


Can Additive Manufacturing lower the carbon footprint of parts for the energy and maritime industries?
Additive Manufacturing is seen by the energy and maritime industries as having the potential to optimise supply chains and reduce the cost of spare parts through the use of 'digital' warehouses. The technology is used for both 'like-for-like' spare parts that were originally designed for machining, casting or forging, as well as new parts that have been optimised for AM. Here, Stian Saltnes Gurrik and Selin Erkisi Arici (DNV), and Onno Ponfoort and Mathijs van Poll (Berenschot), report on the latest findings of a Joint Industry Project that aims to understand the viability of such an approach in relation to a part's carbon footprint. [First published in Metal AM Vol. 10 No. 3, Autumn 2024 | 20 minute read | View on Issuu | Download PDF]

Since 2018, DNV and Berenschot have hosted a Joint Industry Project (JIP) entitled the ProGRAM JIP. In the three phases thus far, ProGRAM established and improved guidelines and industry standards for the application of additively manufactured metal components in the energy and maritime industries. By doing this, the ProGRAM JIP aims to lower the barriers of adoption for Additive Manufacturing in these industries.
Over the completed phases, consortia from over twenty companies from the whole supply chain have developed and formed the bases for publishing and revising the DNV standard DNV-ST-B203. In 2022, the JIP established technical requirements for the qualification of processes and production of parts using five different metal AM technologies, and parts made using combinations of conventional manufacturing and AM or repair techniques with AM.
In its latest phase (ProGRAM JIP 3) – begun in May 2022 – the project embarked on a journey to develop guidelines for qualification of part families, guidelines for selecting AM parts in new and existing application areas, and a standardised method to estimate and report on the environmental impact of Additive Manufacturing to allow users to quantify the sustainability benefits of AM compared with conventional manufacturing. As well as these guidelines, in 2024 the project delivered further suggested improvements to DNV-ST-B203 for producing high-quality spare parts for the energy and maritime industries.
This article presents some aspects of the latest phase of the JIP, with a specific focus on how Additive Manufacturing may affect sustainability in the industry. Whilst it is often argued that AM is more sustainable than other manufacturing methods because it may reduce material waste in production and may support production close to the location of use, thus reducing transportation or allowing production in a place with a more sustainable energy mix, is this always the case? How impactful are these benefits, and are there other key factors that affect the carbon footprint of the produced part?

About the ProGRAM JIP 3: set-up and overall results
The ProGRAM JIPs are supported by a consortium of participating companies representing the whole supply chain, including energy companies, contractors and equipment manufacturers, AM service bureaux, AM machine makers and other industry suppliers. Partners in ProGRAM JIP 3 were: 3D Systems, BMT aerospace, Cetim-Matcor, Effee Induction, Equinor, Eureka Pumps, F3nice, Guaranteed, IMMENSA, Imphytek, Kongsberg-Ferrotech, Kongsberg Maritime, Layerwise, Nikon SLM Solutions, National Manufacturing Institute Scotland, OneSubsea, Aker Solutions, Pelagus 3D, Petronas, Siemens Energy, Sulzer, TechnipFMC, Vallourec, Zeiss. DNV acted as programme manager, supported by Berenschot.
The JIP set out to create input to a new version of the standard DNV-ST–B203 through practical demonstration and industry alignment. Here, the focus was on the aspects of AM that can be a driver for sustainability in the industry.
As in phase one and two, phase three was organised around a series of real-life use cases where the companies manufactured parts according to the latest version of DNV ST-B203. By doing this, we can verify the quality, completeness and practicality of improvements before incorporating them into a revision of DNV-ST-B203.
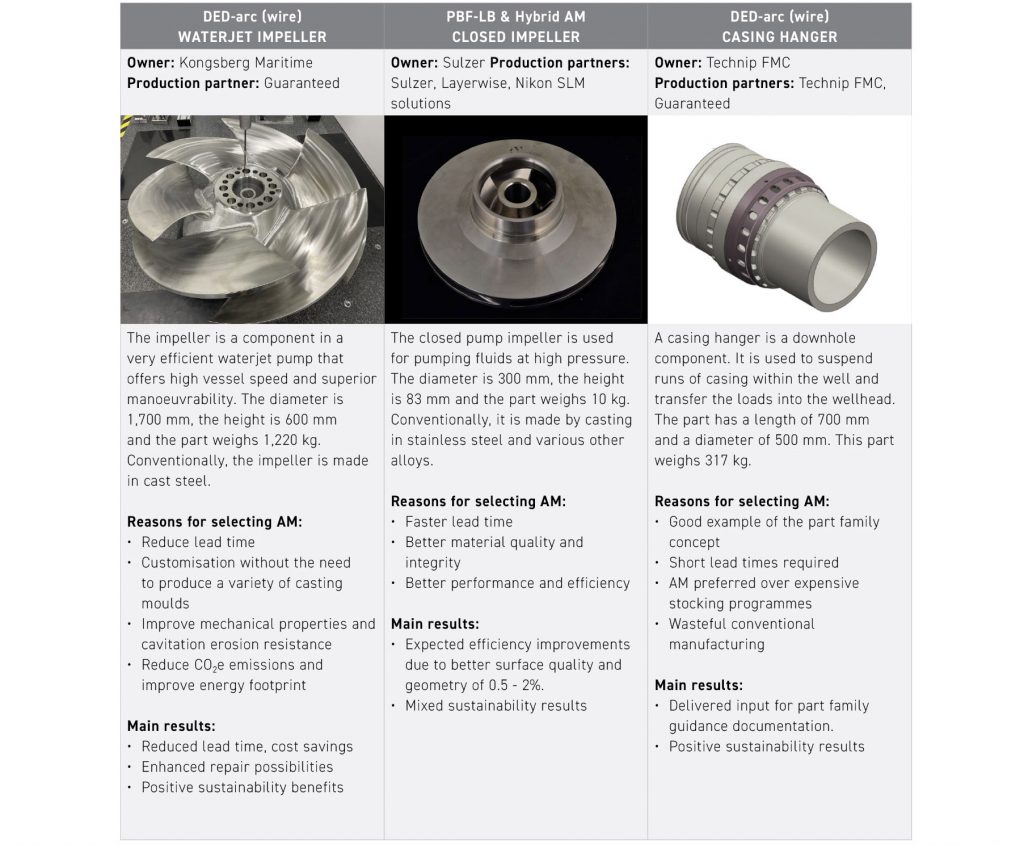
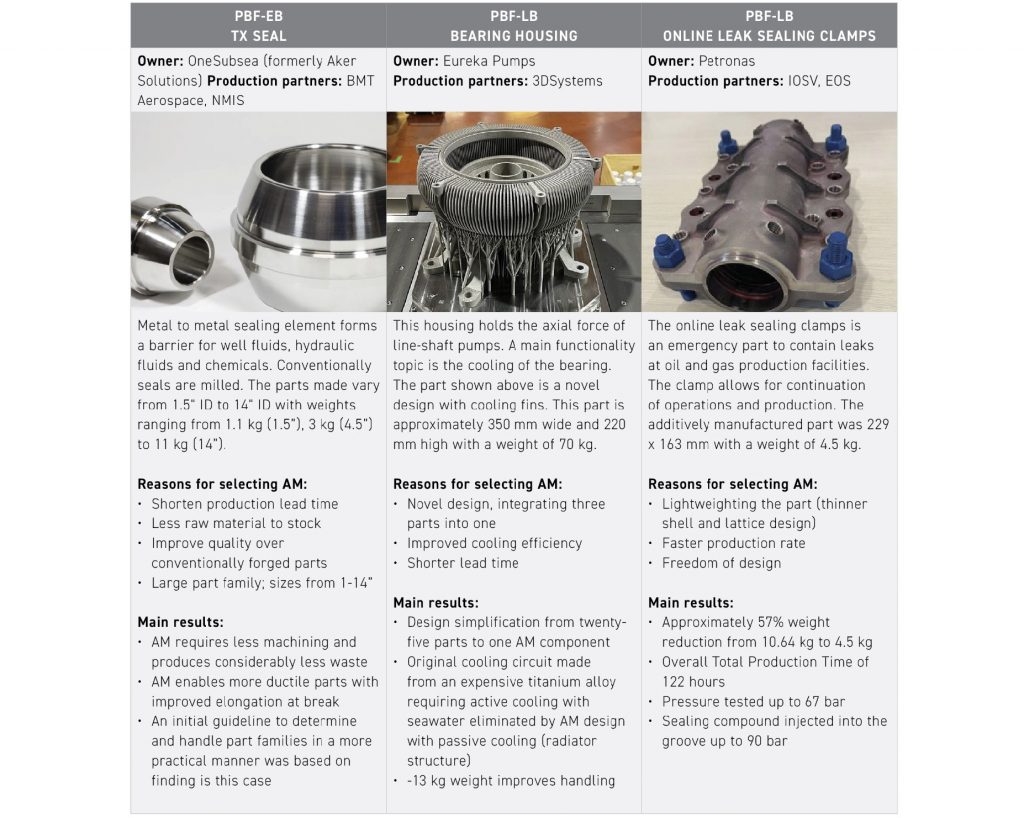
An overview of the parts and their owners is given in Table 1, showing the technologies involved and the initial reason for selecting AM to manufacture the parts.
What are part families?
The TechnipFMC casing hanger, featured in Table 1 (part 1) and shown below, is representative of numerous tubular components used in oil and gas applications. Casing hangers themselves are supplied in a range of diameters and lengths, but fundamentally perform the same function. As such, this component was an ideal candidate to assess from a part family perspective.
Long lead times associated with the procurement of conventional raw material are often detrimental to project deliveries. This means that manufacturers hold stock of raw material that is large enough to produce a range of different sized components (for example solid round bar or open die forgings). This ties up cash reserves; introduces several challenges and costs associated with storage and maintenance; and generates excessive amounts of waste when the material comes to being used – particularly when components towards the smaller end of the spectrum are required.
As AM offers a method of manufacturing near-net shape components for each individual size, the material use may be significantly reduced with a reduced and predictable lead time. In this project, the JIP consortium analysed the possibilities of assessing one AM produced ‘raw’ part for the qualification of multiple final sizes.

Guidance to determine part families
One of the critical challenges in adopting Additive Manufacturing in the industry is the cost and effort associated with quality assurance and control of parts. Reducing this cost remains a goal for the ProGRAM JIP.
Regardless of the manufacturing method, quality assurance is essential for any part. However, when AM is employed for producing different parts in relatively small quantities which only differ slightly from one another, it appears to be leading to unnecessary time, material, and energy use for part qualifications and material testing as each part is being qualified as a unique and standalone entity.
To address this, the JIP proposes adding provisions related to the definition of ‘part families’ for qualification purposes. By doing so, the industry can reduce time and costs as well as emissions and minimise the impact of qualification efforts while enhancing predictability in part orders and deliveries. By providing clear definitions of part families, the JIP aims to pave the way for a more environmentally conscious and economically efficient future.
In the planned updates of the DNV-ST-B203 standard, a number of application topics and recommendations are indicated that need to be assessed when defining part families. The main categories of topics are:
- Generic and functional aspects such as geometry, application, part classification performance and acceptance criteria (AMC 1, 2 or 3, depending on the criticality of the part)
- Design aspects such as critical sections, wall thickness, coping with stresses, and special features
- Production strategy, including the main orientation and placement, deposition strategy, support structures and internal structures, and thick-thin transitions
When correctly implemented, the creation of a part family has the potential to significantly lower the threshold for using AM whilst enhancing the sustainability of the energy and maritime industries. Moreover, increased trust in the quality and timely delivery of additively manufactured parts may allow asset operators and suppliers to reduce their stockpiles of unused parts, fostering a more efficient supply chain.
Realistic sustainability benefits of AM
Public opinion, traditional line of thought
It is claimed that Additive Manufacturing reduces the environmental impact of manufacturing compared to conventional production. AM can lower CO2 emissions by reducing waste, as well as by minimising the volume of material required through optimisation in the design phase. It is also often noted that the energy consumption of AM can be lower than that of conventional methods, especially when considering the entire lifecycle of the product. Additionally, AM often requires fewer production steps, which can lead to lower overall energy use. Lastly, AM allows for more design and production flexibility, which results in more efficient energy use during the use phase and more space-efficient packing during transport. During its research, the group used all production cases to verify these hypotheses.

Calculation model
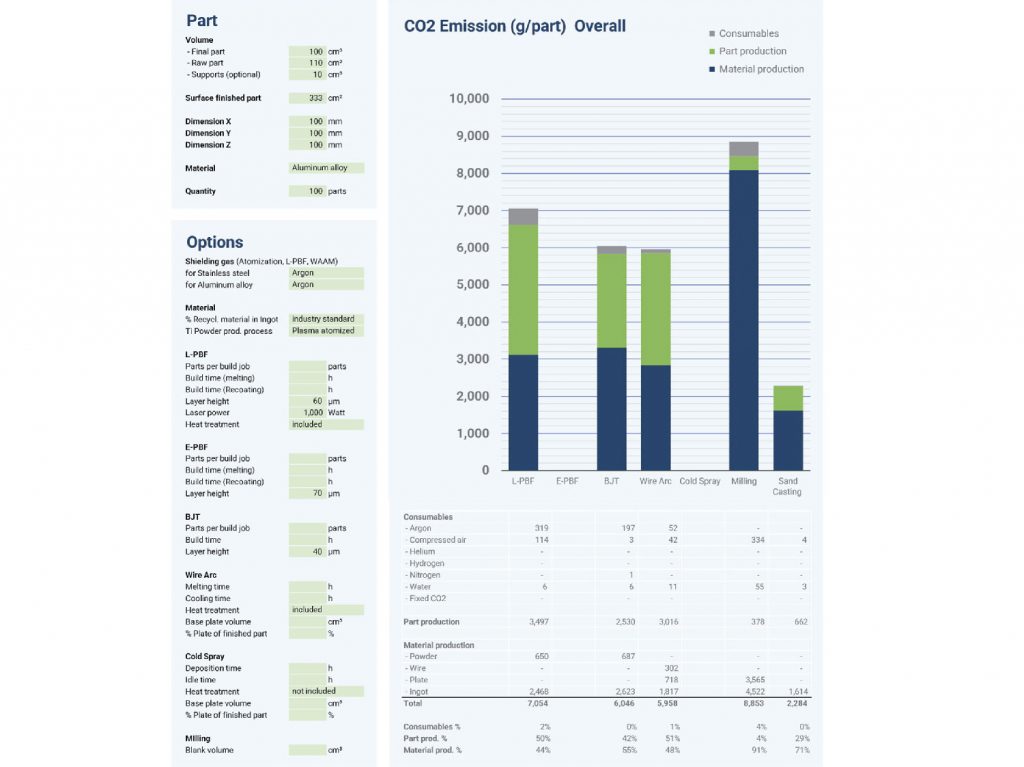
AMPOWER developed and maintains an ‘Additive Manufacturing Sustainability Calculator.’ In JIP3 we used this calculator to assess the carbon footprint of the different parts. This tool enables the user to calculate the environmental impacts of production by AM versus conventional production techniques.
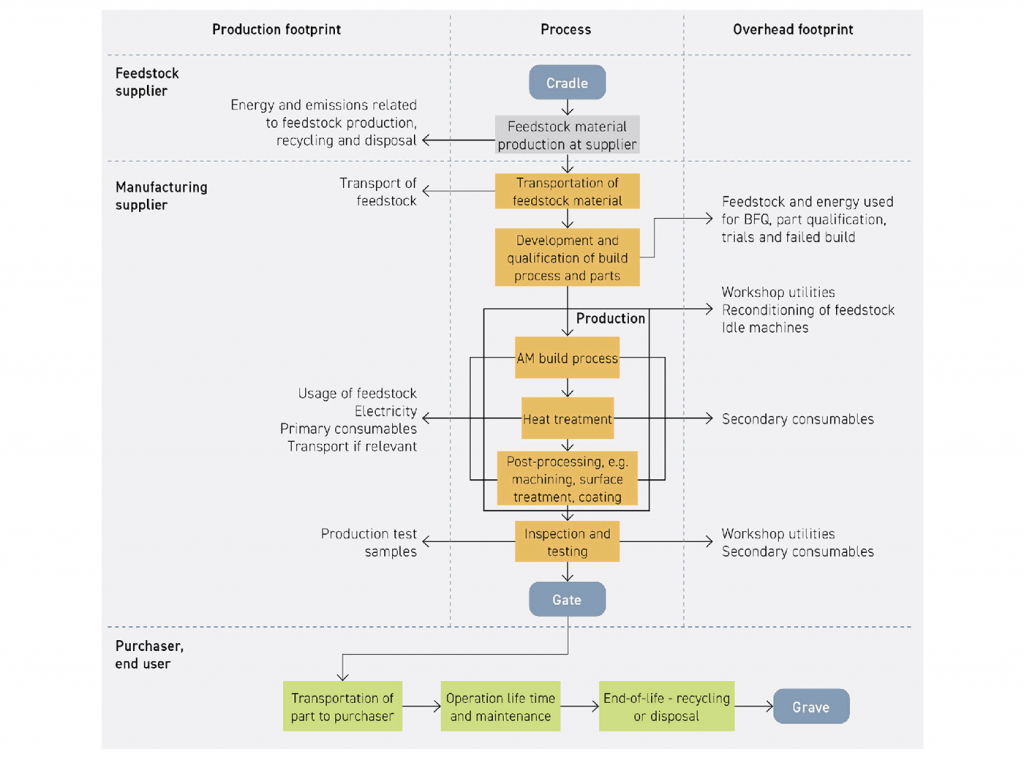
The calculation tool includes different phases of the production: material extraction, feedstock production and waste recycling, manufacturing and finishing; transportation emissions are not included in the model. For each process step, the calculator contains a detailed process model, including all input parameters, conversion factors and output parameters. The Additive Manufacturing Sustainability Calculator then calculates carbon emissions generated by production activities and upstream activities to deliver a total carbon footprint value per selected functional unit. The AMPOWER model allows for case-specific inputs where and when known, but offers generic technology, material and geography-related parameters in case detailed information is missing. A group made up of JIP members was established to verify the parameters and assumptions in the calculator in view of the parts manufactured and analysed.
Combining the available knowledge about the specific case – such as available CO2 declarations for feedstock, part size, production locations and energy consumption measurements – with general default assumptions provided by the AMPOWER calculation tool, a practical, realistic and complete assessment was established. The group agreed to report for all cases on the basis of ‘kg CO2 per kg part’ to present comparable information.

Assessment results of parts produced by wire-based DED
Kongsberg Maritime waterjet impeller
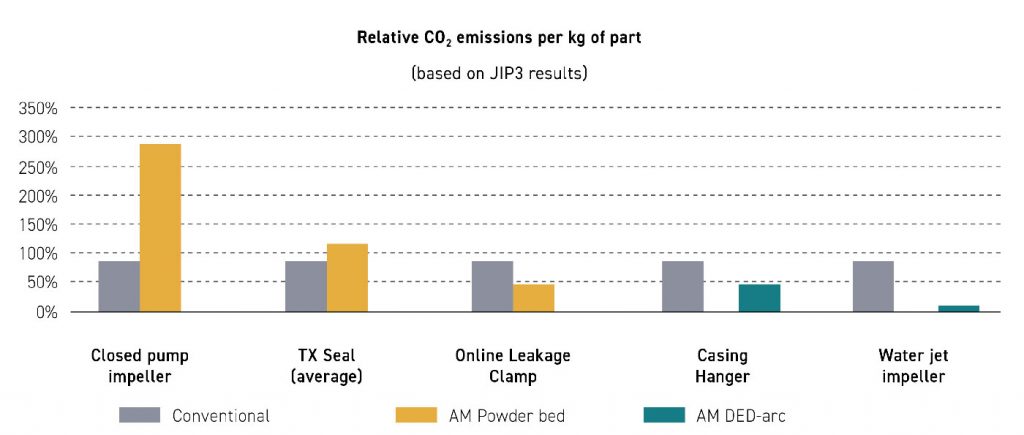
Kongsberg Maritime provided an example of a waterjet impeller conventionally produced by sand casting in Delhi, India. In the JIP project, an alternative production route was executed by additively manufacturing the part at Guaranteed in Ghent, Belgium. The Wire Arc DED production of the waterjet impeller showed approximately 80% reduction in CO2 emissions compared to conventional production (Fig. 3). Further analysis of the results suggests that the different energy mixes in the countries of production was a major driver for the amount of CO2 produced. The CO2 emission per KWh in Belgium is 165 g CO2, whilst the emission in India is 713 g CO2.
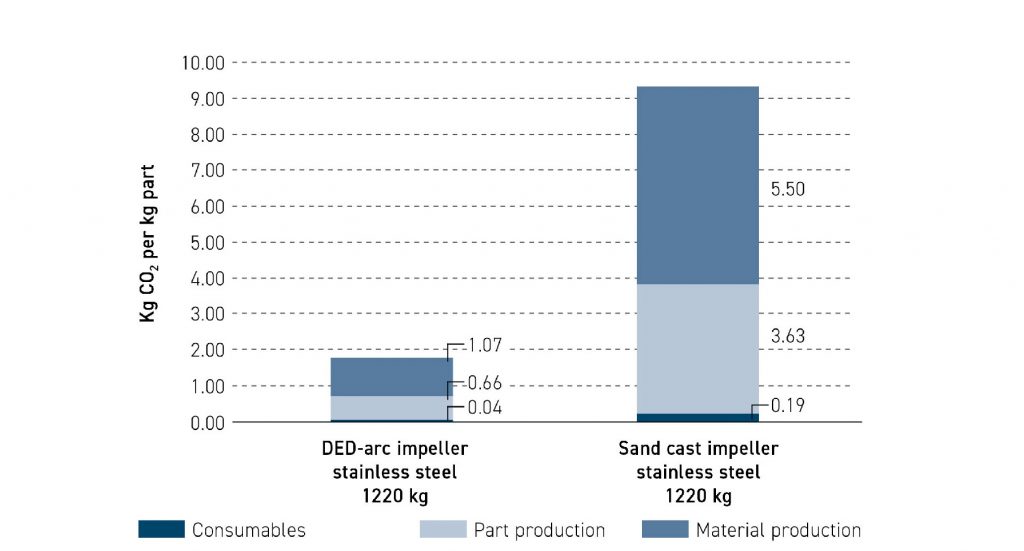
Had sand casting been carried out in Belgium instead of India, the CO2 emission related to the energy used for sandcasting would decrease by approximately 50%. The additional 30% CO2 reduction can, therefore, be attributed directly to the use of Additive Manufacturing itself versus the conventional sandcasting production method.
TechnipFMC casing hanger
By comparing the conventional forging and AM manufacturing routes, an assessment was done using the calculation model. This showed that the carbon footprint can be reduced by approximately 40% for the AM casing hanger versus conventional forging, mainly due to the reduction of CO2 emissions linked to material production (Fig. 4). The assessment was based on a European conventional manufacturing route (and associated energy mix) while AM emissions were validated using actual data captured during the Additive Manufacturing process, which took place in Scotland.
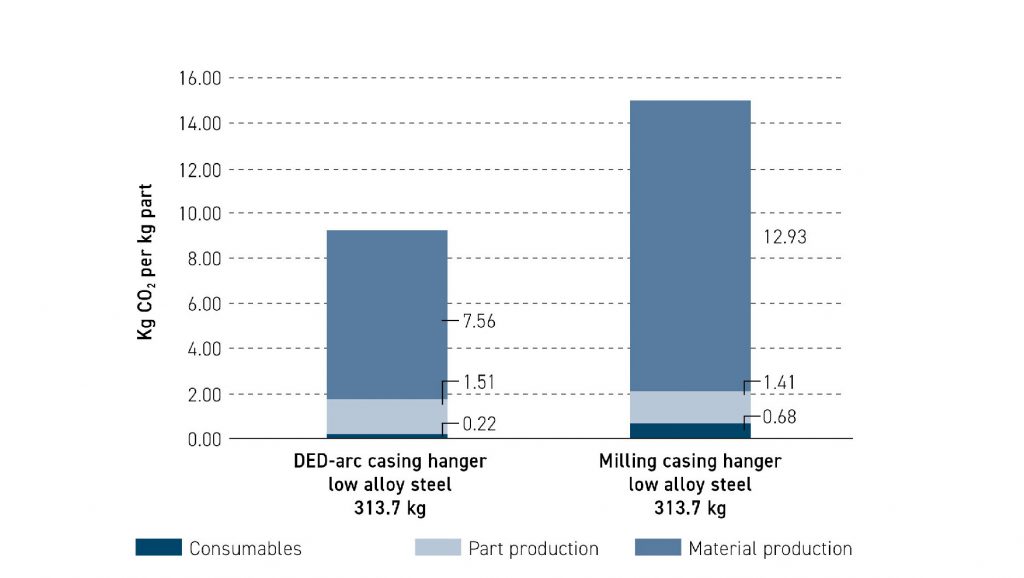
Near-net shape AM leads to a higher ‘buy-to-fly ratio’: when using AM only a small percentage of the material is wasted compared to conventional production. In addition to this, bulk production for the entry material for conventional production leads to higher CO2 emissions than the wire production used for the DED process.
The study of these two components show that the energy consumption for the material used is a main driver of the sustainability differences between AM and conventional manufacturing. The ability to produce nearer to the point of need allows part producers to select production locations in countries with cleaner energy mixes, resulting in a lower footprint of the part. Moreover, localised production can also reduce logistic emissions.

Assessment results of powder bed produced parts
Sulzer closed pump impeller
The closed pump impeller produced by Laser Beam Powder Bed Fusion (PBF-LB) shows three times the carbon emissions compared to casting (Fig. 5). All aspects of the PBF-LB process deliver a higher footprint: material production, part production and the consumables used.
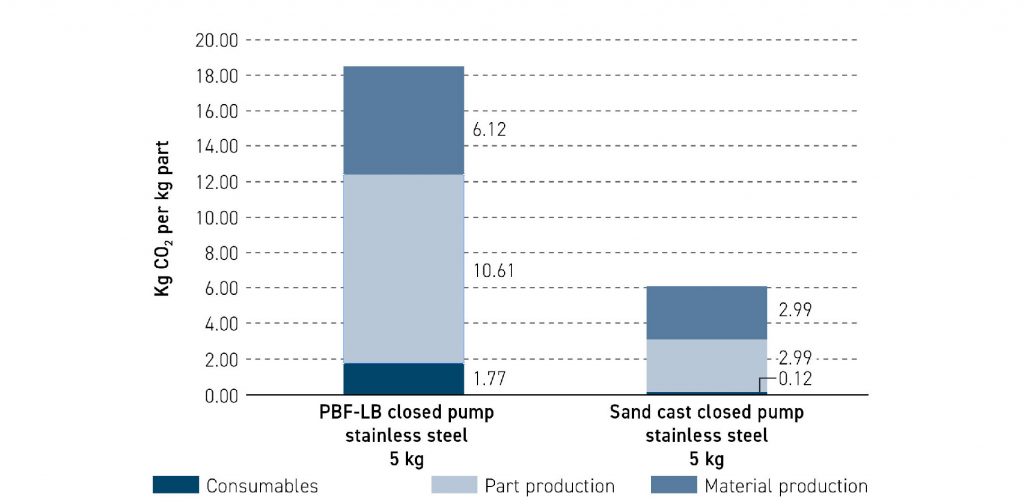
This calculation of PBF-LB was made without taking into account techniques which would reduce support materials and improve productivity (higher layer thickness, multiple parts in a built, etc.). It is believed that with these techniques implemented, the environmental impact of the AM impeller could be improved.
One Subsea TX seal
Two versions of the TX seal, produced by Electron Beam Powder Bed Fusion (PBF-EB) were assessed: a version with a 1.5 inch (3.81 cm) diameter seal and another with a 4.5 inch (11.43 cm) diameter seal (Fig. 6).
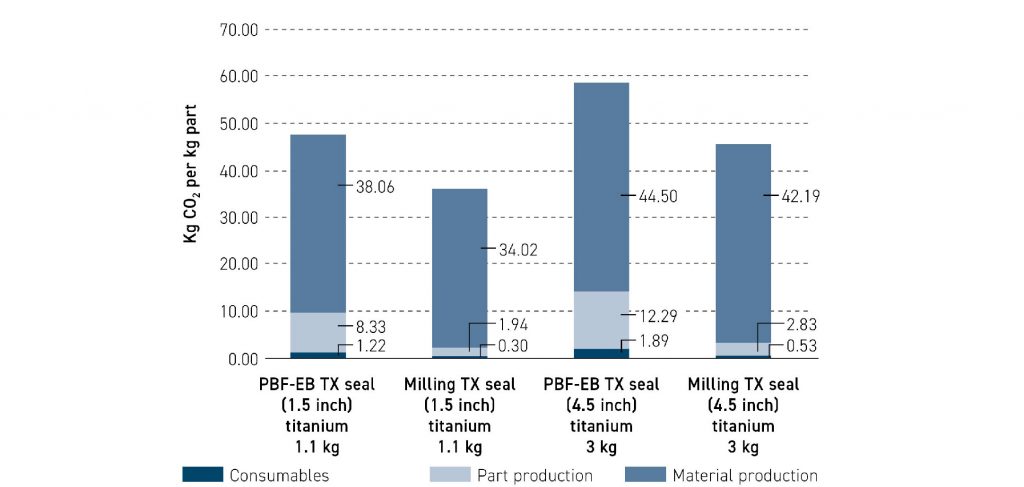
The case showed that Additive Manufacturing resulted in higher CO2 emissions during production. For the 1.5 inch seal, the emissions were 131% compared to milling. For the 4.5 inch seal, emissions were 128% compared to milling. Higher CO2 emissions for AM are observed in all three aspects of production: material production, part production and the consumables.
Despite AM production consuming only half of the material of milling, this did not impact the final emissions. This is caused by the high recycling credit assigned to the part from a 90% recycling rate assumption. If this credit is excluded from the calculation, AM production has 20% less emissions than the milling manufacturing process.
Petronas online leak sealing clamps
A pair of online leak sealing clamps designed for 7.62 cm pipe containing 60 bar internal pressure was produced by AM (PBF-LB) in Singapore and compared to the conventional equivalent produced by milling from a block of steel in Malaysia. The clamps were optimised for weight reduction through an AM design process (thickness reductions, complex structures). The part orientation for manufacturing (vertical vs horizontal) allowed lower volumes of support and lattice structures. This also impacted the final part quality (less distortion).
This reduced the total weight of the part by 57% (4.5 kg vs 10.64 kg), resulting in a clamp that is easier to assemble and has a lower impact on the piping structures to be sealed. Producing the part with PBF-LB decreased CO2 emissions to approximately 61% compared to conventional manufacturing, with local emission factors of the energy mix in Singapore and Malaysia taken into account (Fig. 7). Thus, it was the optimised part design and build planning which resulted in lower emissions, primarily due to less material use.
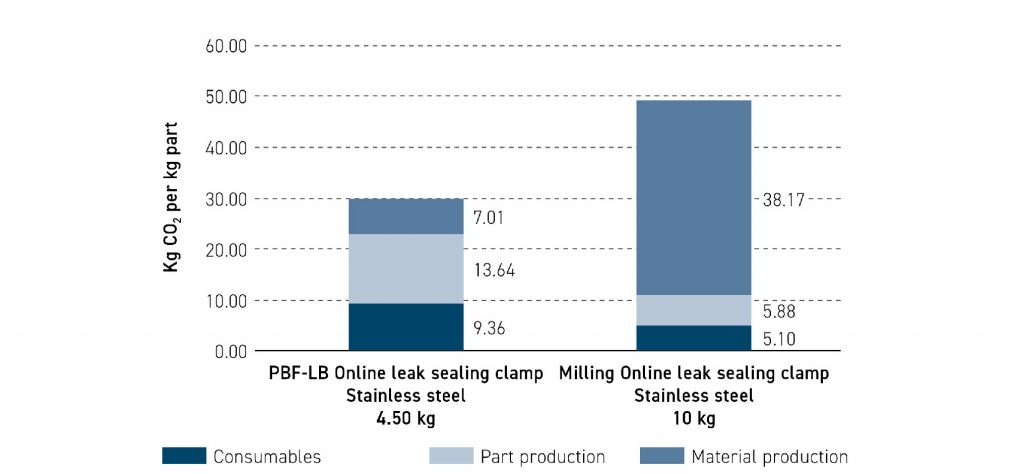
Contrary to the previous powder bed Additive Manufacturing cases, a decrease in CO2 emissions was realised in this instance when using AM. To a large extent, this is the result of the weight reduction achieved in the design.
The carbon emissions from part production with Powder Bed Fusion were seen to depend on the specific part, its design, and application. Compared to the conventional production method, AM may lead to higher emissions during the production phase. However, in many cases, higher emissions during production may be compensated by benefits from, for example, an optimised design or functional benefits.
This means that a case-by-case analysis is required to assess the benefit of using AM as a sustainability measure. For a complete picture, the use case of the part also needs to be taken into account to assess the full life cycle of the part. When functional benefits can be realised via AM, this can lead to considerably lower carbon emissions over the lifetime of the part, for example by lightweighting the design, the lower lifetime energy use of the part will compensate for any higher energy use during production.
Hybrid production
The Sulzer closed pump impeller was also produced by a hybrid Directed Energy Deposition (DED) method with in-process machining capability. This is an AM technique whereby metal powder is fed into a melt pool created by a laser. After a small segment is deposited using DED, it is milled to required dimensions before the next segment is deposited.
Due to the nature of the hybrid DED process, the impeller made by this method has very high surface quality in the internal flow channels as well as a high geometric accuracy. When comparing a centrifugal pump built with such an impeller with a conventional one, an efficiency gain of up to +2% could be realised, depending on the pump type and application.
For this impeller’s use case scenario, an energy mix of the EU, a twenty-year lifetime and an efficiency improvement of +1% was assumed. During the production process, the calculated CO2eq of the hybrid process was also estimated to be about 3x that of the conventional casting process. After a runtime of only fifteen days, the higher CO2 footprint during production is already compensated by the energy savings during use. Thus, the hybrid DED manufacturing method could be highly beneficial for the lifetime CO2 footprint.
Carbon footprint results: what did we learn from the parts produced?
During ProGRAM JIP 3, the consortium analysed five use cases to investigate the environmental impact of AM compared to conventional production methods including sand casting, forging and/or machining. Based on these use cases, we can conclude that AM does not always reduce the environmental impact of manufacturing compared to conventional (Fig. 8). Rather, based on JIP 3, the following can be concluded:
The impact of energy mix
The energy mix used for manufacturing has a significant impact on production emissions. AM often allows for local and on-demand production of parts in areas with local sources of renewable energy. Most conventional technologies require large and energy-intensive production facilities. As such, AM more easily supports production in countries with a cleaner energy mix and production closer to the point of use that limits transportation and can reduce logistics emissions.
Like-for-like vs a redesigned part
When using Powder Bed Fusion AM technologies (PBF-LB and PBF-EB) for ‘like-for-like’ manufacturing of conventionally cast parts, increased emissions during the production phase were observed. However, the extra effort of doing a part re-design to optimise the part for AM production or improve the functionality of the part should be considered. This may offer a net benefit to the sustainability of production or performance during the lifetime.
Does part size have an impact? The emissions for the manufacturing of the larger TX seal using PBF-EB were closer to the emissions for the conventional forging and milling process than the emissions of the smaller TX Seal. Based on one case, a conclusion cannot be drawn on part size and relative emissions. But this is a topic for further analysis, especially when the PBF-EB production of part families (similar parts with various sizes) is considered.
The performance of DED
In the example cases in this JIP, Directed Energy Deposition reduced CO2 emissions by considerable amounts: a 40-80 % reduction compared to conventional production methods was observed. This was mainly achieved by the reduction of material use (less waste using near-net shape production) and the associated lower energy consumption during production.
Material waste and recycling
The impact of reducing material waste is partially compensated by material recycling. Therefore, a potential reduction in material usage during AM production does not necessarily translate into proportional carbon emission reduction.
In addition to the points listed above, the ProGRAM JIP investigated parts for repair or remanufacturing in phases two and three. We found that parts can be repaired or remanufactured with acceptable quality and that, in addition to the economic benefits, AM for repair or remanufacturing offers substantial sustainability benefits. We observed CO2 savings of up to 80% compared to the production of new parts with conventional technologies. Hybrid production set-ups (ones that combine simple stock geometries made by conventional manufacturing with the complex features made by AM) also showed sustainability benefits.
Other aspects should also be factored in when looking at the energy consumption and CO2 footprint of Additive Manufacturing. The possibility of digital warehousing supported by AM can lower the total number of parts produced and the impact of transportation. The use of recycled material can also lower the material production element of the footprint versus the use of virgin material.
Guideline for sustainability assessment of AM
In addition to the part family guidelines, DNV also intends to add a carbon footprint guideline for additively manufactured parts. The guideline defines terms and methodology for calculating and reporting of carbon footprint based on use of energy, materials and consumables, for raw material production, part production and transport.
When evaluating the environmental impact of AM parts, the analysis shall consider the whole lifetime of the part, including the operational phase and end-of-life scenarios. The sustainability guideline provides manufacturers and end-users the means for transparent comparison of the environmental footprint of AM parts with conventional manufacturing methods to quantify possible benefits of choosing AM. The guideline will align to relevant standards for life cycle analysis (i.e. ISO 14040, ISO 14044) and supports the communication and reporting on the environmental footprint with the following:
- Framework and reporting formats for the calculation of the production footprint of a build job
- A qualification format for energy consumption of machines or process steps; examples of aspects with potential sustainability benefits for case-by-case evaluation of process steps like the pre-production, use phases and end-of-life of the part
Conclusions
Over the past two years, the ProGRAM JIP 3 has improved industry standard DNV-ST-B203 with new provisions related to design, production, repair and manufacturing of parts using Additive Manufacturing. Based on the results of six pilot cases relevant to the energy and maritime industries, the JIP investigated real production cases. This also provided a more nuanced view on the sustainability impact of AM.
The addition of guidelines in DNV-ST-B203 for the definition of part families and for the calculation of and reporting on CO2 production footprint will further support the uptake of AM as a valid and often (but not always) more sustainable technology for the production of parts for the energy and maritime industries.
About the Authors
Stian Saltnes Gurrik
Stian Saltnes Gurrik is a Principal Engineer within materials technology at DNV Energy Systems, Technology Centre Oslo, working with qualification and quality control of AM suppliers, parts and processes in the Energy sector. Through his role as a project manager in DNV, he works to help the industry adopt new technologies while ensuring integrity of parts and materials. Stian joined DNV in 2012 and has been involved in establishing industry standards for forging, welding, inspection, and additive manufacturing for the energy industry through facilitation of several Joint Industry Projects, most recently the ProGRAM JIP phase 3.
Selin Erkisi Arici
Selin Erkisi Arici is a Senior Sustainability Consultant at DNV, with specialisation in environmental sustainability assessments in manufacturing, carbon and water foot-printing, environmental labelling, material and flow accounting, and life cycle engineering. Her technical background includes environmental sciences, production engineering, recycling and circular economy.
Onno Ponfoort
Onno Ponfoort, the Practice Leader 3D Printing at Berenschot Consulting, is based in Utrecht, the Netherlands. He has been active in the field of AM since 2002, has published articles and wrote the first book on the business impact of AM: Successful Business Models for 3D Printing.
Mathijs van Poll
Mathijs van Poll works in the Strategy & Operations team at Berenschot Consulting, and specialises in the production industry. Mathijs has a background as a biomedical engineer and wrote his thesis on ‘The response of human macrophages to 3D printed titanium antibacterial implants does not affect the osteogenic differentiation of hMSCs.’
Acknowledgements
The authors would like to thank the joint industry project partners for their contributions and cooperation throughout the project period. Their insights and contributions to this article were invaluable.
Future participation
If you are involved in AM for the energy and maritime industries, you may wish to participate in an upcoming Joint Industry Project. If so, please reach out to the authors.

LAST MONTH’S MOST-READ ARTICLES












