressive list of clients including NASA and the Jet Propulsion Laboratory (JPL) and the United States Marine Corps.
Regarding application areas, Lang explained, “Aerospace and defence was our first target area, and was a great place for us to start – one, because of my background, and two, because if a product is good enough for aerospace, it’s probably good enough to go in your car, in your home, etc.”
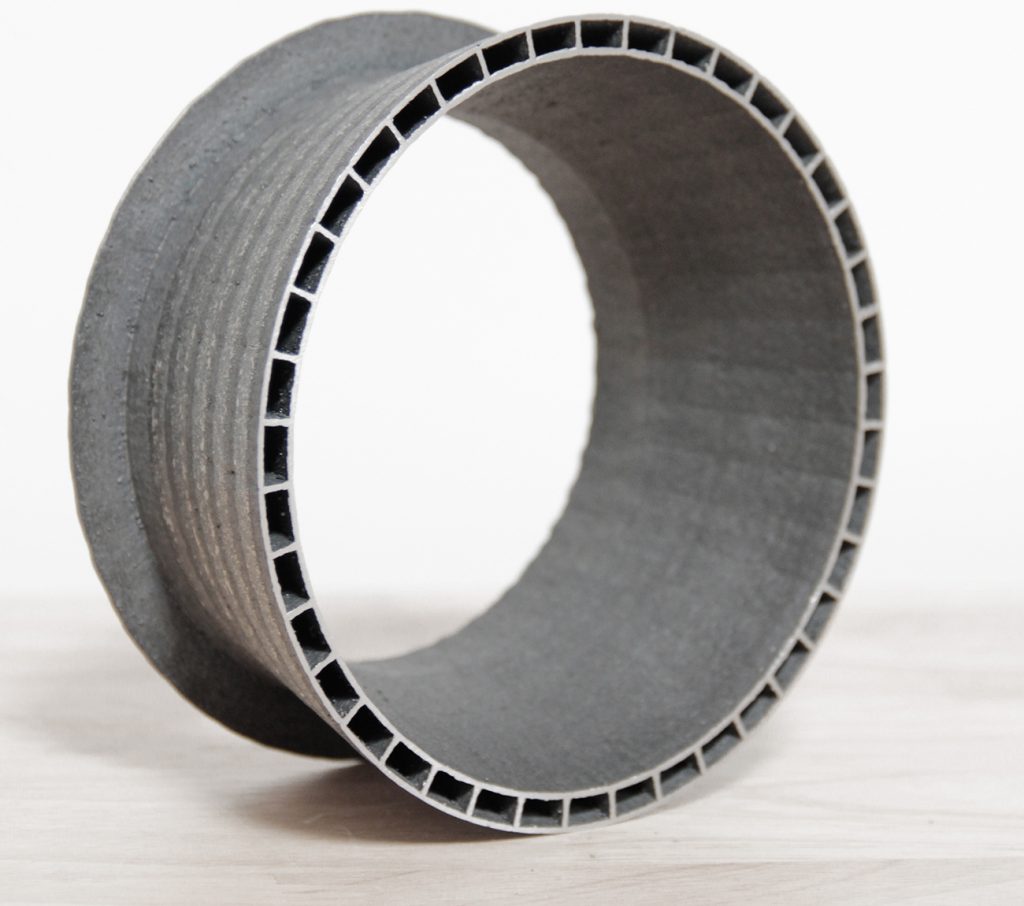
An example of a typical aerospace application at FormAlloy is shown in Fig. 6. This rocket nozzle component has internal cooling channels and some external features, which, using FormAlloy DED, can be built with multiple or gradient materials. Fig. 7 shows a door handle built by FormAlloy for the commercial aerospace industry, which Lang describes as “a quick build”.

While aerospace and defence may have been the driving market behind FormAlloy’s development, the company is now starting to see demand in other areas, beyond aerospace and defence. “We are seeing some automotive applications specific to tooling. Our DED process can be used with materials that other additive processes probably haven’t even touched or looked at,” she added. “That makes it a good fit for some of the materials that might be used for tooling, for automotive and other industries.”
New material development
Another area in which FormAlloy has consistently seen high demand for its technology is in research. “We still see a lot of use in research, particularly in new material development, ranging from research institutes to other education institutions, as well as powder makers and other companies that are trying to develop a particular material that has the exact properties they want.”
In this way, Lang believes that DED can help companies address a common challenge seen across the AM market. “In additive, we are so often taking a material that was potentially developed decades or even centuries ago, and we’re trying to make it work with a new process that it wasn’t intended for. If you think about some of the material challenges that are associated with additive, you might start to wonder, what if we could reduce or eliminate those by optimising your materials or the AM process? That is a big growth area that we see across both academia and industry. One of the unique things that we’ve developed to help address that is the Alloy Development Feeder.”
“The ADF works with FormAlloy’s DED system to deliver very small amounts of powder and deposit them very quickly on a single build plate,” Lang explains. “If you can imagine doing powder development in, say, a powder bed system, in order to even try it, you would have to make a lot of powder, which can be very expensive. You have to fill the powder bed with enough powder to be usable, so you could sink thousands and thousands of dollars into the creation of a single batch of powder to fill a powder bed system with.” The Alloy Development Feeder, on the other hand, only requires about 10–15 ml of powder, in up to sixteen different variations, to enable extensive, rapid material testing of different combinations and alloy types until the formula is right.
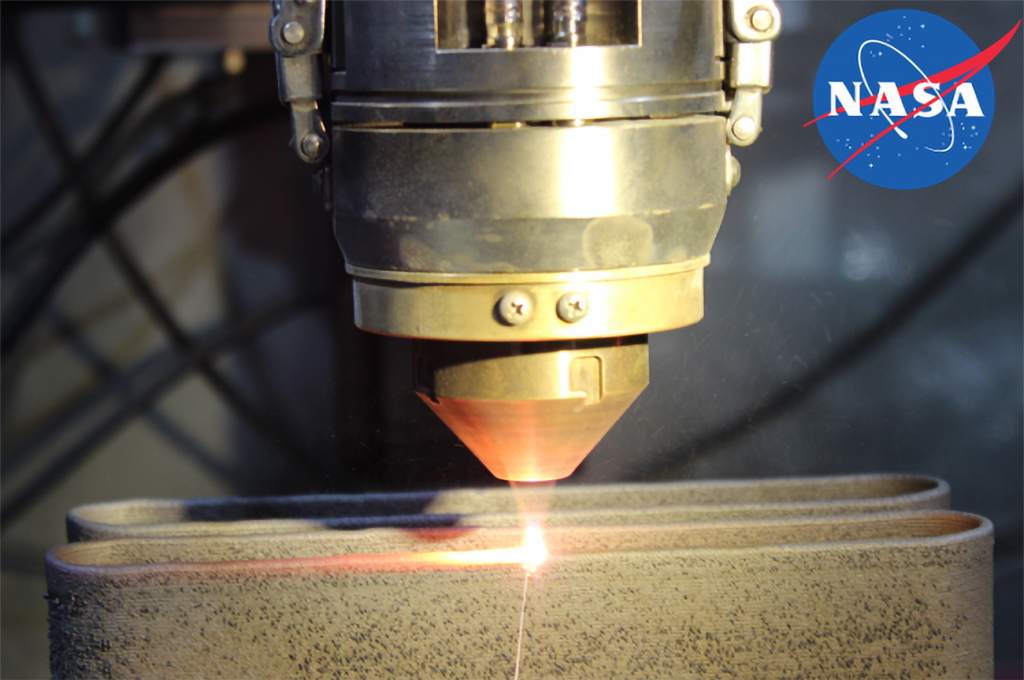
Recently, FormAlloy completed a DED feasability study for NASA HR-1, a high-strength Fe-Ni-base superalloy, developed by NASA for liquid rocket engine component applications, that resists high-pressure hydrogen environment embrittlement (HEE) (Fig. 8).
Technology uptake: ‘Pure AM’ versus repair and cladding
Comparing applications for the repair and enhancement of existing, conventionally manufactured parts, and the building of parts from scratch, Lang reported that demand has been reasonably even, if slightly heavier for new additively manufactured parts than repair or enhancement. “This is simply because if someone is doing Additive Manufacturing, they’re thinking of additive companies. If someone is doing cladding or repair, DED doesn’t necessarily pop into their heads as the first solution, because there are other ways to do it.
What Lang has observed, though, is that once FormAlloy’s technology has been introduced to a company, a repair or cladding application can often serve as an effective way to make the initial business case, and provide a suitable entry-level challenge to familiarise the customers’ in-house team with its use. “Across the industry, it is understood that AM can do so many things, but it is often more advantageous to pick one thing, start with that and get really good at it before expanding from there,” she stated. “We have companies that want to bring a printer in and they’re so excited that they have a long list of applications they want to tackle with it. At that point, it’s time to pick one thing and do that first so that they understand the process and we understand what they need from it. Oftentimes, repair and cladding is low-hanging fruit.”
The need for customers to approach their AM adoption as a journey, and not a quick fix that can be adopted overnight to revolutionise workflows, is one which FormAlloy understands well. “It’s important that our customers start with a single application or a couple of applications,” said Lang. “This way, we can get everybody comfortable with the process and work with them on the journey to transition from low-volume production or R&D all the way to production. We will be that partner throughout the journey, and our product line supports that with the equipment we sell and the OEM solutions we offer.”
Research and development within FormAlloy
Where a customer approaches FormAlloy with an application that is not immediately well-suited to its technology, the company’s culture of constant innovation comes into its own. “When we find a customer application and we don’t have a technology that can address it, you’d better believe we are working on developing a solution to help address that. This is why our systems continue to get better over time.”
The Alloy Development Feeder is one example of FormAlloy’s ability to take a project or a challenge that it sees in the market, in this case the ability to develop new materials and functionally graded materials with high accuracy.
The company’s in-house process monitoring and control solutions are another example of this culture of innovation, particularly its development of a technology it calls dynamic layer selection, in which each deposited layer is scanned. Using this technology in a closed mode in R&D, adjustments will be made automatically based on layer height. In a production environment, it can function as a quality control tool, where layers are scanned to ensure they fall within tolerance and any variances measured, resulting in a real-time, recorded history of the part during the build process.
“Process monitoring is such a key area, because this is a new process in which trust has to be built through verification and validation,” Lang explained. “Do you really want to have to do tensile testing on every single build plate that you do? Probably not, if you’re going to take this to production – so how do you trust the process? How can you guarantee that there is some form of notification if the process goes wrong? That’s one of the things we address with the dynamic layer selection technology.”
The primary challenge which is next in FormAlloy’s sights is the optimisation of materials for Additive Manufacturing. “Additive Manufacturing is not just about perfecting the machine, it is about perfecting the entire supply chain, and to me this starts with materials. So how do we get superior, optimised materials for AM and DED? Perhaps there is a copper alloy with a slight variation that makes it suitable for powder bed AM, and a copper alloy with a slight variation that makes it suitable for DED. How can we solve some of the challenges we are trying to solve now, on the equipment and process side, on the materials side? By doing so, we can improve the entire AM industry.”
The future
According to Lang, FormAlloy’s year has been only minimally impacted by the coronavirus (COVID-19) pandemic. “We saw a pause in activity from our customers for about six weeks. Part of this was probably because people were adapting to working from home, or in other cases customers were drastically reducing their R&D budgets, but I think that after a few weeks people started to gain confidence and work from home more efficiently, and some sort of normalcy resumed.”
While FormAlloy was impacted in the short term, with some system and R&D orders delayed by around six weeks, the company was lucky in comparison to much of the global manufacturing industry. “That’s part of the benefit of being in AM,” Lang noted, “and especially of being in the essential sector of aerospace and defence: that kind of work never really slows down or stops for too long.”
So, what does the future hold for FormAlloy? “We are very excited about what the future holds as new materials come online and we continue to go bigger in terms of build volume in our machines,” Lang commented. “With a lot of new space companies coming on board, it’s a great industry to be part of – and very exciting for me personally, with my love of space applications!”
Contact
Melanie Lang
CEO
FormAlloy
2830 via Orange Way Suite H Spring Valley, CA 91978
USA
[email protected]
www.formalloy.com

LAST MONTH’S MOST-READ ARTICLES












