


Forging a process for mass customisation via metal Additive Manufacturing
Metal Additive Manufacturing technologies offer the potential for true mass customisation, but in order to leverage this opportunity, new, complex workflows and business models have to be implemented. In this article, Siemens Digital Industries Software's Ashley Eckhoff considers the challenges when addressing the topic, from the addition of further complexity to an already challenging Additive Manufacturing workflow, to traceability and regulation. By adapting the AM process to meet these needs, companies can reap the benefits of new markets uniquely suited to this technology. [First published in Metal AM Vol. 7 No. 2, Summer 2021 | 20 minute read | View on Issuu | Download PDF]
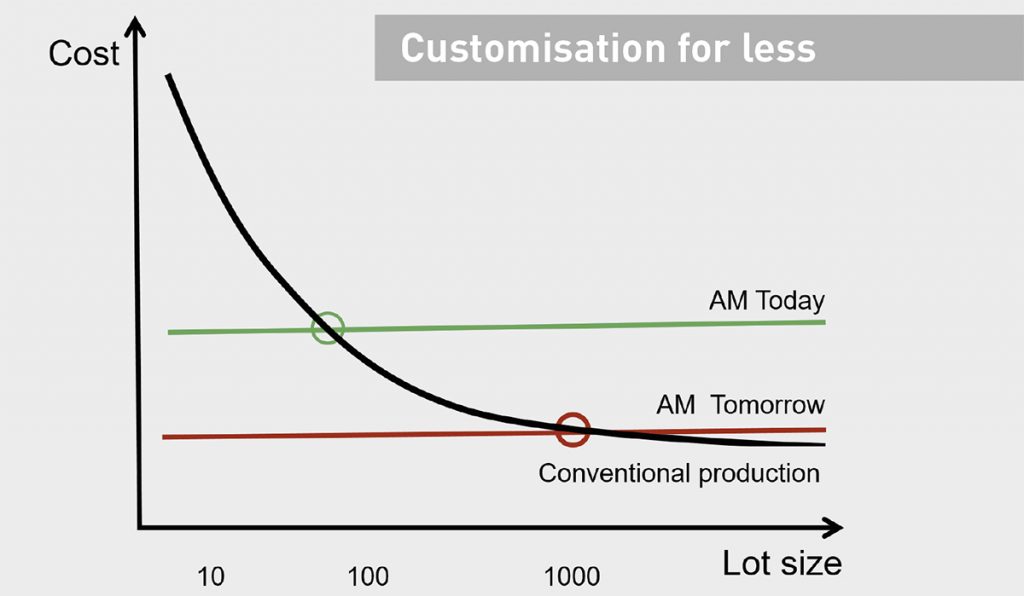
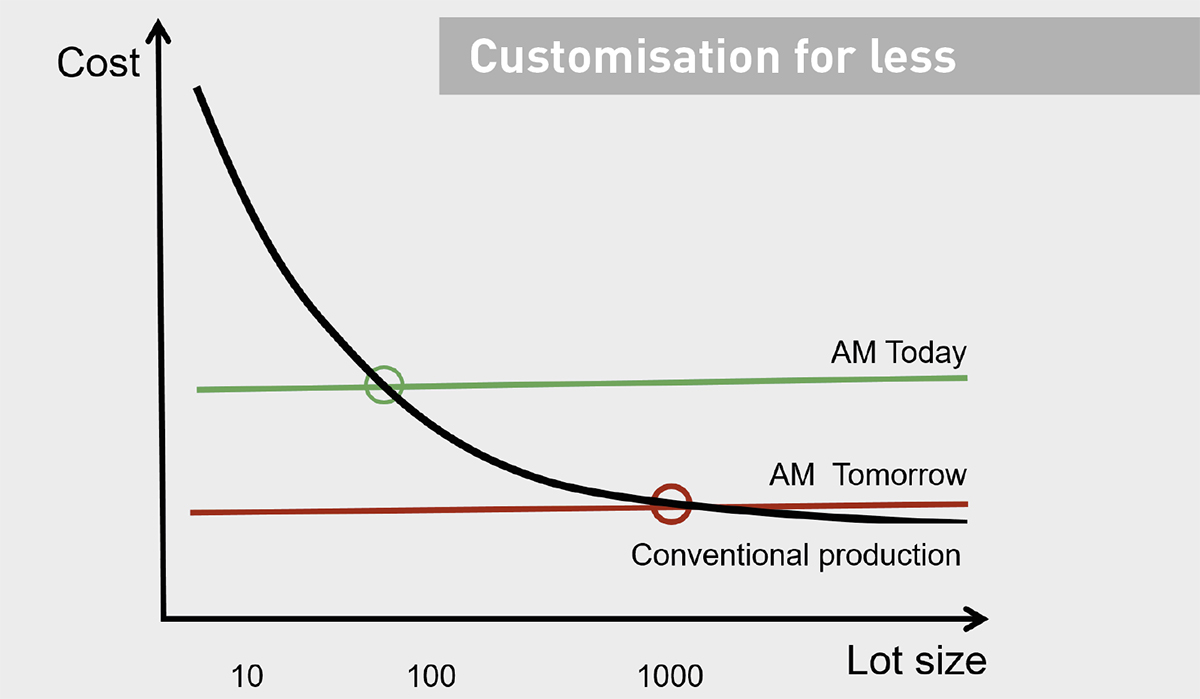
Customisation is touted as a major value proposition for adopting Additive Manufacturing, not least because AM does not suffer from the high first article cost common to most traditional manufacturing methods (Fig. 1). However, customisation requires a completely new business model, posing its own set of challenges to the development and delivery of metal AM products. Instead of manufacturing in bulk and sending pre-made products to a warehouse before a customer order is received, customised products can only be manufactured and fully processed after ordering. Depending on the production strategy, this can dramatically extend lead times for deliveries. Supporting a greater number of independent products in the manufacturing queue compounds the challenges in the manufacturing process: each order needs to be associated with a unique product and tracked throughout the entire process to ensure the right product gets to the right customer.
Adding to the complexity of the additive workflow, it is crucial to build every custom metal AM product right the first time. Mistakes in manufacturing and rework can be costly in terms of time, capital and reputation. The end-product needs to meet the performance requirements of the customer, whether that is the durability requirement of a medical implant, the total weight requirement of a performance bicycle, or the kinetic energy transfer required in a golf club. The customer expects a customised experience from your product, so getting it wrong is not an option.

These hurdles can be daunting, but with the right solutions for each major step in the process they can become a part of the normal Additive Manufacturing production process – and by approaching these challenges methodically and holistically from end-to-end, implementing customised product manufacturing can become a lucrative long-term business proposition.
Simulate every part (sometimes)
Simulation is a very important aspect of any Additive Manufacturing workflow; whether it takes the form of topology optimisation, stress testing or AM machine performance depends on the application. On its own, AM is an amazing process, combining centuries of metallurgical knowledge with state-of-the-art production capabilities to produce a part – but the biggest value is in the enablement of complex part geometries once thought impossible. Very few of those compound curves, internal channels and lattice structures could be manufactured with traditional CAM processes in any reasonable timescale. These structures are computer generated, using algorithms that create hundreds of possible approaches using generative design techniques that rely heavily on simulation. Advanced simulation enables the production of additive products optimised for specific fluid flow patterns, lighter products than ever before with custom lattices that enable a lightweighted part to retain its rigidity, and even provides insight into the impact of the building process itself on the structural integrity of the final part.
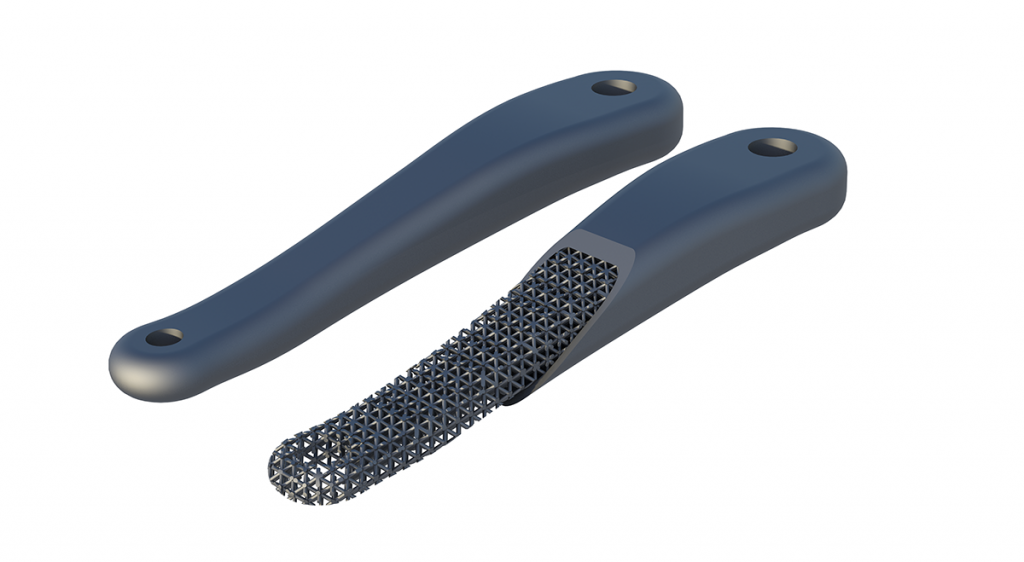
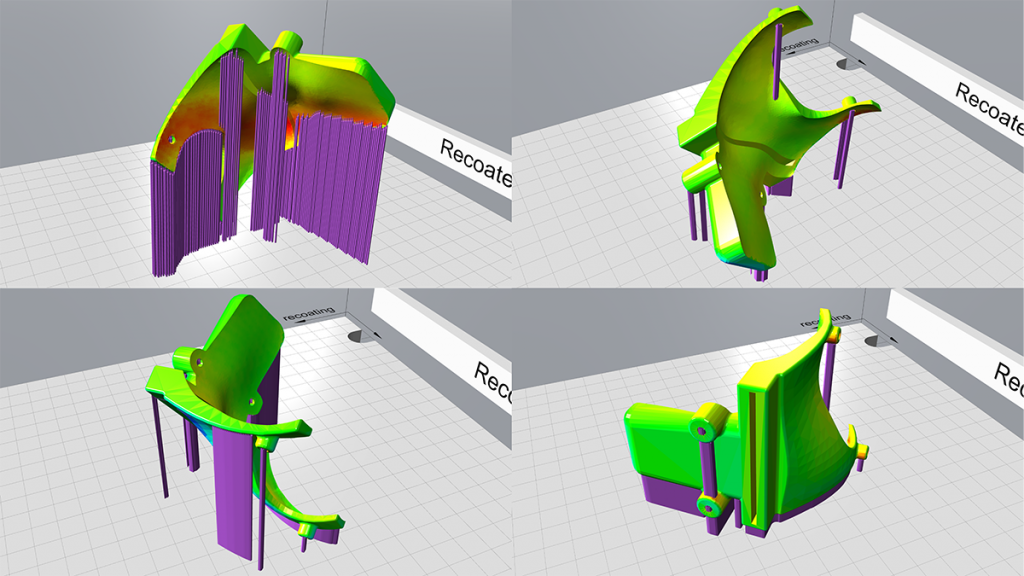
Fully custom Additive Manufacturing leverages as many aspects of a simulation environment as possible to deliver the most value to the customer, but, when moving towards mass customisation, it is difficult to justify the time required to set up and run each of these simulations for every build. Instead, a cost-benefit analysis may lead to a piecewise solution. For relatively similar custom parts, which share the majority of their respective geometries, performance simulations may only be run on a representative sample of parts within a target range. Then, any outliers can be simulated on a case-by-case basis, reducing the amount of simulation required to cover the entire range of customised parts. As an example, custom cranksets for bicycles (Fig. 2, 3) still need to adhere to the sizing standards of the industry, so the shaft connecting each crank arm will have the same external diameter and one of only a few lengths. By sharing this geometry and using consistent material composition across custom cranksets, simulation time can be optimised on a per-unit basis – this can be accomplished by first identifying a size range within which, say, 90% of cranks fall. A simulation can be run for each end of this range and with a few samples within the range to ensure that the product will meet specs throughout. Then, simulation need only be run on the individual parts that fall outside of this selected range to ensure that they also meet the product specifications.

So, when the standard deviation from the average part is low enough, separate simulations may not be needed. However, the design team must keep in mind that if they vary the part too much without simulating the effects, it can lead to a deformed part – even worse, it could also damage the AM machine if, for example, a deformation impacts the recoater. It takes experience and time to understand how much allowable change can be tolerated. Therefore, AM manufacturers should rely on increased use of simulation in early runs of the custom products until they gain enough experience to make confident decisions about when simulation is required and when it is not.

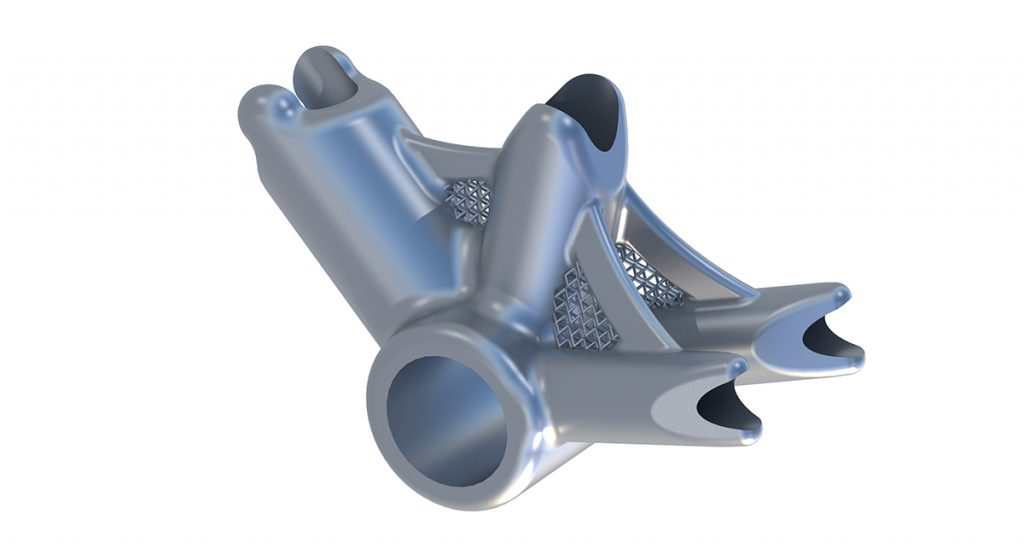
The promise of reduced simulation is not the same for every product, however. Articles like custom-built bicycle cranksets or built metal joints for carbon fibre frames will have a greater impact on the rider and will likely require more performance simulation on a per-unit basis than would a custom water bottle holder. Many of these adjustments will be accounted for in the design of the product for the customer, but, in the case of the carbon fibre frame, added insight may be needed as they reach manufacturing. When customising a bike frame, even the smallest tweaks to geometry matter. For example, a built bottom bracket joint connects to the seat post tube, two chain stays for the rear triangle and the down tube, for a total of four points of possible misalignment (Fig. 4). Complex parts such as these may require a larger sampling of simulation than less complex parts, so part complexity can also play a role in the need for simulation.
Overall, part simulation is an important element of a custom building workflow, but the cost of simulation must be considered when moving towards mass production of lot sizes of one. Depending on the breadth of customisation and the products being manufactured, a variety of techniques could be adopted to counteract the cost of the simulation process. The techniques discussed above are only a few options. Other simulation strategies could rely on trading simulation accuracy for speed to get a broad idea of how changes impact the product without incurring the cost of a more granular simulation. Regardless of the chosen solution, it is important to deploy part simulation strategically, understanding the costs and benefits of using such powerful capabilities.
When to simulate the process
After designing a custom product and then simulating and performing a multitude of engineering tasks to prepare it for production, it is time for manufacturing. This is where process simulation comes into play. As we have discussed, part customisation means that every part built is different than the last. This naturally leads to every build tray being different from the last, so techniques for mass production that generate efficiencies of scale will often not work in a customisation scenario. This means we need to think deeply about how to maximise our efficiency while generating consistently unique outputs.

Again, decisions about when to simulate the build process come down to an analysis of failure probabilities vs the cost of simulation and how to bring the average cost down. The uniqueness of each build tray containing customised builds means that those decisions must be made with care, and that additional techniques are required to maintain efficiency in the building process without greatly impacting first article quality. Simulation of the building process is becoming one of the recommended techniques for improving first article quality. However, as with part simulation, the simulation of the build process can be expensive with regards to time, so simulating every build tray would likely have a large impact on production performance. This means that strategies for when to simulate and when not to simulate the process must be designed.
One way to aid in this decision might be to define a change threshold beyond which simulation would enter the process. For example, if more than 50% of the parts in a build tray have surfaces that deviate from the nominal by more than 40%, then simulation of the build is performed. Just as with part simulation, the thresholds for making these decisions come from experience with the build process and an understanding of what changes and what magnitudes of change are acceptable without negatively impacting build quality.
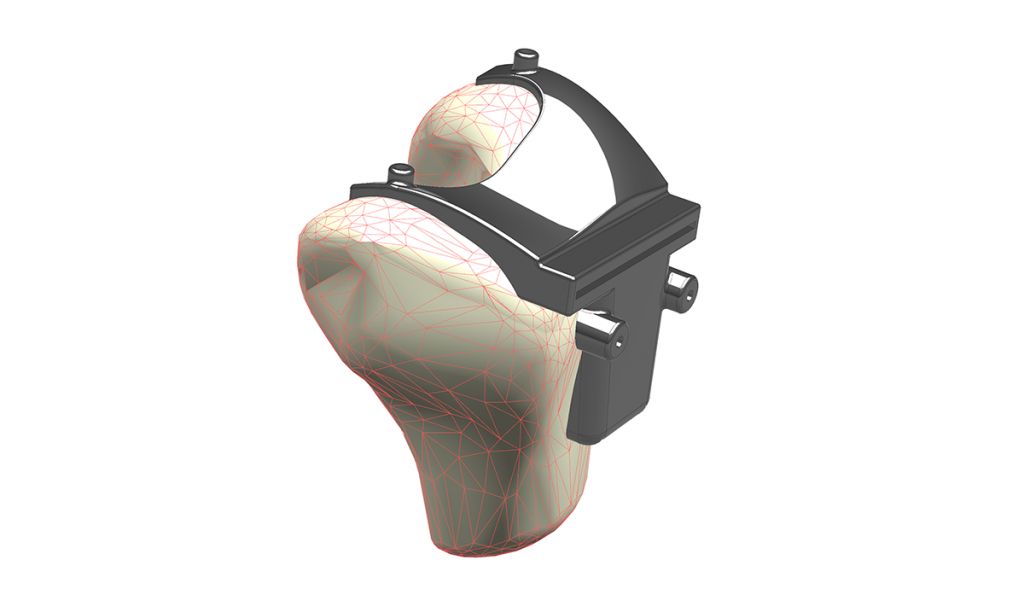
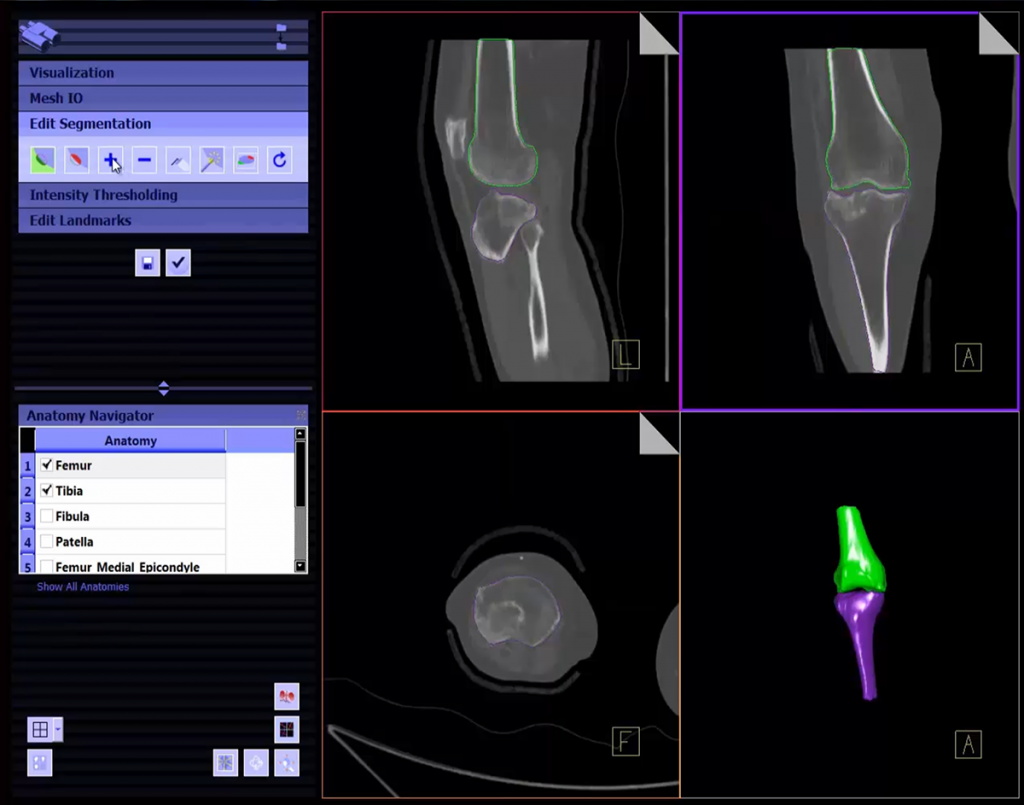
If we look at the example of a custom surgical guide (Fig. 5), the only portions of the guide that are customised are the portions that interface with the patient’s anatomy. In this case, the overall size of the guide is likely to remain static, so the deviance in part structure from the nominal guide shape is minimal. In such cases, it may be possible to simulate a representative build tray with a set number of parts in a desired orientation (Fig. 6). If the results of the simulation are positive, then you may be able to create future trays with the same number of parts in the same orientation and be successful without simulation of each future build tray being necessary – even though, technically, each future build tray would be unique. Looking at our custom bike crank example, however, the problem may be more complex. Custom crank arms will most likely have a much wider range of size variation than would be present with surgical guides, so different techniques might be required to minimise the need for simulation. One might embark on a policy of ‘like part grouping’, where an attempt is made to build crank arms whose sizes all fit within a given range as a single batch. If the size ranges for each batch are chosen carefully, it may be possible to simulate build trays of nominal parts within a given size range to identify areas of concern. Simulating these build groups as representative samples, one could theoretically reduce the overall number of build simulations required.
Just as with part simulation, the definition of the ranges, the overall deviance allowance, etc, are values that must be designed from build experience. Each AM machine, process and material will require a slightly different set of groupings, and what does and does not work can only be discovered through experimentation.
It is worth noting that, as new simulation techniques are developed; as existing techniques become more refined and efficient; and as computation becomes less expensive from a cost and time standpoint, the cost of simulation tends to decrease over time. We expect this same trend to apply to both part and process simulation in the Additive Manufacturing realm, as well. Simulation of the build process in particular is a relatively new process, so it can be assumed that there are efficiencies still to be resolved in that process as the tools mature and knowledge of the build process expands. One can imagine a future point where the cost of build simulation will be minimal, and a simulation of every build tray can be run before production. While, in most cases, this is not yet advisable, it certainly is possible if the cost/benefit ratio is favourable.
Serialisation and traceability
Another aspect crucial to the success of creating custom metal products with AM is the implementation of a robust tracking system based on serialisation. There are two important reasons for serialisation in manufacturing custom metal products. The first is to ensure quality in the process, and we will refer to this as ‘process traceability’ for the purposes of this article (this is true for all product manufacturing, not just AM). The second is more relevant to customised product manufacturing: tracking an individual item from order to delivery, or ‘product traceability’. Both are intertwined and extremely necessary to deliver the right product to the right customer.

Process traceability
Process traceability enables oversight to ensure that, during each step in the development process, the product receives the correct set of operations. Establishing process traceability means knowing exactly where the product is going; if it needs to be finished in a secondary process after building, that information is associated with the serial number.
To make the process as efficient as possible, a manufacturer needs to be able to segment large lots of products that all need to go through similar processes. This increases parallelisation, because it would be far too time consuming having a single component go into an electroplating bath at a time. Some of this organisation must be conducted through classic logistic operations.
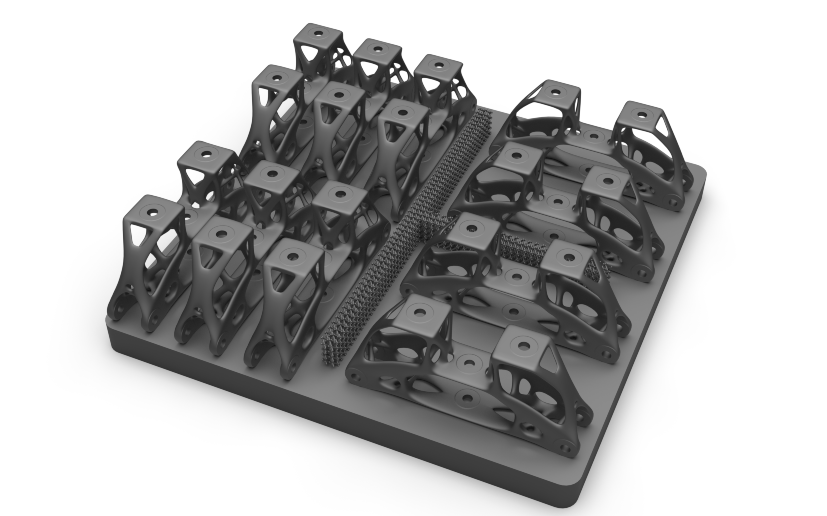
An option specific to Additive Manufacturing is the use of sinter boxes or build tray segmentations (Fig. 7). Sinter boxes are normally used in polymer AM and are, put simply, cages that act as separators in a build bed containing a quantity of built parts that need to be physically grouped together so that they can move through post-processing steps as a single unit. Build tray segmentation is the use of small geometrical elements to define boundaries between groups of parts on the same build tray. The build tray segmentation technique integrates well with the benefits of metal AM when paired with post processing. The complex build patterns that many modern metal AM machines are capable of achieving enable entire lots of custom parts to be built simultaneously. Grouping of these parts by material and finishing process can be carried out manually, but, with a comprehensive design and manufacturing solution, the process can be automated. This saves engineering time that would otherwise be devoted to manually fitting together a three-dimensional jigsaw puzzle. From the AM machine, components can be separated from the build bed and sent along for depowdering, surface finishing, and, eventually, separation, if using a sinter box.
Product traceability
Product traceability relies on much of the information from process traceability, but the end goal here is to deliver the right product to the customer. For the most customised products, the personalised metal AM process may require an in-person fitment. That could be golf swing analysis for a custom golf club or a cycling pedal cadence tracking session for a custom bicycle part. It is also easy to see that product traceability is of the utmost importance in the medical field where custom surgical guides, implants, and prosthetics are designed to exactly fit a specific patient’s anatomy. The ability to trace that part from the custom design stages, through manufacturing and finally delivery to the surgeon or patient is of paramount importance.

After the ordering process for a custom part is complete, all the geometric data specific to that part is attached to a serial number and imported into the process traceability environment, where it is used to ensure the right product is manufactured for the customer. From here, the individual product will follow the prescribed manufacturing process as discussed in process traceability. In the case of a custom-built golf club (Fig. 8), once the manufacturing process is complete, it is time for delivery. Organisation in this phase is crucial, because correctly matching order requests and finished products is essential to customer satisfaction, as well as to reducing rework and shipping corrections. Depending on the customisation of the golf club, it may not be apparent to the customer if they receive the wrong order. The club could be customised with internal structures to enhance their specific swing style, and getting the wrong club could lead to the assumption the technology does not work.
Applied traceability
Medicine, and specifically the medical device industry, heavily relies on the organisation provided by serialisation and traceability. While additively manufactured joint replacements are not typically manufactured in lots as described above, surgical guides are a great example of the overall process. Historically, surgical guides came in a handful of sizes for any surgery, and it was up to the surgeon to choose the best fit. Using custom metal AM, these guides can be fitted to individual patients and produce a higher efficacy rate for surgeries, but this will only work if patients receive the correct guide for their surgery. Delivery of an incorrect guide can delay surgery or, far worse, impact the surgical procedure, the results of the surgery, and the patient’s recovery.
Also, depending on the progression of Additive Manufacturing within the medical field, the serialisation of custom metal AM parts could function within the certification process. Performance simulation of devices could become a natural progression in the development of high-use implants as the cost of computation declines; in-turn, the lessons learned from high-performance implants could filter into more entry-level products. As more medical devices and implants move towards Additive Manufacturing and increased customisation, it will be vital to track efficacy over time and ensure every implant has been thoroughly tested and qualified.
Accelerating customisation through regulated processes
Additive Manufacturing holds great promise for providing custom products to customers on a mass-market basis – but to do so successfully requires that the process be organised efficiently by implementing an end-to-end solution that encompasses design, simulation and manufacturing. When every order is different from the last and the next, it is important to understand how development and production cycles are impacted. Product traceability helps ensure that the right product gets to the right customer, and process traceability ensures that the part goes through the proper steps during design and manufacturing. Throughout the design-to-manufacture process, simulation needs to be judiciously utilised to optimise quality and throughput.
Additive Manufacturing is a technology uniquely positioned to capitalise on the potential of customised products. However, to make mass customisation profitable will require a wide and deep understanding of the custom manufacturing process and its wider business implications. A well-regulated process, driven by acquired knowledge and appropriate software, can ensure the viability of customisation through Additive Manufacturing so that your business can create the parts of tomorrow, today.
Author
Ashley Eckhoff
Siemens Digital Industries Software
St. Louis, Missouri
USA
LAST MONTH’S MOST-READ ARTICLES












