Dynamic beam shaping: Unlocking productivity for cost-effective Laser Beam Powder Bed Fusion
In the race to improve the productivity of PBF-LB Additive Manufacturing, machine OEMs have generally taken the path of adding more lasers. nLIGHT takes the view that it's not necessarily just more lasers that are needed, but beam-shaping lasers. By using dynamic beam shaping technology, significant increases in the productivity, stability and metallurgical capabilities of PBF-LB have been demonstrated. Given the technology's recent commercial success, with adoption by Aconity3D, AMCM, EOS and DMG Mori, we asked the nLIGHT team to review beam shaping technology and its potential impact on the AM industry. [First published in Metal AM Vol. 10 No. 3, Autumn 2024 | 20 minute read | View on Issuu | Download PDF]
As the leading modality for metal Additive Manufacturing, Laser Beam Powder Bed Fusion (PBF-LB) is transforming many industries, including commercial aviation, satellite deployment, defence technology, and personalised medicine. However, for PBF-LB to be adopted in a wider range of high-volume markets such as industrial tooling, consumer products, and automotive manufacturing, significant improvements in productivity are required to lower part costs. Current PBF-LB machines need to become considerably more productive for PBF-LB to compete with forging, casting, and CNC machining technologies.
In recent years, original equipment manufacturers (OEMs) have begun to add more lasers to each AM machine to improve productivity. While these multi-laser machines offer a productivity advantage compared to single-laser machines, simply adding more lasers to a machine offers diminishing returns on productivity and increases the total cost of ownership to a point that is limiting their adoption. Furthermore, the AM industry has been utilising a Gaussian laser beam shape that is fundamentally limited in its scalability. This article describes how dynamic beam shaping (Fig. 1) is enabling the development of metal AM machines that are able to produce high-performance parts, but at a cost that competes with conventional manufacturing and, therefore, opens new markets.
The evolution of lasers for Powder Bed Fusion
Modern Powder Bed Fusion machines for metal AM generally employ single mode, ytterbium-doped (Yb), fibre lasers with an emission wavelength of nominally ~1,070 nm, and they’re often paired with two-, three- and even four-axis galvo-based scanners. The low divergence and exceptional focusing characteristics of a single-mode beam enable the smallest possible spot size for creating fine features, even with small aperture optics and at long distances. Over the past twenty-five years, continuous wave Yb fibre lasers have emerged as the preferred light source for most PBF-LB machines.
The power output of single-mode fibre lasers has kept pace with the demands of the metal AM market. In the early 2000s, PBF-LB machines started with 100-200 W lasers, then migrated to 400-700 W lasers in the 2010s. For typical focused spot sizes, 100 µm diameter, 500 W single-mode fibre lasers were determined to be sufficient for most processes and materials.
By 2020, OEMs were able to implement 1 kW single-mode lasers by either enlarging the spot delivered to the powder by a zoom lens, or by using a defocus function from the scanner. These strategies had the effect of increasing productivity by increasing the hatch spacing. This was sometimes combined with increasing the layer thickness. While this technique has proven to be effective for increasing productivity when fine spatial resolution is not required, it made implementation of the laser into the AM machine complex and cumbersome for a variety of reasons:
- Zoom optics add cost, complexity and increased risk of contamination when more optical surfaces are introduced
- The defocus strategy suffers from the inherent reproducibility challenges of working off-focus where small defocus errors result in quadratic differences in power density
- Gaussian intensity profiles remain with zoom and defocus.
The same superheating and extreme temperature gradients under these Gaussian profiles simply get expressed over larger melt pools that have a greater tendency to become unstable. So, whenever high beam quality is not required, such as printing featureless bulk material, Gaussian beam profiles become a burden, not a benefit.
The challenge facing the industry was clear: for PBF-LB to move to a higher productivity, lower cost, and more reliable and repeatable process, a new laser approach had to be found.

Early attempts at using beam shaping
Early investigations of beam shaping were focused on experimenting with various beam shapes and intensity distributions that would ‘flatten’ the temperature field of the molten material under the footprint of the beam. Flat-top beam profiles seemed to be an obvious choice. Unfortunately, beam quality degrades quickly when a Gaussian profile is transformed into alternative intensity profiles. Switching between a single-mode beam and a larger, non-Gaussian profile is desired, but the beam quality must not be so corrupted that transmission through the scanner is compromised.
Gaussian-to-flat top beam transformation optics were commercially available but were problematic to implement with scanning beam delivery systems. Critical roadblocks included:
- Extreme alignment sensitivity requiring frequent maintenance intervals
- Short depth of focus requiring frequent z-calibrations for the working distance
- Incompatible beam quality for typical scanner optics
- Contamination risk posed by introducing additional optics
- The cost and complexity of quickly switching the beam shape with free-space optics between single mode and flat top
In addition to numerous engineering challenges, flat-top profiles produced only marginal improvements over the Gaussian intensity problem. This was to be expected since heat transfer under flat-top beam profiles still produces steep temperature gradients across the melt pool, just not quite as extreme as for Gaussian profiles.
Ring beam profiles were researched as an alternative to flat top and Gaussian beams for higher-powered lasers in PBF-LB machines. A ring beam solves the challenge of Gaussian beam profiles where there is an excess of central intensity and heat, and instead offers the inverse as a solution by distributing the intensity to the outer perimeter of a ring. Researchers at the Technical University of Munich confirmed this thesis, demonstrating single-track welds with a 316L material [1]. A ring beam profile can also produce a focused spot size that is 250% larger than the single mode beam, leading to a considerable gain in productivity.

nLIGHT introduces Corona™ AFX
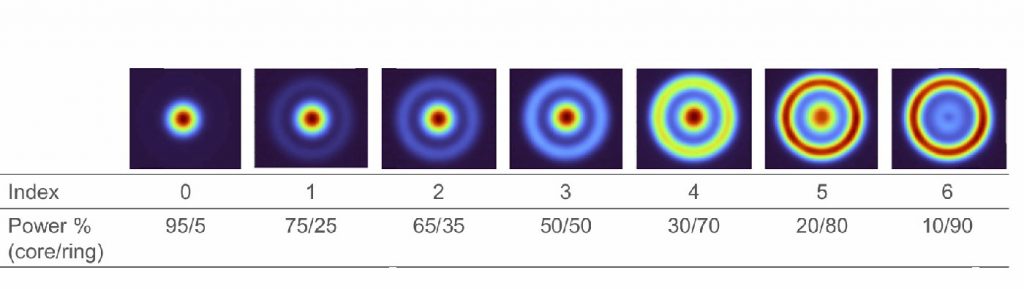
Introduced in 2020, the Corona AFX laser from nLIGHT became the first fibre laser capable of switching between single-mode Gaussian and six other beam profiles, some of which are up to three times larger. AFX lasers can operate as a true Gaussian beam, known as index 0, but, unlike conventional lasers, they have the ability to move power into an outer ring, as illustrated by Fig. 1. The power in the ‘core’ vs the ring is always proportional, and as the index setting increases, power moves in a stepwise fashion from the core out to the ring. While the total power from index 0-6 can be the same, the power density, or the power per area, reduces as more power is moved into the ring (Fig. 2).
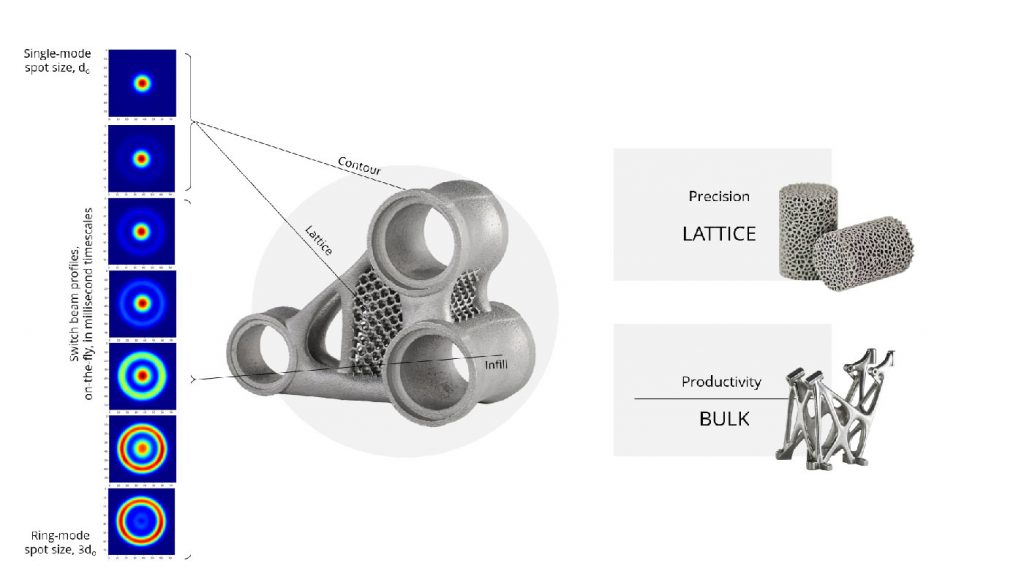
The ability to switch from a true Gaussian to a ring profile within one laser, on a microsecond timescale, without any compromise in beam quality, is referred to as dynamic beam shaping. Using AFX-enabled dynamic beam shaping, a beam shape can be selected depending on the application and build requirement. Fig. 3 from the EOS Group shows a part with representative geometries that would call for different beam shapes. For example, a small spot index of 0 can be used for contouring and high-resolution detail, and a larger spot with an index of 6 can be used where the ring-beam shape can more efficiently melt and consolidate the material, thereby increasing overall productivity by allowing for larger hatch spacing. Likewise, intermediate indices can be used for equivalent geometries.
A simple analogy to using beam shaping in PBF-LB is painting a portrait: productivity would be low if the painter was constrained to only using a single fine-point paintbrush. While the fine-point paintbrush is the tool of choice for fine features, the painter should use a wider brush to cover larger areas.
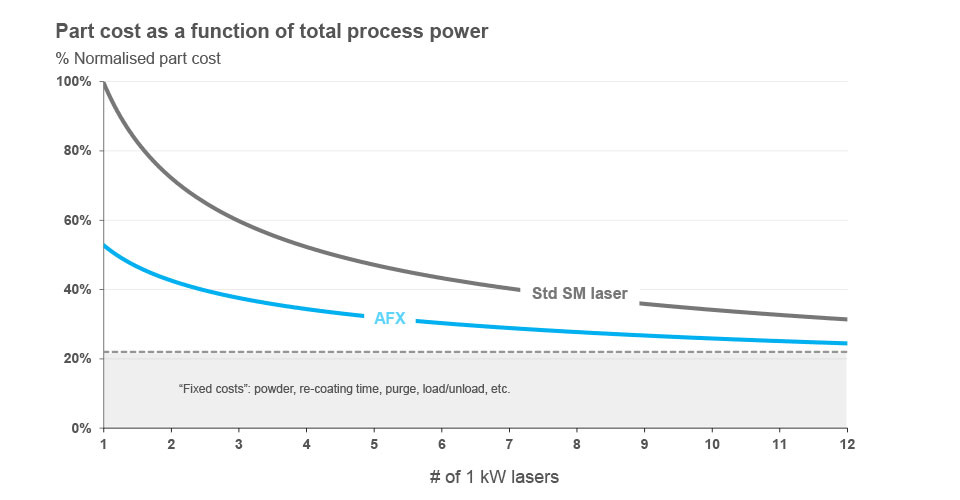
Fig. 4 shows the calculated decrease in PBF-LB part cost with the introduction of 1 kW AFX lasers compared with 1 kW standard lasers. Productivity gains are realised via dynamic beam shaping, using a larger spot and wide hatch spacing for large-area manufacturing. In this example, the cost per part achieved with one AFX laser is equivalent to four standard lasers. There is a plateau towards a set of fixed costs as successive lasers are added, with these fixed costs relating to recoating and other machine operations.
Dynamic beam shaping fundamentals
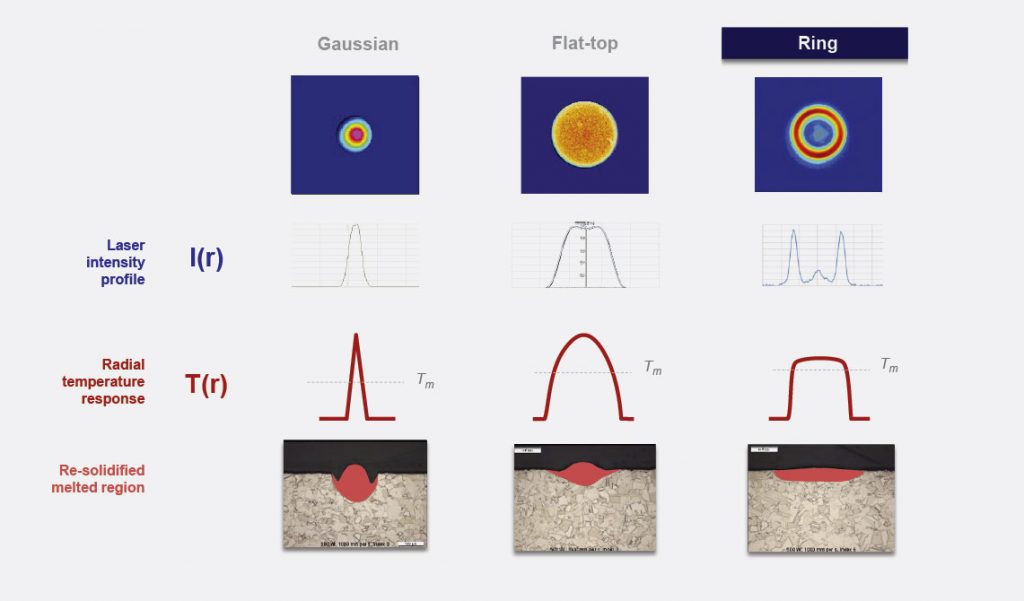
The difference between a Gaussian beam profile and a ring beam can be seen in Fig. 5, where a planar view of the in-focus beam intensity is presented, along with the corresponding cross-sectional laser intensity profile. The Gaussian beam exhibits a central intensity peak, with steep edges and a small spot size, typically 80 µm at the powder bed. The melt pool produced has a narrow, semi-spherical shape.
In contrast, the ring beam produces a double peak in the cross-section intensity profile, but the resultant temperature profile in the melt pool is much flatter and wider. A typical spot size for the ring beam is 240 µm. With the Corona AFX fibre laser, the temperature profile can be optimised for the local geometry, the material system, and the scan speed.
The ability to productively use higher powers in a ring beam is due to the fundamental stability of the melt pool. Fig. 5 is illustrative of some of the challenges with Gaussian beam processing, as the central intensity peak can lead to problematic melt pool instability, creating downward forces within the molten material that lead to the ejection of molten droplets, known as spatter, into the build chamber environment. The high central intensity of the laser also overheats the centre of the melt pool, vapourising the molten metal further, adding to the downward pressure in the melt pool and hence increasing the spatter.
Additionally, other defects can be observed, such as balling or humping around the melt pool track [2]. If laser intensity is too high, the downward forces within the melt pool cause the melting to move from conduction mode to keyhole mode, causing a large depression in the molten material, often leaving a trail of vapour pores. Melt pool anomalies, spatter, and keyholes are the leading cause of porosity and defects in PBF-LB machines and are the reason that process windows are so limited for Gaussian beams at higher powers.
In contrast to the temperature profile imparted to the powder bed from a Gaussian intensity profile, a flat top beam profile improves this slightly, but the temperature profile still exhibits a central peak. Transferring power from the centre of the beam to the ring allows the temperature profile to be flattened, as shown for the ring beam [3].
Due to the consistency of the melt pool profile resulting from ring-beam melting, a more precise intensity and, therefore, temperature can be applied to the powder bed to ensure melting just above the melting temperature of the alloy. Dynamic beam shapes change the temperature response within the melt pool and thus the cross-section of the solidified PBF-LB track, as illustrated in Fig. 5.

Industry validation
A study by Aconity3D in which turbine blades were manufactured in Inconel 718 demonstrated that switching from a Gaussian-only mode to a build strategy optimised for beam shaping dramatically reduced the overall build time and, therefore, cost. As shown in Fig. 6, build preparation, inerting, and recoating times were consistent between the two builds, but a steep reduction in ‘laser on’ time reduced overall build time by 82%. This was directly due to the wider hatch spacing enabled by a ring beam.
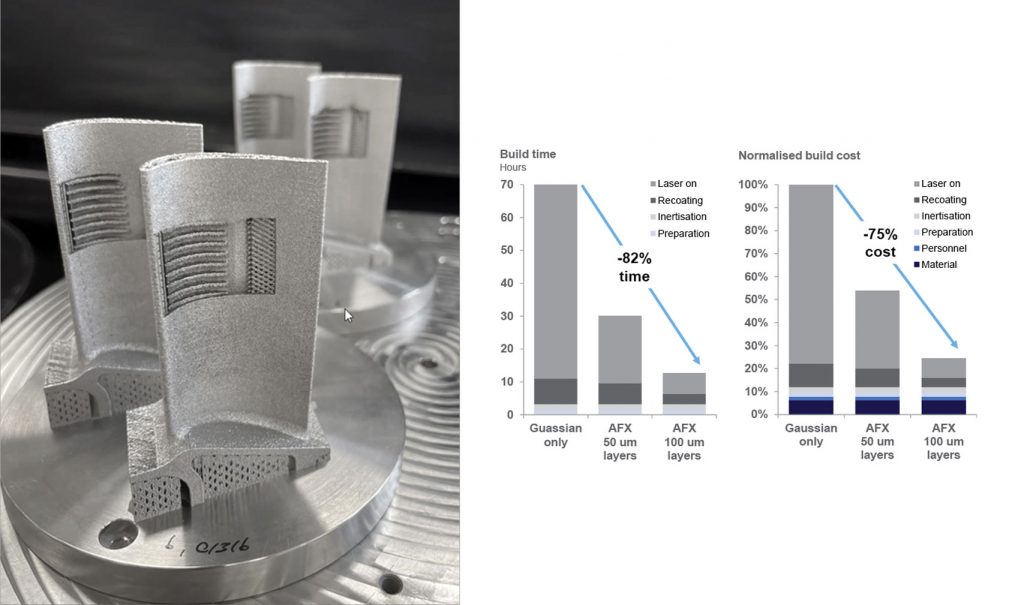
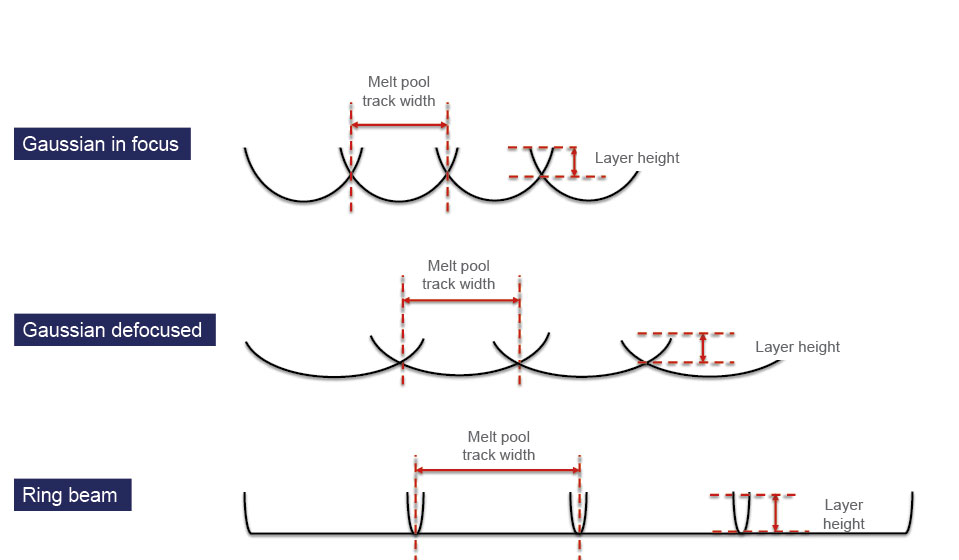
Furthermore, the study showed that layer thickness can be successfully increased from 50-100 µm using beam shaping thanks to the higher melt pool stability (Fig. 7). This layer thickness increase led to further productivity gains that reduced the build from three days to half a day, which resulted in a corresponding 75% reduction of the build cost of those parts (Fig. 6).
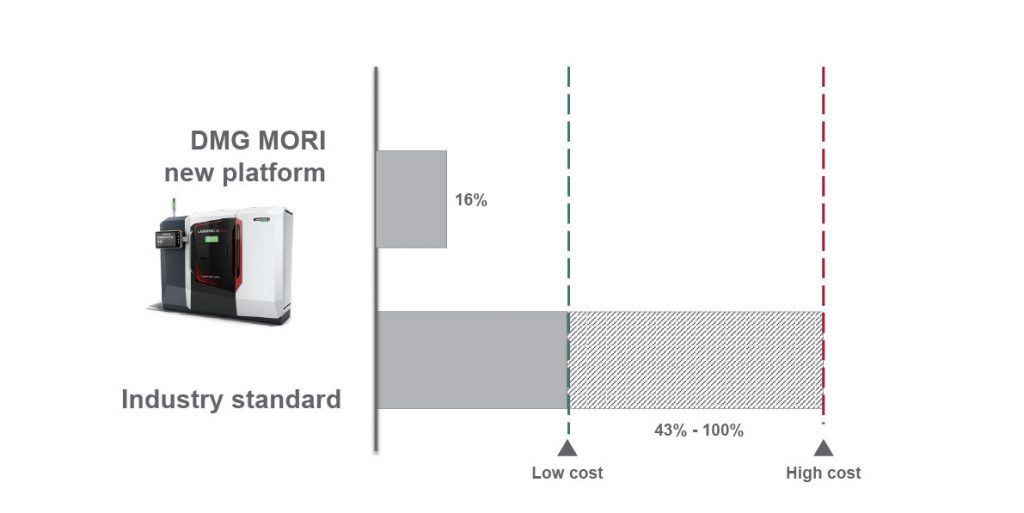
Another study, conducted by DMG Mori USA, compared the productivity of a DMG Mori machine using a single 1 kW AFX laser processing a nickel-based alloy to eight industry-standard PBF-LB machines using two to twelve lasers each (Fig. 8). The other machines delivered parts that cost two-to-six times more than DMG Mori’s platform in which the single AFX 1 kW laser was utilised.
The research community has also verified the productivity gains achieved with beam shaping using AFX lasers. Cozzolino et al., demonstrated a 23% increase in productivity when using a ring beam compared to a Gaussian beam for Inconel 718 [4]. Likewise, Grünewald et al., demonstrated that the PBF-LB processing of 316L can be accelerated by a factor of about two thanks to the higher scanning speeds and enlarged hatch distances enabled by AFX [2].
Dynamic beam shaping enables stable, high-power processes
Productivity is not the only advantage of ring beam processing with AFX lasers. The melt pool produced by a ring shape has an intrinsic stability that gives rise to several processing and metallurgical benefits.
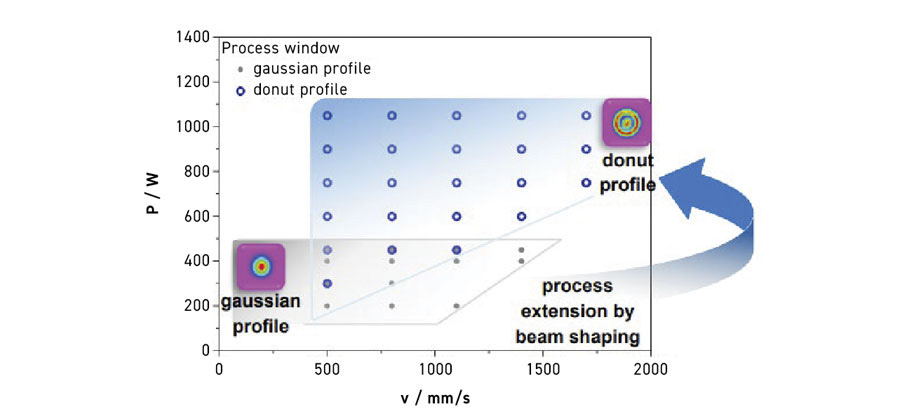
One important effect of a stable melt pool is a wider process window, expanding the parameter set that can be utilised while still producing high-quality, fully dense parts. Multiple research groups have demonstrated increased productivity and larger process windows across several material systems. A study conducted at the Technical University of Munich using 316L stainless steel showed that the process window can be significantly enlarged if an AFX-1000 is used with a ring-shaped beam profile instead of a Gaussian beam profile (Fig. 9).
An important aspect of a wider process window is the tolerance for higher-power lasers when using ring beams. The ring shape distributes the heat input more evenly across the bed and reduces the overall energy density. Ring beams, therefore, make processing with over 1 kW of power in PBF-LB machines achievable. In 2022, nLIGHT released a 1.5 kW Corona AFX, followed in 2024 by a 2 kW Corona AFX. The 2 kW AFX has been demonstrated with a commercial customer who has verified build rates previously considered to be unattainable for high density parts.
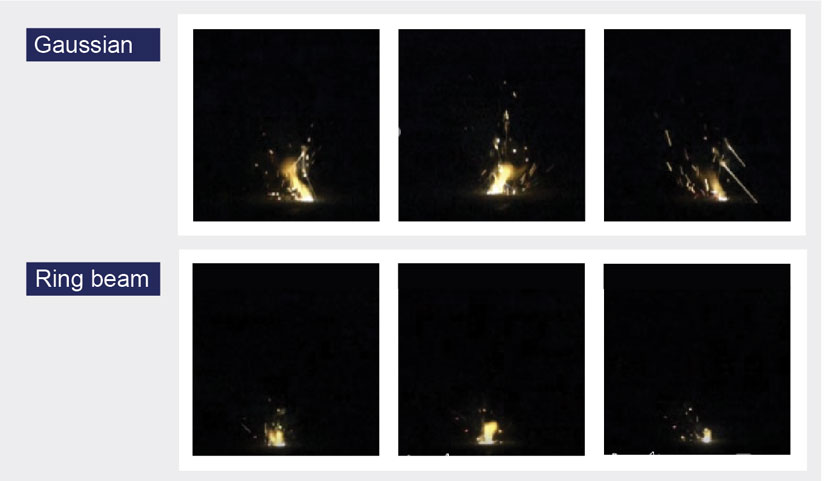
A study by Jan Johannsen of Fraunhofer IAPT comparing Gaussian and ring beam processing of AlSi10Mg showed a reduction of soot and spatter by 75% when using the same power and parameter sets. Using AFX, it was found that there were finer ejections in the spatter, fewer large, oxidised particles in the melt pool, and less balling on the melt pool tracks. The reduced spatter ultimately leads to less powder bed contamination and a longer filter life when using AFX (Fig. 10).
The high temperature peak associated with a single mode beam can exceed a material’s boiling point, which, for certain alloys, can lead to the vapourisation of lighter, lower-boiling-point elements (e.g. magnesium and zinc). In addition to generating smoke or soot inside the build chamber, porosity and other defects are a direct result of this vapour being trapped in the melt pool. Furthermore, excessive vapourisation of the lighter components causes compositional variances, which can be so severe that the final part no longer conforms to the alloy specification.
As mentioned earlier, an example of where metal vapourisation can be particularly problematic is in keyhole welding. Keyhole welding is often unavoidable when processing highly reflective alloys such as aluminium and copper. Keyholes made with a Gaussian beam often collapse and leave vapour-entrained pores deep in the part.
In many instances, the need to move from conduction to keyhole welding is avoided when processing with ring beams. For example, Baldi et al., demonstrated widened process windows when processing pure zinc for future battery electrodes with AFX, attributable to a shallower penetration depth that avoided the keyholing phenomenon [5].

The future of PBF-LB metallurgy with beam shaping
Many metallurgical benefits of ring beam processing have been explored in the academic and research communities and the resulting innovations will soon make their way into the AM industry. Beam shaping has the potential to make materials previously considered as ‘hard-to-weld’ processable using PBF-LB. Candidate materials include nickel-based alloys, tool steels, select aluminium alloys, and refractory alloys. While there are many factors that lead to a lack of weldability, hot cracking is a leading factor. Ring beam profiles enable greater control over the melting process in terms of peak temperatures, spatial gradients of temperature, as well as transient heating and cooling rates.
Having the ability to use different beam profiles allows for control of the microstructure and, thus, the local material properties, providing previously unattainable performance and functionality from PBF-LB parts.
In addition, controlling the microstructure results in less part-to-part variance and introduces the possibility of reducing post-processing steps. Reducing post-processing steps could significantly improve the economics of metal AM, which is critical for the broader adoption of PBF-LB as a standard, large-scale manufacturing process.
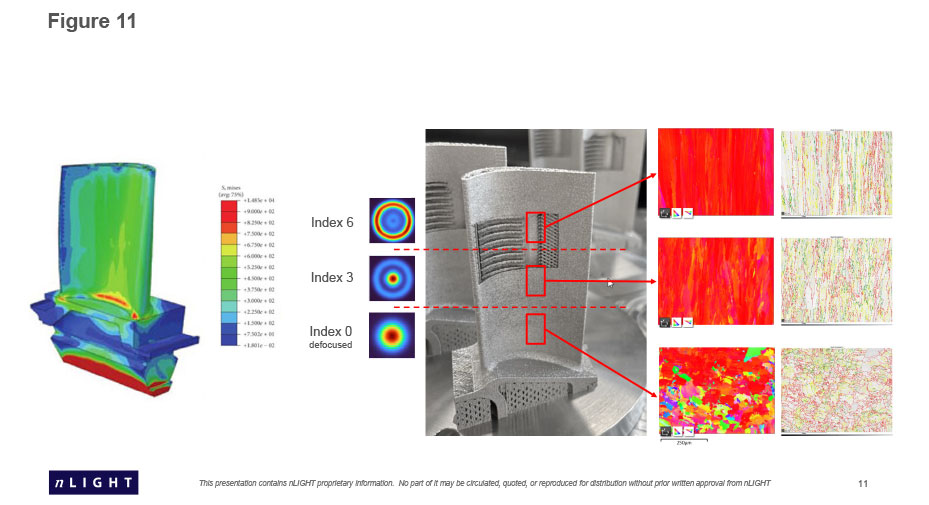
Galbusera et al., demonstrated the possibility of eliminating post-process annealing when processing iron silicon alloys, an important material system for next-generation electric motors, with AFX beam shaping [6, 7]. The ring-shaped beam promoted a more homogeneous, equiaxed microstructure, which is crucial in order to maximise the magnetic permeability of the iron silicon material system (Fig. 11).
In addition, Pérez-Ruiz et et al., studied beam shaping for tailoring the mechanical properties of Inconel 718 and concluded that processing with the ring-shaped AFX beam can significantly increase the range of mechanical properties in the material [8].
![Fig. 11 Laser beam shaping is shown to promote more homogenous, equiaxed microstructures in as-built parts, similar to what is observed post-heat treatment [6, 7] (Courtesy Politecnico di Milano)](http://www.metal-am.com/wp-content/uploads/sites/4/2024/11/fig-11-1.jpg)
The turbine blade pilot study completed by Aconity3D to showcase productivity (Fig. 6) also included microstructure tuning across the part for achieving mechanical properties optimised for its intended use. The turbine blades experience high stress at the base, so a more equiaxed microstructure could be incorporated here for increased strength, whereas the middle and upper sections were optimised for productivity and longitudinal strength, illustrating how microstructures can be adapted to the different load cases in different areas of a part (Fig. 12).
The shape of the future
For PBF-LB to be broadly adopted across a wider range of industries, the economics simply have to make sense. We need an economical and repeatable way to boost productivity in PBF-LB machines, and Gaussian beam profiles have met their limit. Beam shaping will drive productivity levels, process stability, and metallurgical capabilities in PBF-LB machines in a way that cannot be achieved with standard single-mode lasers, irrespective of how many lasers are used.
nLIGHT’s Corona AFX lasers are the first industrially robust and economically reliable beam shaping lasers developed specifically for PBF-LB. These lasers are already deployed in commercial PBF-LB machines, from single- to large-format multi-AFX platforms, and are finally delivering the productivity and quality required to drive part costs down to enter new markets. Considering the productivity economics and metallurgical possibilities, dynamic laser beam shaping is poised to become the new standard for PBF-LB.
References
[1] V. Holla et al., Laser beam shape optimisation in powder bed fusion of metals, Additive Manufacturing, 72, 103609 (2023).
[2] Grünewald et al., Influence of Ring-Shaped Beam Profiles on Process Stability and Productivity in Laser-Based Powder Bed Fusion of AISI 316L, Metals, 11, 1989 (2021).
[3] J. Grünewald et al., Metals, 11, 1989 (2021); J. Laser Appl. 35, 042009 (2023).
[4] E. Cozzolino et al., Energy efficiency of Gaussian and ring profiles for LPBF of nickel alloy 718, The International Journal of Advanced Manufacturing Technology, 132, 3093-3104 (2024).
[5] C. Baldi et al., The Influence of Beam Shape on the Single-Track Formation of Pure Zn Towards the Additive Manufacturing of Battery Electrodes, Lasers in Manufacturing and Materials Processing, 02 Jan. 2024
[6] F. Galbusera et al., Tailoring the microstructure of Fe-2.9wt.%Si alloy in laser powder bed fusion using in-source beam shaping, Optics and Laser Technology, 174, 110649 (2024).
[7] M. Quercio et al., Electromagnetic shielding properties of LPBF produced Fe2.9wt.%Si alloy, Journal of Physics: Energy (2023).
[8] J. Pérez-Ruiz et al., Laser beam shaping facilitates tailoring the mechanical properties of IN718 during powder bed fusion, Journal of Materials Processing Tech., 318, 118393 (2024).
Authors
Rob Martinsen
Alex Kingsbury
Dr Tyson Lowder
Dr Dahv Kliner
nLIGHT, Inc.
[email protected]
https://www.nlight.net/additive
Acknowledgements
The authors would like to acknowledge the contributions from Aconity 3D, DMG Mori USA, EOS GmbH, AMCM GmbH, Technical University of Munich, Politecnico di Milano, Fraunhofer IAPT, and FLOW-3D.
LAST MONTH’S MOST-READ ARTICLES