


AM for medical implants: An analysis of the impact of powder reuse in Powder Bed Fusion
The growing use of titanium Additive Manufacturing for the production of medical implants is a major success story for the industry. With this growth, however, come vast volumes of process data which need to be monitored to ensure compliance with tight regulatory requirements. Here, Peter Lindecke, amsight GmbH, explains how holistic analysis software can be used to monitor the impact of powder reuse strategies in Electron Beam Powder Fusion to ensure the best possible outcomes. [First published in Metal AM Vol. 10 No. 1, Spring 2023 | 15 minute read| View on Issuu | Download PDF]

The field of Additive Manufacturing as a whole has witnessed significant growth in medical applications, with Powder Bed Fusion processes – which can be divided into Electron Beam Powder Bed Fusion (PBF-EB) and Laser Beam Powder Bed Fusion (PBF-LB) – taking the lead. These technologies offer the precision, efficiency, and ability to create complex structures.
As AM grows in tightly regulated industries such as medical, titanium is seeing wider use, as its biocompatibility, strength, and corrosion resistance make it ideal for implants and surgical devices. Titanium is now extensively used in medical applications which come into contact with human tissue, such as orthopaedic implants (hip and knee replacements), as well as craniofacial/maxillofacial and dental implants, where its corrosion resistance and ability to bond to bone shine. Its strength and lightness is advantageous in prosthetics and orthotics. Beyond that, titanium’s strength and durability make it ideal for surgical instruments.

The medical industry’s stringent quality standards for implants and devices, however, necessitate that recycled titanium powder undergoes strict treatment. Whilst, in theory, it’s relatively simple to re-use powder in AM, these high industry standards mean that batches of used powder might be disposed of because of a lack of familiarity with powder recycling requirements. There is, therefore, a need to improve the understanding and management of powder reuse. This includes understanding how ageing affects powder batches, and how to implement effective traceability measures to maintain (or even enhance) the material properties required for medical applications.

As titanium is also an expensive material, its waste in manufacturing processes can significantly increase product costs. Reusing titanium powder in AM parts production allows for the conservation of resources and reduces overall costs in the production of medical devices.

When considering sustainability, the production of titanium powder is energy-intensive and has a significant environmental impact. By reusing the powder, the need for powder production and disposal diminishes, reducing the carbon footprint associated with its manufacturing. Reusing titanium powder in Additive Manufacturing, therefore, plays a crucial role not only in sustainability but also in cost effectiveness. With the increasing need for superior, tailor-made medical implants and devices, the reuse of titanium powder when appropriate is increasingly vital.
Holistic quality and data management in regulated industries

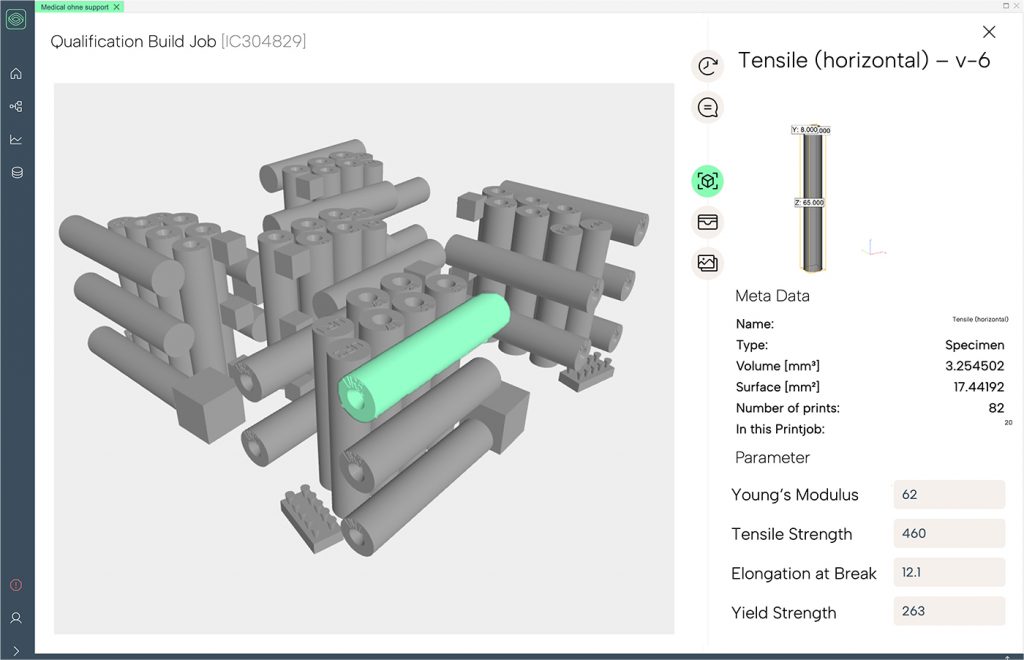
When using Additive Manufacturing in the medical sector, the quality of the end product is intrinsically linked to the properties of the raw materials used. To ensure the best quality product, comprehensive data collection on powder ageing and composition – in tandem with consistent monitoring of the processes and the quality of the manufactured medical components – is essential. A holistic approach ensures that the implants and other medical devices produced meet the stringent standards required for medical applications (Fig. 3).

The meticulous study of powder ageing and composition emerges as a pivotal factor in ensuring the highest standards of material performance and sustainability. The importance of data to the study of powder ageing and composition underlines this critical aspect by focusing on three key areas:
- How, over time, the characteristics of metal powders can change due to exposure to the AM process and environmental factors. Detailed data on how these properties evolve is crucial to maintaining the integrity of the AM process and the quality of the final product.
- Developing an understanding of the ageing process of powders allows for the implementation of predictive measures. This can prevent the use of degraded material that might compromise the structural and biological compatibility of medical components.
- Thoroughly analysing powder composition and ageing, allowing manufacturers to make informed decisions on the recyclability of powders, thereby optimising resource usage and reducing waste without compromising quality.
Enhancing medical device manufacturing through advanced data management and quality control
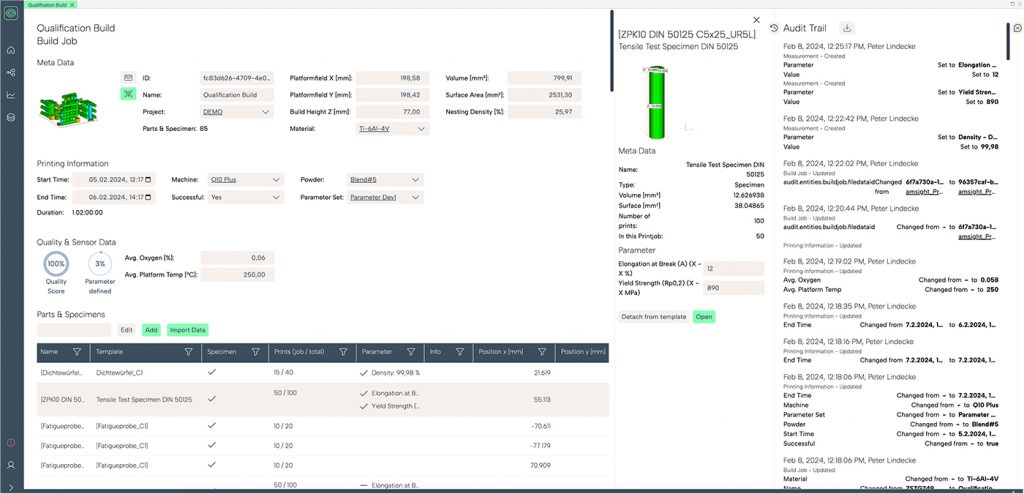
In the highly regulated medical device manufacturing industry, comprehensive data collection is essential for compliance with quality standards and certification requirements, such as those of the FDA in the US, or for obtaining the CE mark indicating safety compliance within the EU. To ensure that medical components are safe and effective for intended use, it is essential to implement advanced data management systems (Fig. 4). These systems are designed to closely track and analyse every detail of the manufacturing process to facilitate compliance with industry regulations and ensure reliable device production.
Comprehensive data analysis on powder ageing and composition, combined with strict quality monitoring of medical components, is crucial in medical AM. As AM technologies advance, such a holistic strategy is key to driving innovation and ensuring the highest levels of patient safety and care.
Powder mixing strategies
Key powder characteristics include chemical composition, particle size distribution, particle morphology or flowability and packing behaviour, which can be highly influenced by the applied re-use strategies or storage conditions and thus lead to changes in manufacturing and part quality.
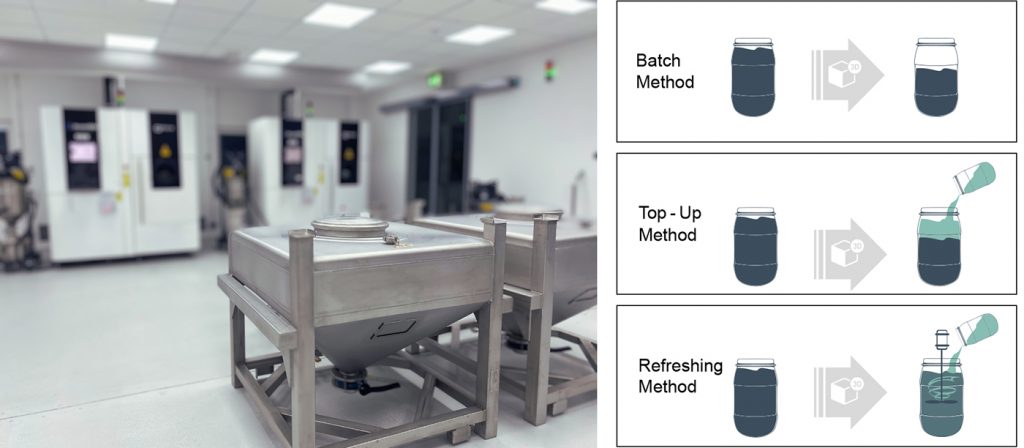
In Powder Bed Fusion, there are several strategies for handling and mixing metal powders, each impacting the quality and properties of the final products in different ways. The most common are shown in Fig. 5 and described in a simplified form as follows:
The batch methods
The Single Batch Method, where the same powder batch is reused until depleted with sieving between runs. There is also a Collective Ageing Method, which mixes batches of the same-aged powder for larger-scale use.
The top-up method
The top-up method involves adding sieved or virgin powder to the remaining supply to maintain the required level, resulting in a stacked powder bed.

The refreshing method
This method replaces material lost in the build and sieving processes with virgin powder, mixing the two to create a homogeneous mix.
The method chosen can significantly influence the mechanical properties, surface quality, and integrity of manufactured parts, with the selection depending on the final product’s specific requirements and standards.
Implementing an effective quality and data management system
AM part producers are inundated with vast amounts of heterogeneous data. Handling these data is challenging and, due to a lack of more appropriate tools, they are often managed through Microsoft Excel. However, this method is not only time-consuming but prone to errors, which may lead to inaccuracies down the line, false interpretations or delays in production. The lack of standardised data formats further complicates data analysis and utilisation.
With its data management software, amsight GmbH offers a comprehensive solution that addresses these challenges. The software automates data collection from various sources such as AM machines and peripheral equipment in order to streamline data management. Its robust platform supports easy data storage, search, and analysis, and is equipped with advanced tools for deep data understanding and trend identification.
The amsight software increases efficiency by reducing manual data entry and speeds up the Additive Manufacturing evaluation process. Its analytical capabilities aid in making informed decisions, thereby streamlining processes in both production and R&D. This leads to improved efficiency and innovation in material and process development.
Case study: serial production of Ti-6Al-4V PBF-EB hip implants
To assess the impact of powder management on mechanical properties in the serial production of medical devices using Ti-6Al-4V, three Arcam Q10 Plus PBF-EB machines were used to produce a qualification build job sixteen times over three months (Fig. 6). The powder handling strategy involved the refreshing method, which mixes new powder with used powder to maintain consistency. Before each production cycle, the powder was characterised using various techniques, including flow analysis, sieve analysis, dynamic image analysis, laser diffraction, and gas analysis. The quality of the test specimens was then evaluated for fatigue strength, tensile strength, elongation at break, hardness, and roughness.
All data were recorded and evaluated using the holistic data management software from amsight (Fig. 7). This allowed an easy evaluation of correlations between different influencing variables. The data was largely provided by implantcast GmbH and the Fraunhofer IAPT; the collaboration was made possible by the PERU (GAN: 03LB5007) project, funded by the German Federal Ministry for Economic Affairs and Climate Protection BMWK.
Key findings
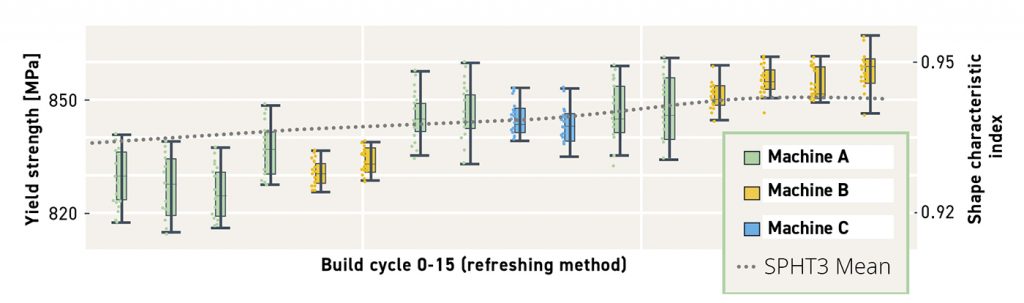
The exploration of the Additive Manufacturing data indicates that virgin titanium powder displays lower yield strength compared to powder that has undergone ageing (Fig. 8); an increase in the yield strength can be observed from the fourth cycle onwards. This effect can also be observed in the fatigue strength tests. However, this increase is associated with a limitation that particularly affects the ductility of the material.
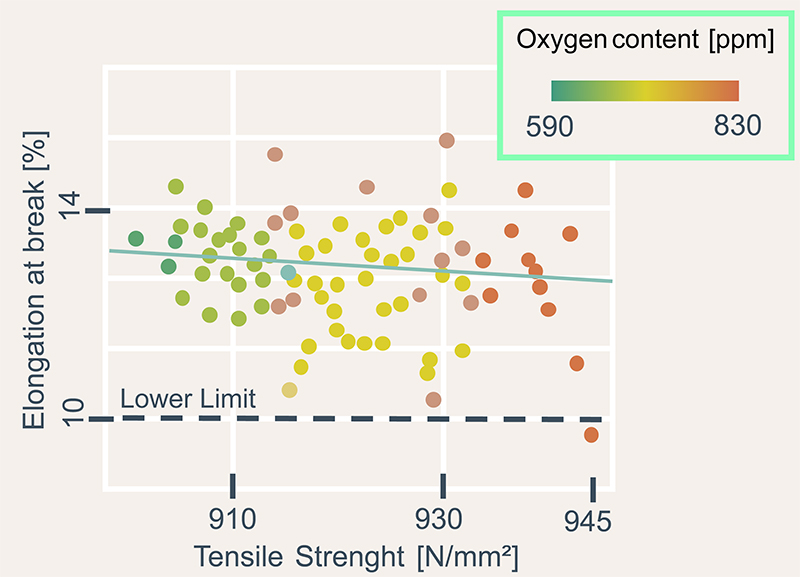
As shown in Fig. 9, an inverse relationship between oxygen content and ductility in titanium raises concerns about material embrittlement. As oxygen content increases from 590 ppm to 830 ppm, the material exhibits increased tensile strength as well as increased variability in elongation. This embrittlement can push the material’s properties to – or even beyond – acceptable lower limits, which is particularly troubling for critical applications where material failure could have dire consequences.
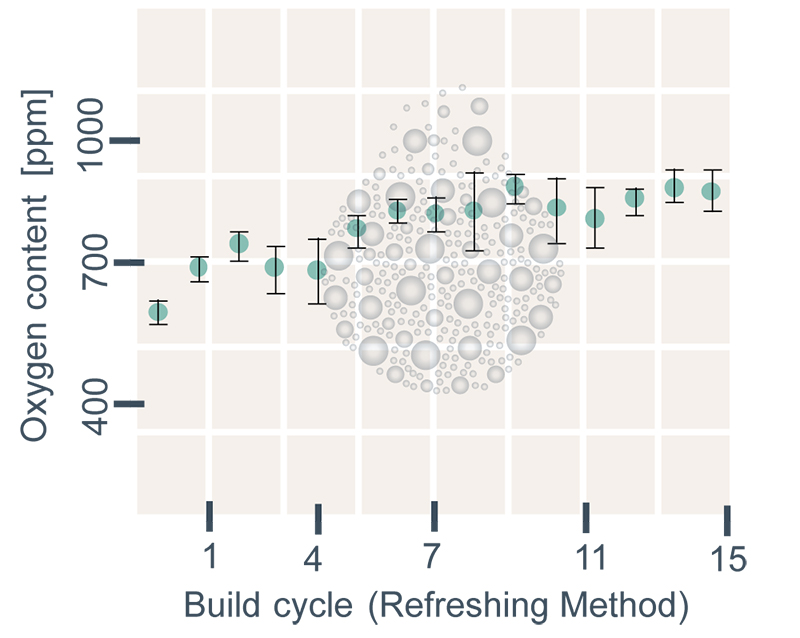
Fig. 10 shows that as the powder used in Additive Manufacturing ages, its oxygen concentration increases. This ageing effect is evidenced by the consistent rise in oxygen levels across successive build cycles when employing the refreshing method. The point of oxygen saturation within the powder varies based on a range of factors, including the ratio of new to used powder and the specific process parameters involved in manufacturing. Due to these variables, it is imperative to continuously monitor the oxygen content within the powder. This ensures that the mechanical integrity of the additively manufactured components is maintained and prevents the onset of material properties degradation.
The regularly tested refreshed powder shows that the sphericity of the powder increases with increasing use (Fig. 8). Fig. 11 shows the flow rate of powder used over various build cycles. There is a decrease in the time it takes for 50 g of powder to flow, indicating that the powder becomes more flowable as it is reused.
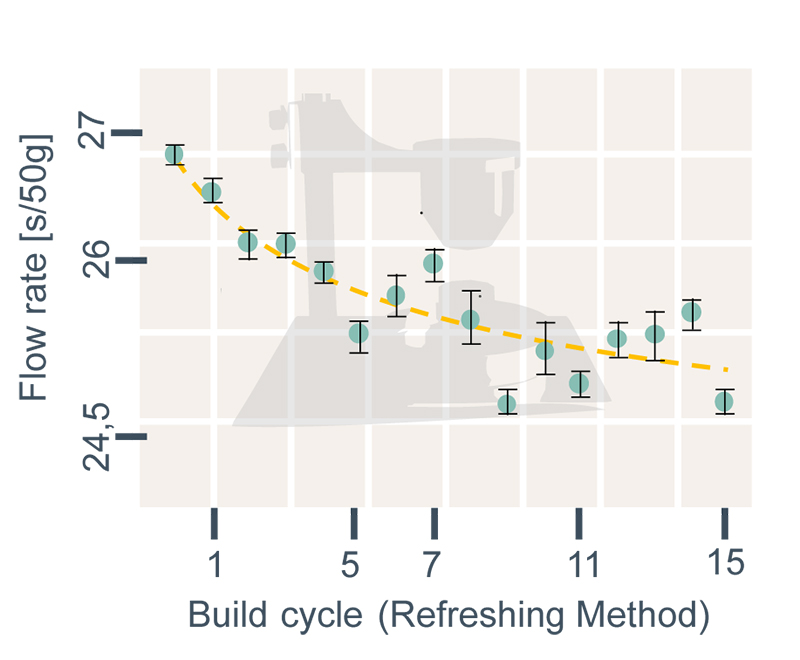
This increase in flowability correlates with the findings shown in Fig 8, which demonstrates that the powder’s sphericity improves with each reuse cycle. As the powder particles become rounder, they can move past each other more easily, which can enhance the flow rate. Improved flowability is significant for the Additive Manufacturing process because it facilitates a smoother, more consistent spreading process. This reduces the likelihood of errors in the fresh powder, thereby requiring fewer corrections.
This improved flowability translates into tangible time savings. A more flowable powder can reduce the total time of the qualification build job by up to forty minutes in an average total production time of twenty-eight hours. This resulted from the evaluation of the build log files. Such an efficiency gain is substantial when considering the scale of manufacturing operations and the potential for these time savings to accumulate over multiple production cycles. Therefore, the observed enhancement in powder flowability due to increased sphericity contributes to significant time and cost efficiencies.
Another finding is the variation in quality between AM machines. The boxplot graph in Fig. 8 illustrates variations in the performance of different PBF-EB machines, specifically machine A, which shows a larger standard deviation in the produced components. There seems to be a plausible correlation between the ‘time to vacuum’ (time until the system has created a vacuum to start the process) and the performance deviations, which may be attributable to leaks within the machine. It becomes clear that such complex issues in the Additive Manufacturing process can only be detected through persistent and holistic data analysis.
The results show that the Additive Manufacturing process for titanium has a resource-efficient behaviour, especially in connection with the reuse of powder. Powder ageing improves some properties, but also impairs others – in particular, the increase in oxygen content in the powder can lead to embrittlement and must, therefore, be tracked precisely. It is crucial to subject the production process to continuous monitoring of influencing factors and trends through a holistic data management and analysis software in order to detect machine and process errors at an early stage.
Author
Peter Lindecke
Co-Founder & CCO
amsight GmbH
Hamburg
Germany
[email protected]
www.amsight.de

LAST MONTH’S MOST-READ ARTICLES












