


Fly-by-wire: How Additive Manufacturing took to the skies with Norsk Titanium
With seven structural titanium parts flying on every Boeing 787 Dreamliner, a Master Supply Agreement with Airbus for the A350, and projects with the likes of Northrop Grumman and General Atomics, Norsk Titanium is setting the pace when it comes to the production of airframe components by Additive Manufacturing. By using wire instead of powder and its own proprietary version of the Directed Energy Deposition (DED) process, the company combines high deposition rates with aerospace-grade materials properties. Martin McMahon visited the company on behalf of Metal AM magazine. [First published in Metal AM Vol. 10 No. 3, Autumn 2024 | 20 minute read | View on Issuu | Download PDF]

In today’s metal Additive Manufacturing world, few things could be more on point than saying that Directed Energy Deposition (DED) is on the rise. Becoming ever more prevalent, this category of metal AM technologies may also be the most varied, being able to use both wire and powder as the feedstock, sometimes even simultaneously. This is because DED doesn’t rely on just one source of energy, with machine configurations available using lasers, electron beams, electric arc, and plasma. This area of metal AM is also probably the oldest, with each machine leveraging welding expertise that has existed for decades. Even when I started researching blown powder laser cladding processes in 1990 – the start of my AM journey – DED had already been in development for close to a decade, albeit under different names and on a significantly smaller scale.
One company that has been enjoying increasing commercial success using DED is Norsk Titanium. This article explores how being focused on just a singular type of DED technology and material can lead to considerable success. As the name implies, Norsk Titanium primarily works with just one type of metal (titanium) and, more specifically, the Ti-6Al-4V alloy.
Dr Alf Bjørseth, one of Norsk Titanium’s two founders, was already a very successful entrepreneur and industrial developer, researcher, and chemist working in Norway. Having spent many years working in the clean energy and advanced materials processing sectors, Bjørseth was well placed to understand the need for more sustainability in the wider manufacturing industry. To complement this, Bjørseth partnered with Petter Gjørvad, who had specialist knowledge of titanium from his formative years in engineering.
In 2007, recognising the high energy cost of producing titanium parts and the subsequent environmental impact, Bjørseth and Gjørvad founded Norsk Titanium to develop and commercialise a new, less expensive way to manufacture aerospace-grade titanium products. The company started on this long before the wave of AM industry development in the decade that followed.
The founders didn’t waste time in those early days; by 2008, they had built the first machine, referred to as the Gen 1. This was such a convincing prototype machine that, in the following year, a cooperation agreement was signed with Spirit AeroSystems. More changes happened quickly, with the Gen 1 machine morphing from a machine which, indeed, looked like a prototype, to a futuristic and industrial-looking Gen 2 machine by 2010.
This gave rise to the company’s first industrial quality certification, the production of end-use parts; a major cooperation agreement with EADS (formerly a separate entity, now part of the Airbus group of companies); patents for the wire feedstock and the AM process; and eventually, in 2013, the milestone of achieving TRL6 (Technology Readiness Level 6) with Spirit AeroSystems for parts from the Gen 3 machine.
Production machine development
Despite early achievements coming in quick succession, Norsk Titanium continued to evolve and develop its technology rather than resting on the laurels of its early successes. Spurred on by some significant investments – including $125 million from the State of New York in 2015 – it made plans to build what was believed to be the world’s first industrial-scale Additive Manufacturing facility for aerospace production. So began the story of Norsk Titanium US Inc., the US-based entity that has since made significant strides towards commercialising what Norsk Titanium calls Rapid Plasma Deposition (RPDTM).

The chosen site in Plattsburg, New York, became the Production Development & Qualification Center (PDQC) for RPD Additive Manufacturing. It is now a state-of-the-art facility housing the latest Gen 4 machines alongside test and inspection systems. Operated by staff with years of experience in the aerospace sector, the PDQC is now the sole location for the development of client-based production programmes and staff training.
In just ten years, Norsk Titanium went from the first prototype Gen 1 machine to the production-ready Gen 4 (Merke IV) machines now installed and fully operational at the Plattsburg site. Few machine OEMs in the AM sector have been able to evolve so quickly and successfully. So, how is it that Norsk Titanium managed this?
The reality is that the workings of the Merke IV look pretty much like any other well-integrated process control system. Because machine OEMs in AM tend to try and outdo each other with innovation, occasionally reinventing the wheel when trying to keep all developments in-house, I imagined that everything would be designed and built in-house here too. However, from a quick glimpse inside the machine, it is clear that Norsk Titanium’s success has its roots in avoiding the temptation to unnecessarily re-engineer sub-systems. Instead, the company relies heavily on integrating off-the-shelf modules to perform essential control processes. Arguably, this is one of the reasons why it has suffered so few technological setbacks during the evolution of the Merke IV machine and why the machines are so reliable: it uses tried-and-tested regular industrial technology.

One surprising thing I learned during this visit was the length of time Norsk Titanium dedicates to the installation and operational qualification of each machine (IQ and OQ, respectively.) Norsk Titanium has carefully considered its machines’ layout, ensuring that each G4B is capable of being packed up in a single standard shipping container. It’s understandable to imagine that rolling it out, connecting it up and turning it on to perform the first build job should only take a matter of days. Think again: for each machine to be deemed fully installed, Norsk Titanium’s production engineers need at least two months. Then, to ensure that the machine is capable of producing parts to the required quality, they need a minimum of four more months. This should actually offer great comfort to anyone on the fence about adopting metal AM as a production solution.
It was abundantly clear that the number one concern for all employees involved is the quality of the output from the machine. Each machine has to be producing the same level of consistent material as any other machine on site.
More will be said later about the parts that are being produced at Plattsburg, but it was really surprising to see the size of the titanium parts coming out of the fully operational standard machines, referred to as the G4B model. I also saw the first of two G4L machines, which were still undergoing installation qualification. This larger machine uses the same ‘back end’ as the G4B, and the same wire feed and process control modules, but it offers a significantly increased build volume and more flexible configurations for handling the workpiece. It also has a double cassette loading system, with an option to use a rotating framework platform for deposition on both sides of a plate without having to interrupt the build process.
When showing me around this large installation, Steve Eaton, VP of Operations at Plattsburgh, pointed out that the key advantage of reusing the same control systems was the ability to upgrade any of the existing G4B machines with the large build volume of the G4L.

Interestingly, Laser Beam Powder Bed Fusion (PBF-LB) is used to produce parts for three of the critical components of the patented deposition system. The pre-heat plasma torch, the melting plasma torch and the post-deposition controlled cooling unit are all produced by PBF-LB. This sort of integration is a positive reflection of the realised potential of metal AM technologies as a whole.
It was somewhat surprising, then, that none of the other structural parts used to suspend and configure other components were made by AM. It was certainly easy to imagine how the RPD process could be used to produce more AM parts for the construction of these machines themselves, and this was not something that was lost on Schuster either. “I’d love to see more RPD parts in the next generation of Norsk Titanium machines,” he told Metal AM.

RPD technology and its advantages
While walking through the clean and well-organised site, two questions came to mind. Firstly, if the company has managed to nail down so much of the process and is already producing qualified parts for commercial airliners, why hasn’t more attention been paid to its success? After all, the reported advantages of the RPD process are that it can achieve a reduction in the buy-to-fly ratio (raw material weight: weight of final component) from 9:1 for conventionally forged and machined parts to anything between 5:1 and 2:1, all at an impressive build rate of 5 kg/h in titanium. Secondly, why aren’t these machines being used by others around the world?
Nick Mayer, VP Commercial at Norsk Titanium, was quick to discount the possibility of the latter. While Norsk Titanium has no current plans to market its RPD machines to the rest of the industry, by Mayer’s estimate, each machine would sell at around $2 million. This figure alone certainly gives a good insight into the scale of the investment that has been made at Plattsburgh, with its twenty-two current machine installations.
This may appear to be a big price tag but, when compared to large-volume PBF-LB machines, it could just as easily be perceived as a bargain. Straight out of the box, there is a full control system for wire feed, process monitoring, and a large build chamber that is capable of running a high-purity, inert atmosphere. During the tour, miniscule oxygen and moisture levels were observed on one of the machines. The observed levels would be impressive for any metal AM process that runs under such conditions as standard, but when you consider the volume of the machine, they are exceptional.
Mayer stated, “I can’t imagine us wanting to sell the machines. We pride ourselves on the quality of the output, which only we can achieve from our understanding of the process we have developed and how to keep the machines performing at their best. Selling to others to use would mean there is the risk that the quality of the output wouldn’t be so high, and that could reflect negatively on us as a company – even though it would not be us producing the parts.”

Norsk Titanium may have patented a method for the production of titanium weld wire used in the RPD process, but it is still an industry standard 1.6 mm diameter. However, as with the sale of machines, there’s no current interest in becoming a commodity materials supplier to the AM sector. The wire is custom manufactured for Norsk Titanium in the US, enabling the company to control the wire’s quality, something that is particularly important for aerospace and defence customers. However, Mayer added that they are seeking alternative, more economical supplies for industrial applications.
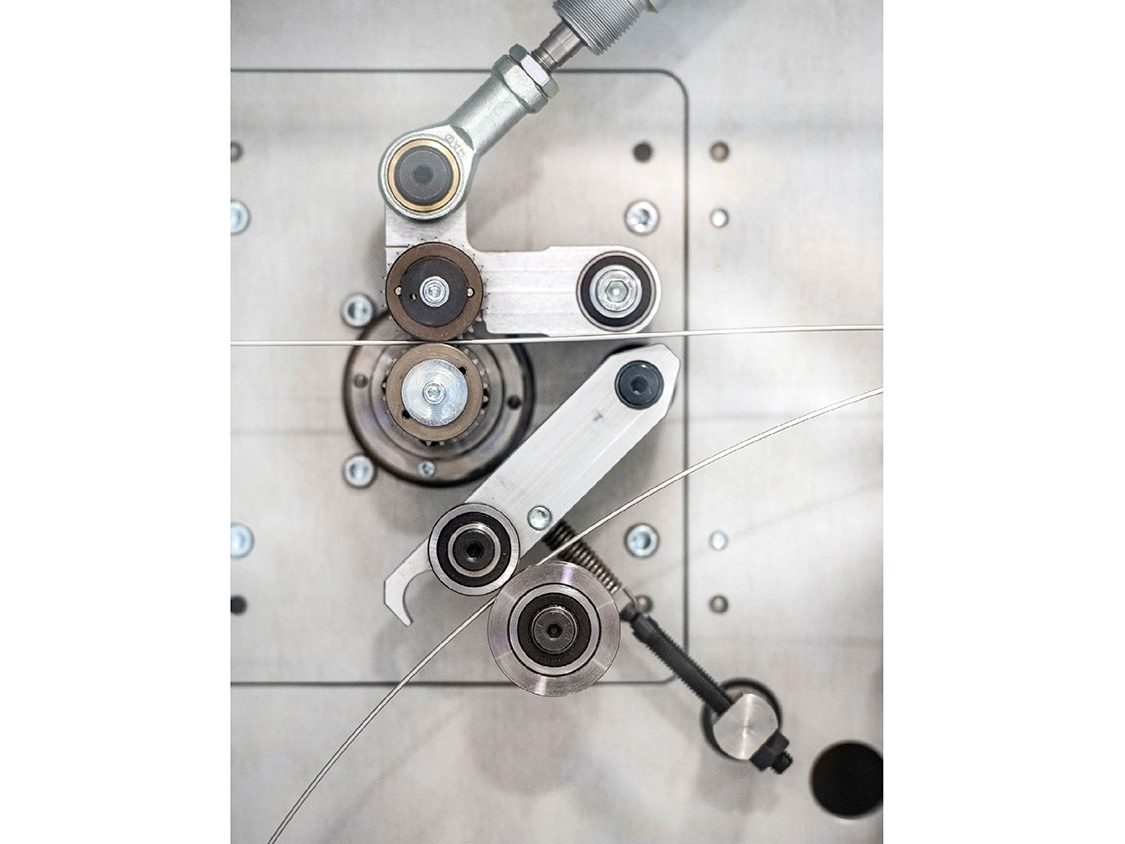
The control system houses the whole of the wire feed system. At first sight, it looks as if this system has an elaborate way to straighten the wire but, whilst watching an active build, Steve Schuster, Director of Production Engineering, explained the consequences of the system encountering bent wire. From the expression on the operator’s face, one can imagine the severity of the situation. The company, therefore, has tight specifications for the production of its spooled wire. Such is Mayer’s confidence in its existing supply chain that, he stated, the wire could be unspooled, laid on the floor, and it would be ‘straight as an arrow.’ The complexity of the wire feed system, therefore, exists because Norsk Titanium also has very tight control over the wire feed rate. Overfeeding the wire into the plasma torch can be catastrophic for the build if the feed wire attaches to the build itself (note another grimace from the operator).
In discussing the Merke IV machines, one final comment that caught my attention was that the Norsk Titanium team refers to the process as ‘welding’. For a long time, many of us have been trying to convince the world that metal AM is nothing more than sophisticated welding; here, I found a company that embraces that fact. Norsk Titanium makes no secret that welding is exactly what is being carried out inside the machines, over and over again. Schuster offered a very clear way of describing the difference between the Norsk Titanium process and PBF-LB, stating, “To make a 1 inch cube from the RPD process takes just 27 inches of welds, but in Laser Beam Powder Bed Fusion it takes about two miles of welds. Our process is just so much quicker.”

A manufacturing process optimised for speed and efficiency
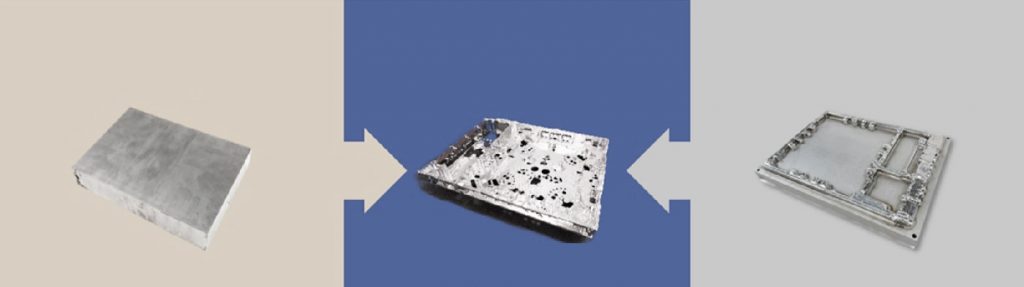
In the early days of my AM career, I came across an application from a Formula 1 team that showed how one could build a part on a base plate that then became part of the finished component. At the time, however, so little was understood about metal AM that it didn’t attract much attention. Fast forward more than a decade and Norsk Titanium has made this ability core to its process, and there is a high demand to incorporate as much of the build substrate as possible from the design stage. The cost benefits are straightforward, even if the price of wrought titanium has been steadily increasing (at the time of the visit, I was told that the cost of the base plates was approaching that of the wire feedstock). Nonetheless, any processing time that can be saved when simply depositing bulk material inevitably leads to a considerable saving.
Using flat plate wrought titanium is standard practice, and the process builds on these plates by depositing one weld bead after another. To those familiar with welding, this might instantly bring to mind situations where welds are used to fill in large areas, including plates, fillets and flanges. However, we will all probably also recognise that the weld metal microstructure is usually very different from the parts being welded; there are a number of Heat Affected Zones (HAZ) to consider and distortion is a major issue that must be contended with.
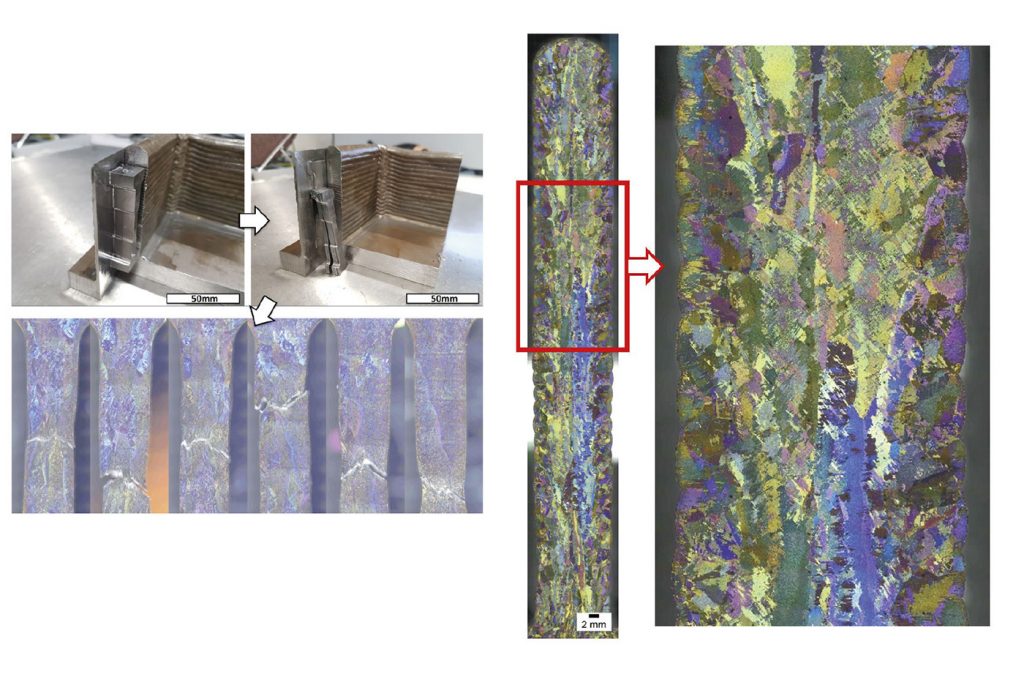
In knowing all this, my main interest is about how Norsk Titanium manages to create and maintain the necessary microstructures and materials properties to pass aerospace standards requirements. The immediate assumption is that after a build, and presumably some stress relieving, all the finished jobs are sent off for some Hot Isostatic Pressing (HIP). This is a post-process step that has become something of a norm for metal AM aerospace applications, such is the level of risk aversion in the sector. However, here, Mayer and the team clarified that no HIP is required as the material is at full density and, in the case of RPD, no advantages are gained. They went on to explain that common weld defects are well understood and that process optimisation work centres around avoiding these issues.
Mayer stated, “We can refer back to hundreds, if not thousands, of data points from all the mechanical testing that we have performed for well over a decade, including fatigue results that show that the deposited metal is more than strong enough for the job. The metallurgical analysis has shown that the RPD metal properties are always above customer requirements.”
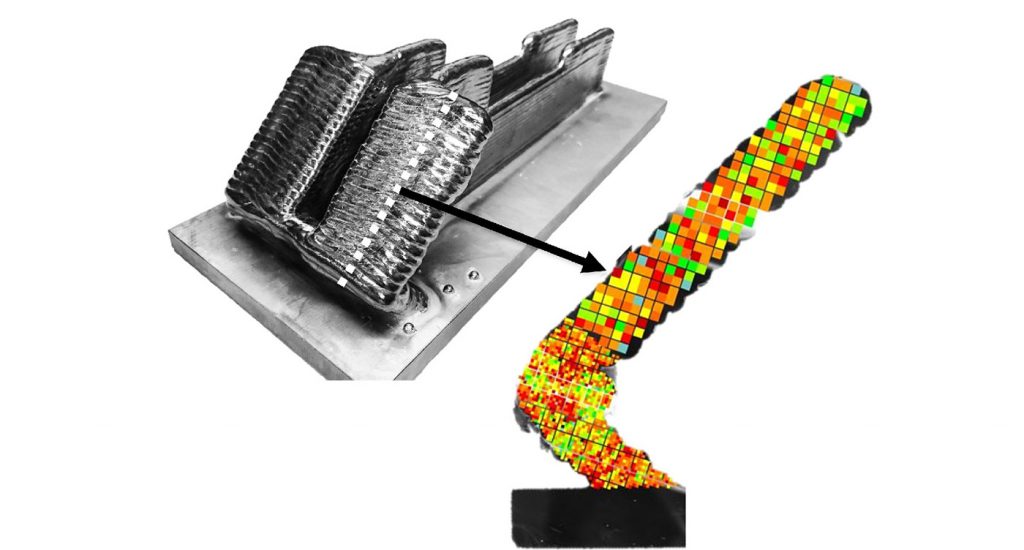
One of the things that sets apart a specialist AM contract manufacturing company and a traditional machine shop sub-contractor is its understanding of metallurgy. It was refreshing to hear the team talk about aspects of microstructure and metallurgy without having to be prompted in that direction. One area of the Production Development & Qualification Center is a dedicated metallurgy lab where a large collection of sectioned workpieces were visible. Picking one up for a closer look, the glint of a dense array of micro-hardness indentations was clear to see. Perhaps not so remarkable to some, but when one considers that the section was the size of the palm of one’s hand, it shouldn’t be hard to imagine the number of measurements that had been collected from just this one sample.
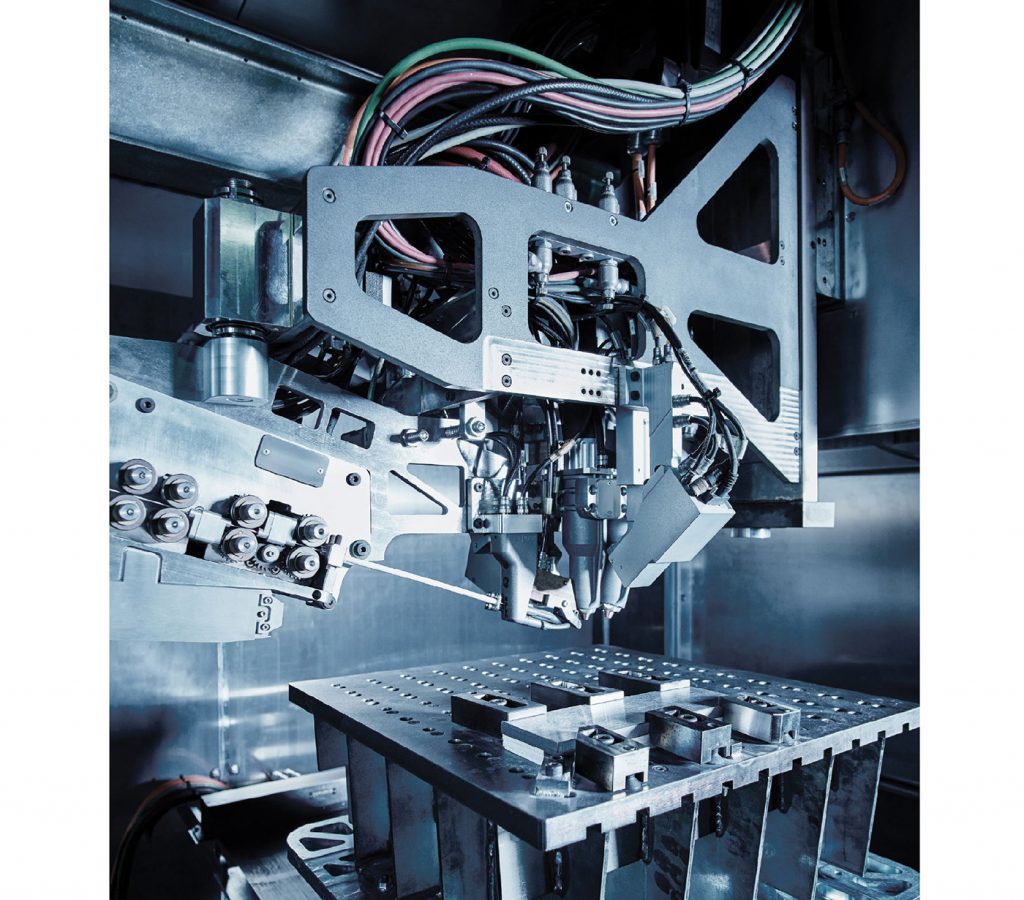
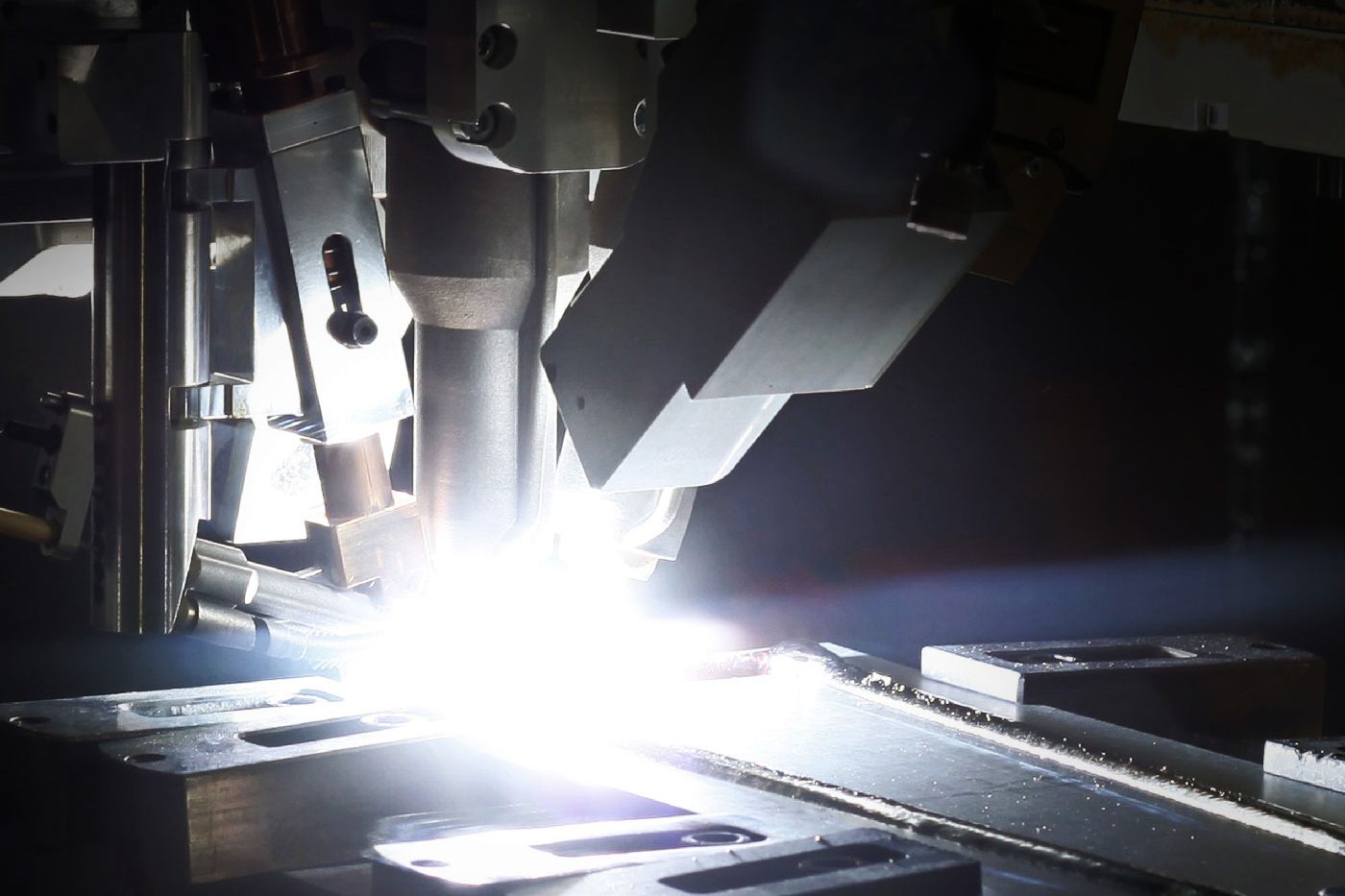
As we continued the tour, the scale of the operation was rather deceptive because of the seemingly wide open and empty central corridor which is used to move and arrange the large machines. It became apparent that the most important aspect of the development of the RPD process was the operation of the patented deposition head. Norsk Titanium recognised that it needed to control the pre-heating, melting and subsequent cooling steps in order to have control over the material properties. As a result of more than ten years of learning to precisely control all three stages, Norsk Titanium is now able to maintain a very uniform microstructure with relatively little residual heat. Eaton showed no concerns that I would be blinded by the super bright white-hot titanium when opening the safety windows immediately after a deposition run. To my surprise, all I saw was a small orange-coloured glow from the recently deposited metal, even though it was part of an extremely large component. This is in sharp contrast to experiences with long PBF-LB build jobs.
The details of the level of control and the steps within the process were not shared, being very much a part of the Norsk Titanium ‘secret recipe,’ one more reason why Norsk Titanium sees itself as a specialist aerospace contract manufacturing supply company and not a generalist AM sector supply company.
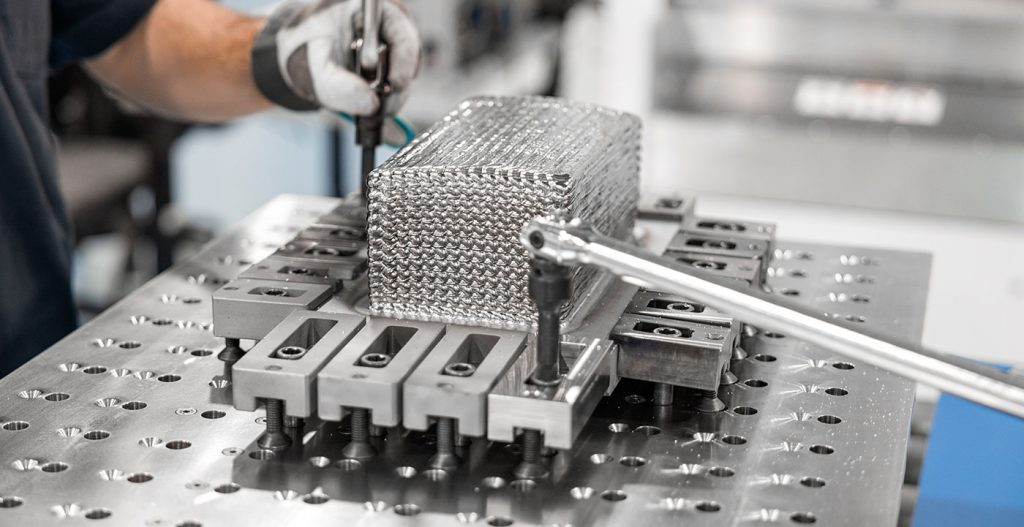
Returning to the fact that Norsk Titanium’s expertise is, essentially, in welding, the next obvious question was about distortion – a common problem in any form of welding. Anyone who has tried to learn welding will recall placing a weld bead on a plate and then seeing it curl up at both ends. The Norsk Titanium RPD process is no different, but the team has learned to take advantage of this, and, in most cases, ensure that distortion is well within manageable tolerances. How this is achieved is by planning to use both sides of the build plate, making the build plates become integral to the finished parts. Typically, in the Merke IV machines, when a build is finished on one side, the workpiece is removed from the machine, then remounted on the reverse side before the build continues to add the required features. The company has become so expert at balancing the distortion of these builds that I was able to witness a substantial part as it was being removed from a build with minimal noticeable curvature.

Even with this level of expertise, a good margin of extra material is deposited into each part. Whereas with some AM technologies there is a drive to only machine the critical surfaces, the RPD process uses an excess applied all over to allow final machining. In this way, Norsk Titanium produces a more precisely finished part that resembles parts produced using conventional manufacturing methods.
The fact that the team plans to add excess material over the entire geometry also has the advantage that more economical heat treatments processes can be used. These are not only carried out just in air, but have shorter, lower-temperature cycles. In fact, the only step that is required post-build is stress relieving.
To speed up machine finishing, each build plate uses a set of datum tools that are affixed to the side of the plates, meaning there is consistency from build to build, even for completely different geometries. These datum tools are also reuseable, so there is no requirement to plan to build these features, as is common in other AM processes.
It seemed that the philosophy developed by the team at Plattsburgh is one of carrying out its own form of first article inspection during the process development for each customer part to be built. For this, there are various in-house testing and inspection capabilities, including CMM and submerged acoustic 3D scanning. Having a management team that has learned the ropes from inside the aerospace and defence sectors has clearly had a positive impact on the road to success.

Applications focus
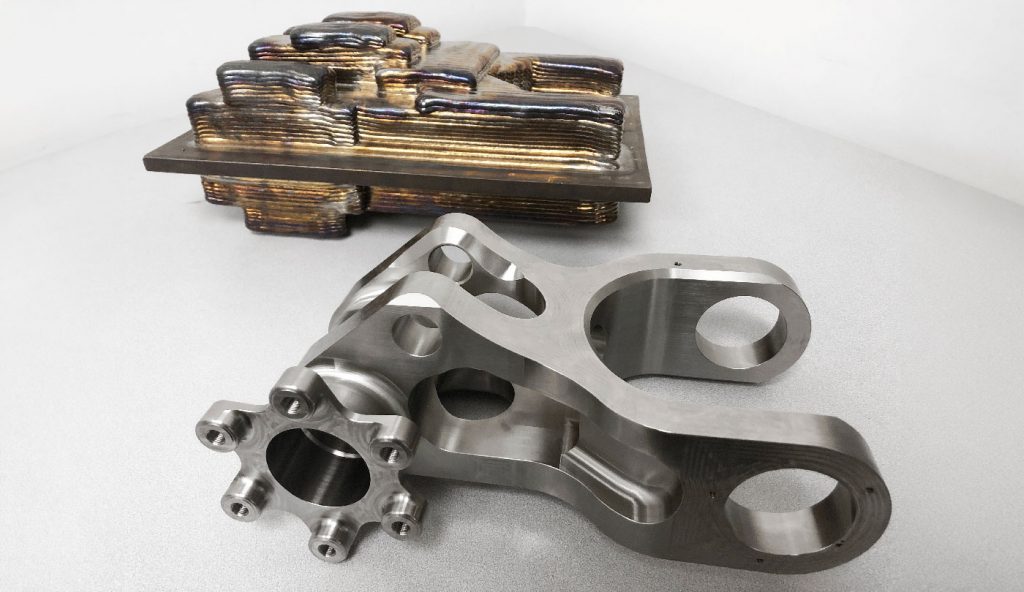
As with any company with a secretive client base, it’s not easy for Norsk Titanium to show off how good it is at doing what it does. The reception area did, however, clearly convey its capabilities. Whilst nondescript in terms of its geometry, a huge block of deposited titanium that looked almost exactly like a freshly baked loaf of bread was on display, and it was hard to imagine how this could be accomplished without suffering from residual stress cracks, oxidation, and other common weld defects. There are other mass deposition processes, but none have ever been demonstrated to be so effective at working with Ti-6Al-4V as the RPD process.
With a clear focus on aerospace, borne out of its early successes with Spirit AeroSystems, it was no surprise that many of the sample parts on display were recognisable as large structural aero parts. Understandably, however, it’s not very practical to have large structural wing components in the company reception area of a factory site before even taking into consideration acquiring the necessary permissions from customers. To circumvent this, the Norsk Titanium design team prepared a standout geometry featuring all the aspects of a typical wing structure. Condensed onto a single build plate, this still approached the maximum build capability of the G4B machine and was a dramatic example of just how successful this form of DED is compared to the more commonly used powder bed technologies.

Keen to demonstrate the capability to simplify forged components, even those that would still perhaps start as primary forgings, Mayer explained that Norsk Titanium’s technology wasn’t just about creating parts from scratch. “It would be great to have RPD used to bulk up the required features of a ring forged component that just had the minimal required thickness of the main ring. This is where the technology can really make a difference in the production of large parts. Passing the required areas through the smaller deposition workspace allows us to just add the required amount.”
He continued “Since forgings usually result in many areas where it’s impossible to avoid having an excess of material, the RPD process has a clear advantage in these instances.” It is very easy to understand how this process could really speed up the delivery of complex forgings by not only reducing the required forging steps – and obviously significantly reducing tooling costs – but also the subsequent machining steps since there is less metal to remove.

Aerospace successes
Norsk Titanium was able to secure some very important customers from the aerospace sector in its development years. However, there has been a notable recent increase in activity. During 2023 and 2024, a succession of announcements were made about financially promising long-term production contracts that will yield notable revenues going beyond 2026.
One such example is the Airbus Master Supply Agreement signed in April 2024. This will last for at least three years, potentially five, and will see the company continue to deliver parts to Premium Aerotec in Germany for the A350 programme. This agreement was a follow-on from the quality approvals granted to Norsk Titanium by Airbus in December 2023 for the RPD production process on the 4th generation Merke IV machines.

In April 2024, Norsk Titanium also signed a longer-term agreement with Boeing for the continued supply of parts for 787 Dreamliner aircraft. This includes the now-familiar aft galley part; in total, this sees seven titanium parts required for each new aircraft. It is probably a first in the commercial aerospace sector for an AM supplier to be so successfully incorporated into passenger aircraft, and it’s worth taking a moment to reflect on this, as it is great news not only for Norsk Titanium, but for the whole of the metal AM sector.

As Boeing announces more orders for the 787 – such as the recent order from Japan Airlines for ten of these popular wide-body jets with the option to increase this to twenty – this can only lead to greater adoption of metal AM technologies. The parts that Norsk Titanium is producing for Boeing vary in size, but with between twenty-eight and thirty-five parts required per month at the current Boeing delivery rate, it is a substantial success for the business, which will only lead to further growth in the coming years.
According to an article by Forecast International [1], the 787 programme is experiencing increased deliveries. In January 2024, the production rate of the 787 reached five aircraft per month, and it is expected to steadily increase to a target of ten aircraft per month by 2025-26. From various other sources, it’s possible to estimate that the current open order book for 787 aircraft is perhaps just under 800 aircraft. This will see Norsk Titanium producing well over 5,000 more parts for this programme alone.
Beyond these, there were announcements of projects with General Atomics on an undisclosed programme to produce a large wing splice. In June of this year, the increased capacity at Plattsburgh attracted a contract from the US Department of Defense (DoD) for an undisclosed programme. Back in March, there was also an announcement relating to a development contract for Northrop Grumman (the company where Mayer himself spent a large part of his career before joining Norsk Titanium in 2015) after having the RPD method classified under the special process approval scheme of the DoD.
Norsk Titanium plans to have delivered parts for flight testing by the time this article is published. This project has involved one of only two of the newer G4L machines installed at Plattsburg. The larger-format machine has enabled Norsk Titanium to build parts for one aerospace and defence company that are 1.4 m (4.6 ft) long, though the machine itself can go up to 1.9 m (6 ft) long.
Non-aerospace applications
It’s not always wise to have just one string to its bow, and Norsk Titanium has been working on the development of other industrial applications almost since its beginning. A consequence of this was announced in June 2024, when Hittech, the systems integration and factory automation specialist based in the Netherlands, added to existing contracts originally signed in early 2023.

Hittech, which supplies components to one of the world’s foremost semiconductor wafer processing businesses, had already confirmed a two-year extension back in February of this year. However, this long-term project has its roots as far back as 2012, showing that it’s not only aerospace that has long product development lifecycles for introducing new technologies into production processes.
![Fig. 17 Semiconductor carrier trays produced by Norsk Titanium for Hittech [4] (Courtesy Hittech)](http://www.metal-am.com/wp-content/uploads/sites/4/2024/11/fig-17-1024x535.jpg)
The interesting thing about this large carrier tray part is that it also incorporates at least one other metal AM part, made via Laser Beam Powder Bed Fusion by 3T-AM in the UK. Very little is publicly known about this application, but perhaps this is an indication that this industrial trailblazer has its sights set on even more developments using metal Additive Manufacturing. Time will tell, but, for Norsk Titanium, this type of industrial supply work is expected to account for 15% of revenues in 2024.
Looking to the future
The site at Plattsburg has grown in the past two to three years, not only with the building of a completely new factory unit dedicated to the production of end use parts, but also in the continuation of process development activities within the original building. Staffing has increased from ten in 2017 to more than sixty employees, with active recruitment ongoing. Running a two-shift pattern over four days and running five machines out of fourteen concurrently, Norsk Titanium has significantly increased output from the initial 1 tonne/month when the site was first established.
This follows on from the announcement earlier this summer that, across both plants in Plattsburg, the company has twenty-two of the 4th generation machines. This translates to a production capacity of up to 700 tonnes of titanium parts per year.
The current list of in-production parts is close to thirty, and the company stated in its recently published half-year report for 2024 (and previously in the annual report for 2023) that it believes it can double this in 2025, and again in 2026, to reach a target of having sixty production parts coming out of Plattsburgh.
From the recent agreements with Airbus, Boeing and their Tier 1 supply chain, the US Department of Defense, Northrup Grumman, General Atomics, and Hittech, it seems that Norsk Titanium has good grounds for being so bullish. Its own forecasting sees the company going from annual recurring revenues of $11 million in 2024 to total revenues of $150 million by 2026 [2].
Norsk Titanium predicts that 80% of that revenue will come directly from sub-contracted parts manufacture. By its own estimates, the size of the addressable commercial aerospace sector is $13 billion, with another $5 billion each in defence and other industrial sectors. So, even though Norsk Titanium has initially aligned to just two industry sectors from which it expects to receive the bulk of the business from high-complexity commercial aerospace parts, it’s plain that the company has just scratched the surface of its capabilities. It is even looking to diversify its materials, having recently completed a project for the US Navy which involved collaboration with QuesTek to develop the RPD process for nickel alloys.
It now remains to be seen if it can indeed achieve similar significant growth from industrial markets other than aerospace and defence. With just one major industrial customer, Hittech, this may seem like a steep hill to climb in just two years. Perhaps this is the reason why Norsk Titanium doesn’t totally discount the possibility of revenues from selling its machines, licencing IP, or even entering joint ventures.
The fact is, Norsk Titanium has been rather quiet about its growth expectations in comparison to some others in the sector. It doesn’t come across as a company that has been a victim of the hype that has afflicted others working in Additive Manufacturing, nor has it struggled to gain traction with early-stage adopters.
Norsk Titanium has chosen to be a service-based company rather than a capital equipment and materials supply company. There are certainly very few in the sector that have developed an AM process that doesn’t lead to the latter, and Norsk Titanium’s success to date, with its form of DED, has taken a completely different path to virtually all of the successful PBF-LB machine developers. DED has, of course, been in development for a lot longer than PBF-LB; perhaps that is why it constitutes a lower-risk approach for eventual end users. After all, it is simply welding with a wire, albeit in a rather elegant fashion. Who wouldn’t put their faith in tried-and-tested welding technologies?
Author
Dr Martin McMahon
Technical Consultant, Metal AM magazine, and founder of M A M Solutions
[email protected]
Contact
Nicholas Mayer
Vice President Commercial at Norsk Titanium
[email protected]
www.norsktitanium.com
References
[1] Airbus and Boeing Report June 2024 Commercial Aircraft Orders and Deliveries – Flight Plan (forecastinternational.com)
[2] Annual report 2023 and half-year update 2024
[3] Retrieved from www.norsktitanium.com/storage/home/24-0427-Approved-Additive-Manufactured-Titanium-for-Critical-Flight-Components.pdf
[4] www.metal-am.com/norsk-titanium-brings-additive-manufacturing-to-semiconductor-industry/
LAST MONTH’S MOST-READ ARTICLES












