


Binder Jetting and beyond: Optimising the use of metal powders for Additive Manufacturing
The high cost of metal powders for Additive Manufacturing makes them a primary focus for cost management. Learning how to treat and store such powders in order to maintain and optimise their performance and value is one way to improve production economics. Here, Dr Rajeev Dattani, from Freeman Technology, UK, and Dr Animesh Bose, Desktop Metal, USA, review how to test powders in order to develop this knowledge, and examine treatment and storage regimes that can be beneficial. [First published in Metal AM Vol. 6 No. 1, Spring 2020 | 20 minute read | View on Issuu | Download PDF]
Metal powders for Additive Manufacturing are relatively expensive. For example, a titanium powder for Additive Manufacturing can cost up to £200 per kg, depending on market fluctuations. This is an order of magnitude more than solid material in the form of bar stock [1]. As a result, powder feed represents a significant proportion of the manufactured cost of additively manufactured components. Easily measured and highly visible, the expenditure associated with powder feeds is routinely a target for cost management, making it vital to choose a supply well-matched to the specific application. Understanding how to optimise powder performance, for example through pre-treatment or by effective storage, supports this decision-making process and can pay dividends when it comes to minimising costs within the constraint of meeting demanding product quality targets.
In this article, we examine the factors that contribute to the costs of AM powders, comparing the manufacturing methods used in their production and how they impact critical powder properties. A collaborative study carried out by Freeman Technology, Tewkesbury, Gloucestershire, UK, and Desktop Metal, Burlington, Massachusetts, USA, a manufacturer of commercial metal Binder Jetting AM machines, illustrates how these properties can be modified or controlled by baking under air or nitrogen and by storage under different conditions. The results highlight potential strategies for optimising AM metal powder performance.

The economics of metal powder production
Metal powders for Additive Manufacturing are produced from metal bar, ingots, wire or even another powder, predominantly by atomisation. Gas atomisation is the most common manufacturing technology, but water and plasma-based processing are also routine. The technology used has a direct impact on powder properties and, by extension, the quality and cost of the product.
Water atomisation
In water atomisation, molten metal is atomised by the action of water jets, which break up the metal stream and simultaneously cool the resulting droplets; particles then collect at the base of the atomisation chamber. Powders produced by this technique, most commonly iron and steel, are used widely in the Powder Metallurgy industry, but have a highly irregular morphology that makes them less suited to many AM processes. Drying prior to use is a prerequisite, and particle size distributions for water atomised metal powders span up to 500 µm [2].

Gas atomisation
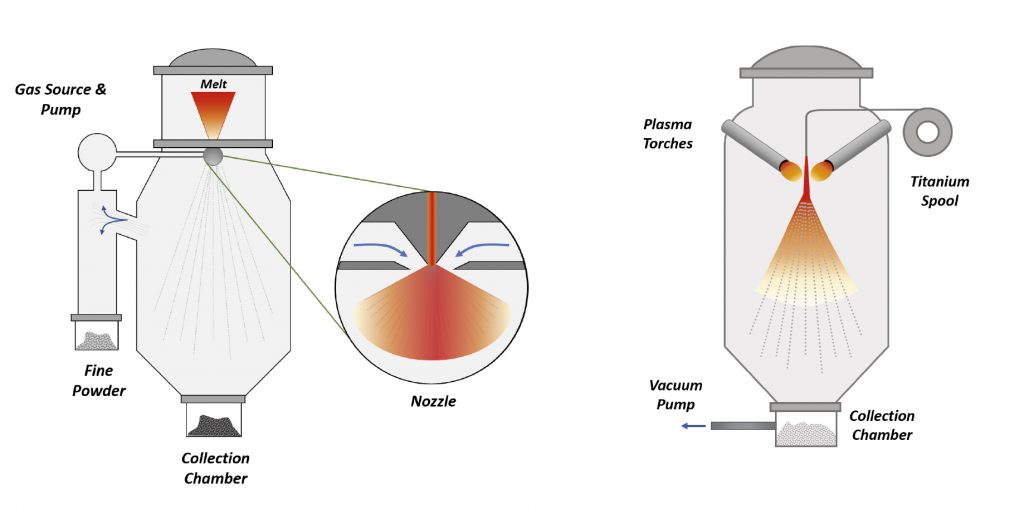
Gas atomisation is typically carried out using a chemically inert gas such as nitrogen, argon or helium. Air atomisation is also an option, but tends to give rise to relatively high levels of oxygen in the finished powder [3]. Molten metal is forced through a nozzle into the atomisation chamber where it is broken up by the action of high-velocity gas jets, as shown in Fig. 2 (left). The low heat capacity of the gas, relative to water, results in slower cooling of the atomised metal, providing time for the formation of more spherical particles, though satellites are often observed, as with water atomised materials. It is common for the particle size distribution of a gas atomised product to also span up to 500 µm, depending on the conditions applied, with higher gas flows associated with the production of finer particles, at higher cost. The use of gas at elevated temperatures has also shown promise for the production of finer powders [3].
The need to control interstitial elements and reduce the risk of contamination, particularly for high-performance applications, has led to the greater use of vacuum induction melting in gas atomisation and the development of processes such as Electrode Induction Gas Atomisation (EIGA). In EIGA, which is principally used for reactive alloys or metals such as titanium, the metal feedstock takes the form of a rod, which is melted by an induction coil, immediately prior to entering the chamber, eliminating contact with either the electrode or crucible. These characteristics make EIGA a clean process, well-suited to the production of small batches of high-specification powders [4].
Plasma atomisation
In plasma atomisation processes, the metal feed takes the form of either a wire or powder, which is simultaneously melted and atomised within the atomisation chamber through the action of plasma torches and gas jets, as shown in Fig. 2 (right). The particles produced are highly spherical, with minimal levels of satellites. The Plasma Rotating Electrode Process (PREP) is closely comparable, but the metal feed takes the form of bar, which rotates, melting as it contacts plasma torches within the atomisation chamber. The resulting droplets solidify before reaching the walls of the chamber.
Plasma processes are inherently more costly than either water or gas atomisation, but, alongside superior particle morphology, offer the benefit of finer particle size distributions. These typically range up to 200 µm for plasma atomisation and up to 100 µm with PREP, which is additionally prized for product purity [2].
In combination, these atomisation processes account for the majority of AM metal powder manufacture, although alternatives, including centrifugal atomisation, plasma spheroidisation, the hydride-dehydride method and TiRO™ process, are also applied, depending on the application of interest [2,4].

Factors inhibiting significant cost reduction
There are now a significant number of metal powders to choose from for AM and the number of suppliers has proliferated over recent years, creating competition in the market. However, certain issues inhibit significant cost cutting [5]. These include:
Particle size distribution
None of the processes discussed above directly produce powders with an optimal particle size distribution for any AM technology. For example, for Powder Bed Fusion (PBF), a particle size of 15–45 µm is optimal; Electron Beam Melting (EBM) works well with a wider particle size distribution in the region of 45–106 µm. A gas atomisation process typically produces only 10–50% product in the 20–150 µm range [4]. This fraction is accessed via post-processing steps such as ‘scalping’, sieving or air classification, but, ultimately, the usable yield for a specific application can be very low.
Particle morphology
Processes vary in terms of their ability to produce the regular, highly spherical particles prized for the majority of AM applications, with greater sphericity directly associated with the more expensive manufacturing processes.
Chemical purity
The ability to control oxidation and levels of interstitial elements is also process-dependent, but high-purity and more demanding alloys call for powder production methods that are inherently more costly, typically plasma-based processes.
In summary, there are sound reasons for the high manufacturing costs of AM powders, with tight constraints on consistency, for a validated supply, further intensifying economic pressures. Maximising the value of an AM powder by optimising its properties is therefore essential. Minimising feedstock costs relies on not over-specifying a powder for the application and understanding how to maintain and use a chosen feedstock effectively, including reuse. Any choice to pay more for a powder should be based on a robust assessment of the advantages it delivers.

Defining the quality of AM powders
Defining the quality of AM powders requires an understanding of those properties that impact the efficiency of the manufacturing process and the attributes of a finished product. Beyond the chemistry of an AM powder, its purity and suitability for the application, how should the quality of an AM powder be defined and measured? What physical characteristics impact processing efficiency and the quality of the AM product?
AM technologies that can use, or which exclusively use powder feedstocks include Directed Energy Deposition (DED), Binder Jetting (BJT) and Power Bed Fusion. In DED, powder is melted as it deposits on the substrate, with feed blown onto the work area at a consistent rate. Binder Jetting and Powder Bed Fusion, in contrast, both depend on the rapid spreading of powders in fine, uniform, consistent layers. Desktop Metal specialises in the Binder Jetting process, which is examined in more detail to elucidate the impact of physical properties of the powder.
In Binder Jetting, a printhead deposits liquid binder into defined areas of a powder bed to selectively bond particles. Successive layers of powder are dispersed across the build platform, with binder deposited into each to construct the object layer-by-layer. Binder Jetting is suitable for a range of different materials, but particularly metal and ceramics. The finished object is analogous to the ‘green’ body produced by the Metal Injection Moulding process and is subsequently heated to ‘burn out’ the binder, and then fusing the powder particles to form a dense, stable component by sintering.
For processing to be viable, an AM powder for Binder Jetting – and the same is true for Powder Bed Fusion – must discharge readily and consistently from a feed hopper and disperse rapidly to a uniform layer. This is a defining requirement that underlines the importance of the flowability of AM powders, both new and recycled. The need to characterise flowability is not unique to the AM industry and there are a number of techniques in routine use. For example, flow through a funnel in methods such as Hall or Carney flow testing are standard for metal powders. However, there is a growing body of evidence that such techniques cannot detect subtle differences between AM powders that impact their performance [6]. Powders with an identical Hall Flow Index may, in fact, go on to deliver different processing performance or components of inconsistent quality.
The size and shape of particles within a powder both impact flowability, but so too do many other particle properties including surface texture, hardness, cohesion and density. Regular, spherical particles tend to exhibit better fluidity than irregularly shaped particles and also pack more efficiently, minimising voidage in the powder layer, which is important from the perspective of finished product density and porosity. The fine particle size distribution specifications for AM powders are also, in part, linked with the need for efficient particle packing. However, finer particles are beneficial from the perspective of response to thermal energy input. Finer particles sinter more quickly and at lower temperature than coarser ones, reducing the risk of slumping and dimensional distortion of the additively manufactured green part.
In practice, the quality of an AM feedstock is rigorously assessed and maintained by monitoring multiple physical characteristics. Characterisation includes measurements of particle size, shape and density (which helps to validate purity and influences bed formation and sintering behaviour), detailed surface and morphological characterisation by Scanning Electron Micrography (SEM) and relevant flowability measurement. The measurement of dynamic flow properties has proven particularly beneficial with respect to this last requirement, notably for the prediction of processing performance [6,7]. Dynamic flow testing, in combination with these other techniques, makes it possible to securely identify powders that will perform reliably in an AM machine, without performing a trial run, making it a powerful technique for the assessment of AM powders.
The following experimental study showcases the use of dynamic powder testing to assess changes in the behaviour of stainless steel powders, caused by changes in treatment and storage conditions. The aim of the work is to demonstrate how testing can be applied to determine strategies for optimising the performance and value of AM powders.
Investigating the impact of storage and treatment on stainless steel powders
In a collaborative study between Desktop Metal and Freeman Technology, stainless steel AM powders were subject to different storage and treatment regimens to assess their impact on powder properties. Twelve powder samples were tested in total, six samples of two different particle size distributions, PSD1 (D50 = 12 µm) and PSD2 (D50 = 15 µm); three sub-batches of PSD1 and PSD2 were created as shown in Table 1. One sub-batch was maintained in its ‘as-received’ virgin state and the other two were baked at 200°C for 12 hours, one in air, the other in nitrogen (N2). Each sub-batch was then further divided, to produce one sample for storage under ambient conditions and a second for storage with a desiccant. Calcium oxide was used as the desiccant, with 16.5 g stored in a pouch for a sample of 1600 g of metal powder. All samples were stored in sealed bottles throughout the experimental study.

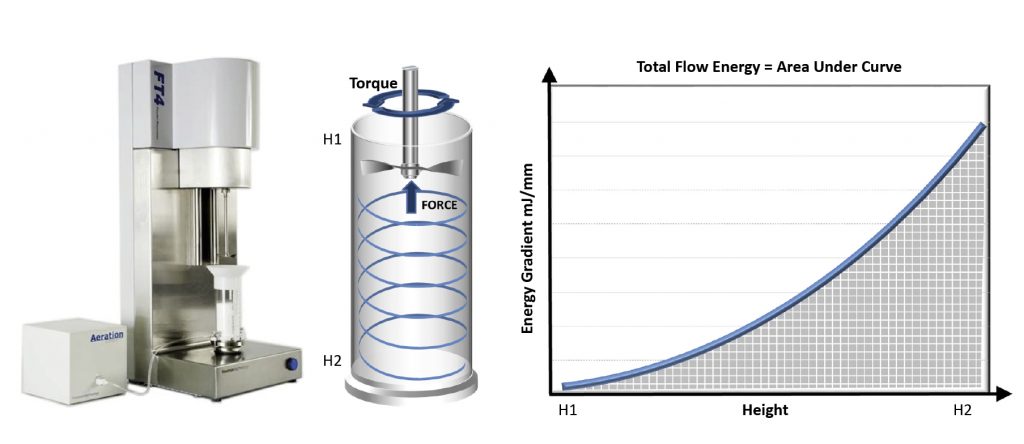
Dynamic properties were measured for each of the samples using an FT4 Powder Rheometer®, Freeman Technology (see Fig. 3). Specifically, the samples were characterised in terms of Basic Flowability Energy (BFE) and Specific Energy (SE) using the standard test protocols for the instrument [8]. Dynamic powder testing involves measurement of the axial and rotational force acting on a twisted blade as it proceeds along a prescribed path through a sample of defined volume. BFE values are generated during a downward traverse of the blade, which pushes the powder against the confining base of the test vessel. SE, in contrast, is measured with an upward traverse and is more closely associated with powder behaviour in an unconfined environment, for example, during gravity flow. Both BFE and SE have been shown to reliably reflect the performance of powders in AM processes [6,7].
The impact of baking
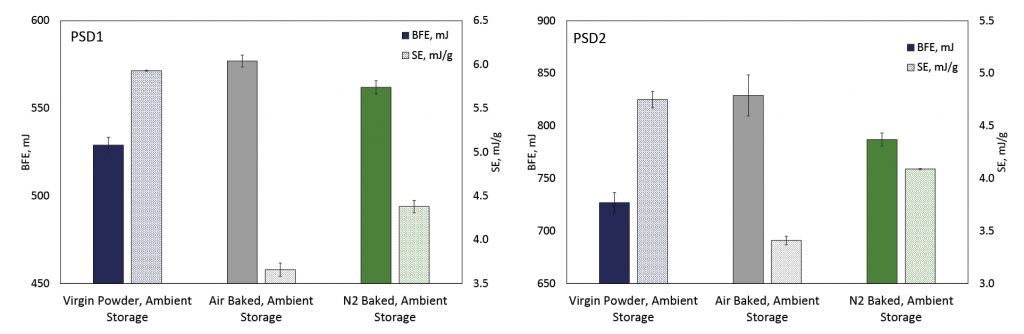
Fig. 4 shows the impact of baking on the BFE and SE of PSD1 and PSD2 samples, for samples subsequently stored under ambient conditions. Baking, in either air or nitrogen, increases BFE and decreases SE, with baking in air having a more pronounced effect. SE values are strongly influenced by the level of mechanical interlocking between particles and inter-particle friction. These results suggest that baking reduces these interactions and promotes more efficient packing in the powder bed. More efficient powder packing is typically associated with higher values of BFE, since, in a densely packed bed, the compressive action applied in this test transmits more efficiently, giving rise to a large flow zone and a correspondingly high value of flow energy. The observed trends can be attributed to changes in the surface properties of the powders, caused by the baking process.
The impact of storage conditions
Fig. 5 contrasts the impact on BFE and SE of storing virgin powder samples under ambient conditions or with a desiccant. For both PSD1 and PSD2 samples, storage with a desiccant results in substantially higher SE values than storage under ambient conditions. BFE values are also higher for the powders stored with desiccant, though, for the PSD2 sample, the effect is marginal. These trends indicate that moisture is retained in the samples – the desiccant clearly has a marked effect – and that the presence of water enhances the flowability of the powders, decreasing the resistance of the powder to the movement of the instrument blade, particularly under unconfined conditions. A rationale for this is that the water present at ambient conditions acts as a lubricant, reducing the levels of friction between particles, a particularly important mechanism for SE.
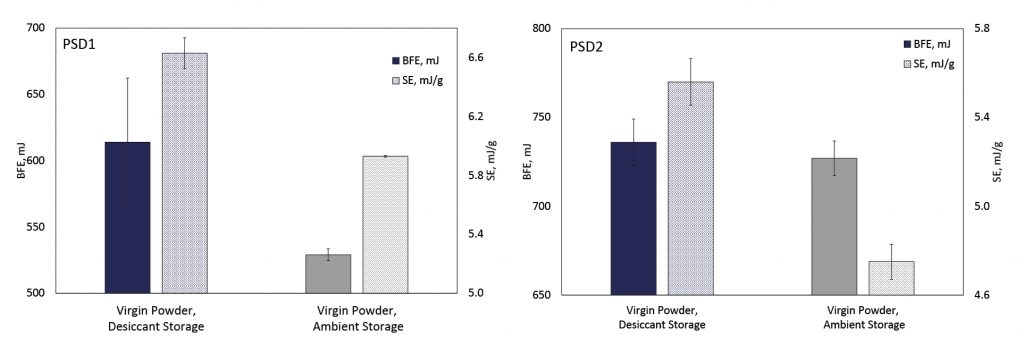
Fig. 6 shows comparable data for samples baked in air. The PSD1 sample displays the same trend as the virgin powders, with BFE and SE values higher for the powder stored with desiccant than for the powder stored under ambient conditions. The PSD2 sample also exhibits an increase in SE when stored with desiccant but a slight reduction in BFE. This result highlights how the combined impact of baking and storage can vary markedly from powder to powder, even for the same material.
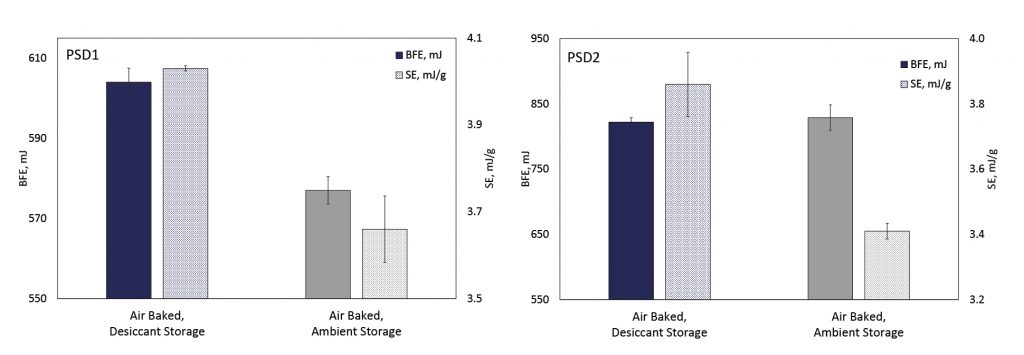
Fig. 7 shows a final data set contrasting the impact of storage conditions for samples baked under nitrogen. The PSD1 nitrogen baked samples display the same trends observed with both the virgin and air baked samples, with lower BFE and SE values observed for the samples stored under ambient conditions. However, the PSD2 sample mimics the trend of the sample baked in air. For all the PSD2 samples, the impact of drying on SE is more pronounced than on BFE, which, in fact, varies minimally, depending on the treatment method applied.
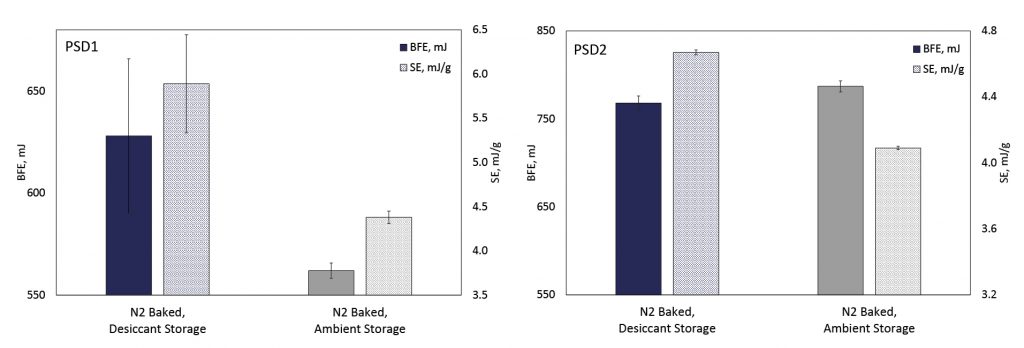
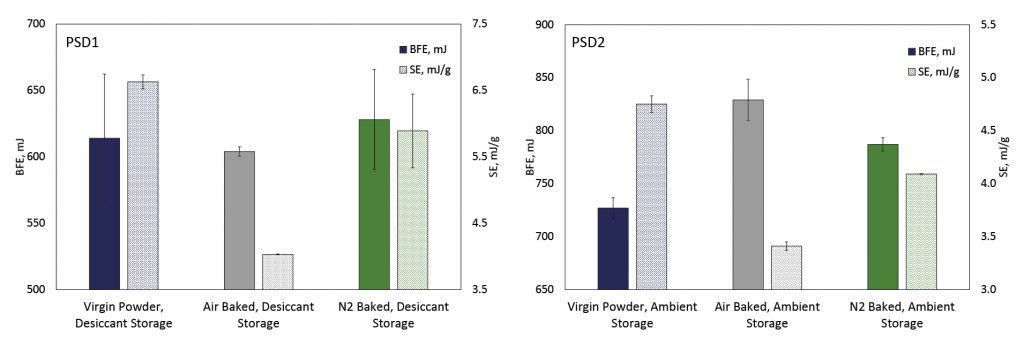
Fig. 8 shows the trends in flowability associated with baking, for samples stored with desiccant. A comparison of these data with the results shown in Fig. 3 (for storage under ambient conditions) indicates that changes in flow properties due to storage conditions are significant, relative to those associated with baking, and in some instances are sufficient to alter flowability rankings. For example, for the PSD1 samples, the marked increase in BFE associated with baking, particularly baking under air, is not observed in samples stored with desiccant. Changing the storage conditions essentially eliminates the differentiation introduced by baking. This observation highlights the need to consider storage conditions carefully to maintain any improvement in flow properties achieved through baking or via any other pre-treatment process.
More generally, this study highlights the importance of measuring the effect of storage and treatment strategies to assess their impact. A statistical analysis, a multi-factor analysis of variance and effect tests carried out to further analyse the data, confirms that baking and storage conditions and PSD are all statistically significant factors in terms of influencing both BFE and SE (significance level p < 0.01). The mechanisms underpinning the observed trends are complex, influenced by changes to the surface induced by baking, the lubricating impact of low levels of moisture, particle size distribution and, potentially, by other additional differences between the two grades; PSD1 and PSD2 display markedly different relationships with baking and storage conditions despite being only marginally different in terms of D50 (12 cf. 15 µm). Measuring the net result of these effects is the only practical way to determine their potential impact and requires characterisation tools that can generate data that correlate with process and product performance.
In conclusion
The high cost of AM powders stems from the economics of production and, despite increasing competition in the marketplace, is likely to remain an ongoing focus for the industry. Sound decision-making about feedstocks and recycling relies on recognising the characteristics that define AM powder performance and learning how to optimise them. The chemistry of AM powders is crucial, but so too are multiple physical properties, notably bulk powder flowability. Safeguarding and enhancing the flowability of a powder through appropriate storage and treatment is potentially a productive strategy for value enhancement.
The experimental study presented here showcases the use of dynamic powder testing to assess the impact of baking and alternative storage strategies on the behaviour of stainless steel powders for Binder Jetting. Dynamic properties, such as BFE and SE, are highly sensitive and have proven capable of successfully differentiating closely similar AM powders in terms of their process performance. These parameters are therefore extremely useful for assessing the quality of AM materials and the impact of any treatment strategies.
The results reveal that baking under air or N2 impacts both BFE and SE and would therefore be expected to alter process performance. Contrasting the flow properties of powders stored under ambient conditions with those stored with a desiccant suggests that, for these materials, water acts as a lubricant for particle-particle movement, enhancing flowability. The results were clearly influenced by particle size distribution, although relationships are complex. Predicting how a powder will respond to a certain environment is not practical, but the described study shows how samples can be relevantly differentiated to provide insight for the development of sound powder management strategies. Such strategies are important for optimising the value of AM powders and boosting process economics.
Authors
Rajeev Dattani
Applications Specialist
Freeman Technology
Bristol
United Kingdom
Email: [email protected]
Animesh Bose
VP Special Projects
Desktop Metal
Burlington, MA
USA
References
[1] J. T. Ray ‘ Calculating the cost of Additive Manufacturing’ available to view at: www.linkedin.com/pulse/calculating-cost-additive-manufacturing-jason-t-ray/
[2] J Dawes et al ‘Introduction to the Additive Manufacturing Powder Metallurgy Supply Chain’ Johnson Matthey Technol. Rev., 2015, 59, (3), 243–256
[3] J Dunkley ‘Metal powder atomisation methods for modern manufacturing’ Johnson Matthey Technol. Rev., 2019, 63, (3), 226
[4] Powder production: Methods of AM metal powder production. Web page available to view at: www.carpenteradditive.com/technical-library/powder-production/
[5] Controlling metal powder costs in Additive Manufacturing. Carpenter Technology technical article available to view at: www.carpentertechnology.com/en/alloy-techzone/technical-information/technical-articles/controlling-metal-powder-costs/
[6] J Clayton et al ‘The application of powder rheology in Additive Manufacturing’ Journal of Materials, March 2015, 67, (3), 544 – 548.
[7] A Klein ‘The importance of powder flow in 3D printing’ Insights from Industry interview available to view at: www.azom.com/article.aspx?ArticleID=17453
[8] Freeman, R., Measuring the flow properties of consolidated, conditioned and aerated powders — a comparative study using a powder rheometer and a rotational shear cell. Powder Technol. 2007:174:25-33.
LAST MONTH’S MOST-READ ARTICLES












