


Additive Manufacturing for oil, gas and maritime: An evaluation of capabilities and potential
In 2018, a consortium of twenty-three companies, managed by DNV and Berenschot, started a project, ProGRAM JIP, to produce a guideline formulating the necessary requirements to introduce components made by Additive Manufacturing into the oil, gas and maritime industry. This was followed, in May 2020, by ProGRAM JIP Phase II, again managed by DNV and supported by Berenschot. The participants in Phase II spanned the entire value chain, from end-users and OEMs to service providers, material suppliers and testing companies. Here, DNV's Sastry Yagnanna Kandukuri and Berenschot's Onno Ponfoort present the consortium's preliminary Phase II findings. [First published in Metal AM Vol. 8 No. 2, Summer 2022 | 20 minute read | View on Issuu | Download PDF]

In 2018, a consortium of twenty-three companies, managed by DNV and Berenschot, started a project, ProGRAM JIP, to produce a guideline formulating requirements necessary to introduce components made by Additive Manufacturing into the oil, gas and maritime industry. The guideline established a practice for qualification and production of parts using two AM technologies: Laser Beam Powder Bed Fusion (PBF-LB), and electric arc-based wire Directed Energy Deposition (DED-arc) [1]. The guideline was translated into a standard issued by DNV (DNV ST-B203) [2].
In May 2020, a group of twenty companies formed a new consortium, ProGRAM JIP Phase II, managed by DNV and supported by Berenschot. The companies participating in Phase II spanned the entire value chain, from end-users and OEMs to service providers, material suppliers and testing companies. The consortium partners included: Saudi Aramco, Equinor, Siemens Energy, Kongsberg Maritime, K-Ferrotech, Voestalpine, Eifeler, Sandvik, Aperam, Imphytek, Intertek, Guaranteed, Addilan, FIT AG – Additive Manufacturing Group, BMT aerospace, IMI-Critical, ExOne, XDM3D, Howco and NMIS – Strathclyde University.

The goal was to extend standard DNV-ST-B203 with three additional AM technologies: Laser Beam Directed Energy Deposition (DED-LB), Electron Beam Powder Bed Fusion (PBF-EB), and metal Binder Jetting (BJT). As well as focusing on building new parts with these technologies, the consortium also looked at hybrid production, repairing or remanufacturing parts using AM. To this end, using Directed Energy Deposition to build features on an existing substrate was included in the project.
The project delivered new insights into the capabilities of AM for the production of high-quality spare parts for the energy and maritime industries. The project also showed that hybrid production, as well as conducting repairs with AM, is a realistic, cost-effective and environmentally friendly manufacturing option. The results from the joint industry project will be incorporated in a new edition of DNV’s standard for the Additive Manufacturing of metal parts, DNV-ST-B203, which is due to be published later this year.
ProGRAM JIP Phase II: Project set up
Similar to the setup of Phase 1, ProGRAM JIP Phase 2 organised a series of practical production cases where the companies manufactured parts to ensure the quality, completeness, and practicality of the developed guideline, before being incorporated into an extension of standard ST-B203. An overview of parts and their users is given in Table 1, showing the technologies involved and the initial reason for selecting AM to manufacture the parts.

The guideline DNV developed includes the end-to-end process from design, material and build process qualification, up to production, post-processing and part qualification. The standard gives the user a framework with guidance notes for ensuring a high-quality process. In the project, all these steps are carried out to ensure the practical viability of the established requirements, and to capture valuable insight that can be included as guidance in the standard. Over the following pages the most significant learnings are highlighted.
Design and production set-up
Electric Arc Directed Energy Deposition (DED-arc), often referred to as WAAM
With regards to the DED-arc process, a dramatic cost reduction was experienced when applying as a hybrid solution for the production of a crank disc (Table 1, column 1). Conventional crank discs consist of a disc with a pin on top, manufactured through the forging and machining of often relatively expensive steels or alloy. Additionally the conventional process is complex and creates waste, which is reflected in the price of the product. When taking a low cost, readily available steel base plate, and using DED-arc to add the critical feature (the pin), the use of high-cost material, and material waste, was reduced.

As a best practice it is recommended that the transition zone between the base material and added feature should be moved outside the high loaded area. Using low-cost, normal-grade steel in the low loaded part, and using high-grade material only in the loaded part delivered by hybrid design, DED-arc technology was capable of manufacturing efficiently and cost effectively, provided that a good metallurgical compatibility exists between the substrate, an AM feature that needs special attention.
In this project, we used two different DED-arc production technologies: metal inert gas (MIG) and plasma arc welding (PAW). In terms of the deposition strategy, it was found that oscillated strategies reduced production time. The thickness of the base material is a factor to be accounted for with regards to the deposition strategy and the qualification process. However, good quality levels were realised for both technologies. The technology should be selected based on the type of application and material used, e.g. MIG allows for better accessibility for repair applications.
Repair and remanufacturing with DED-arc/WAAM was also subject to investigation during the project. It was found that different parameters are demanded for the repair process than for a new part build process, due to variation of base material. Omnidirectional trajectories make programming easier for repair application. See also the box at the end of this article for the benefits of DED-arc for repair.
Laser Beam Directed Energy Deposition (DED-LB)

The wear ring with hard overlay, made by DED-LB, has a simple part geometry without complex features (Fig. 2 and Table 1, 2nd column). Despite this simplicity, several iterations were needed to produce a sound, semi-near-net shape geometry. Additional layers had to be added to provide machining allowance. A near-net shape approach proved to be difficult to build as a first-time-right production, as this technology is prone to produce drop-offs from the desired end-contour.
The round geometry and limited thickness required detailed process parameters along the build height. Build process trails were developed using an integrated 3 + 2 axis hybrid DED-LB machine. The use of high-quality material also proved to be of utmost importance. Plasma atomised, spherical morphology 45–150 µm PSD Inconel 625 powder was required to obtain the desired process parameters.
Electron Beam Powder Bed Fusion (PBF-EB)
The experience gained in ProGRAM JIP I, where the same impeller was manufactured using Laser Beam Powder Bed Fusion (PBF-LB), proved to be very useful. Using this experience, first-time-right, cost-effective design and production of the impeller was achieved using PBF-EB (Table 1, 3rd column).
For the design and production process, it was found that it is practical to build the test specimens and the final parts simultaneously in the same build envelope. In the case of small series, or when slightly adjusting the features of the part, this is considered to be quite convenient for end-users.

Binder Jetting (BJT)
The original design of the swirler for production by PBF-LB proved to be inappropriate for manufacturing via the BJT process, and attempts to use this design with BJT resulted in cracking/chipping during powder removal. Therefore, a significant redesign was required to meet the specifications set by Siemens in terms of functionality and mechanical properties (Table 1, 4th column).
Binder Jetting requires multiple process steps, including sintering and machining, for the component to exhibit the desired metallic properties. Thus, for qualification of the production set-up, this full process, including post-processing and machining, needed to be qualified. Compared to the other three AM technologies in this project (DED, PBF-LB and PBF-EB) this proved to be a more elaborate and time-consuming qualification process in this project.
Conclusions on design and production set-up
To achieve good results with Additive Manufacturing, the design and the build parameters need to be designed for the part and the build process. Selecting the correct technology in view of the application foreseen is fundamental, and even seemingly simple geometries demand for close monitoring of the design and build strategy. Finally, near-net shape is not always possible without careful optimisation of parameters, and extra layers for robustness and machining may add flexibility to the process.

Production and post processing
Some of the main learnings of the DED-arc and PBF-EB technologies are detailed here. The production and post processing for DED-LB and BJT is still work in progress at the time of writing of this article.
DED-arc
The main variables to control in the wire and arc DED process are the heat input, the wire feed speed and the inter-pass cooling temperature, which could be controlled using a pyrometer.
This technology was tried in a new build production case and a part repair case. The set-up time for the new part and the repair case were similar, and the execution time and heat treatment were quite similar in both applications. However, this may not always be the case, depending on the degree of machining, surface preparation and post-processing needed. An issue in need of extra attention is the mass of the feature compared to the mass of the build plate. As in this case the feature (the pin) was quite small, there was a large heat sink effect to deal with. For CNC-based systems, MIG offers less production time than plasma, thanks to its higher deposition speed and bidirectional deposition possibilities. Robot-based plasma systems would also allow for bidirectionality.
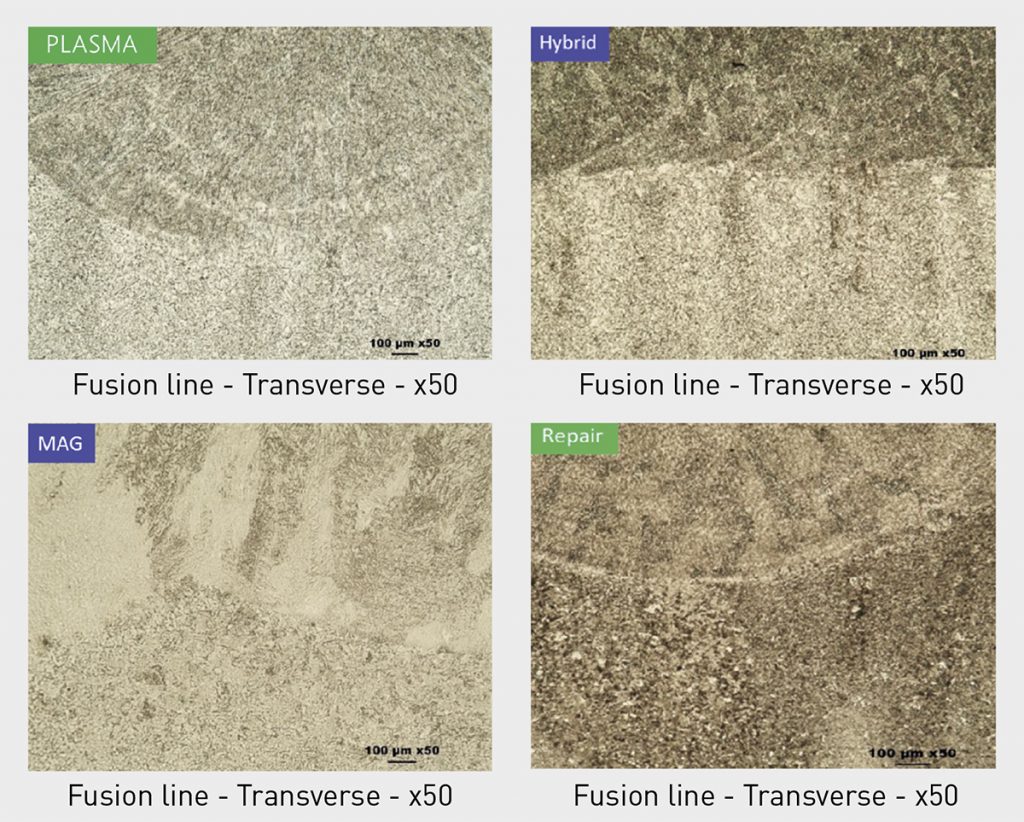
Two partners in the JIP (Guaranteed and Addilan) had DED-arc technology installed in house and took part in the production case studies. The achieved results showed that both DED-arc/PAW and DED-arc/MIG technology was able to produce hybrid new parts and repaired parts with excellent quality, meeting all specified criteria. Good fusion was observed, and no cracks were detected in the fusion zone (Fig. 3).
PBF-EB
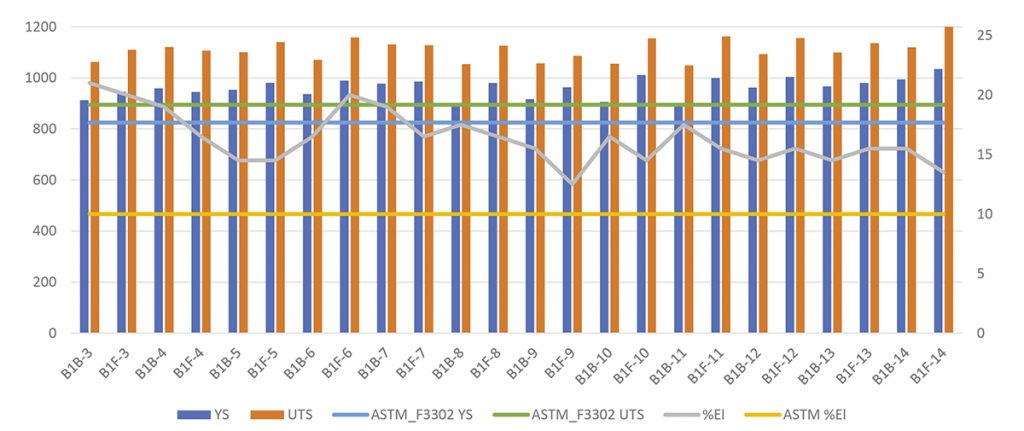
Regarding the impeller, dimensional tolerances are critical to meet functional tests. After PBF-EB production, a slight warping and some pores were found, leading to small deviations on the openings of the flanges. They had no impact on pump performance, but were of a cosmetic nature. All mechanical properties resulting from PBF-EB conformed the requirements in ASTM F3302 standards, despite the high oxygen content in the initial powder material (0.3 wt.%) (Fig. 4). Hot Isostatic Pressing (HIPing) proved to be the perfect solution to reduce porosity and improve mechanical properties. Another learning was to rethink the set-up of support structures.
Although the part’s geometry was quite complex (Fig. 5), there were no significant issues with powder removal or part placement in the build. Due to the geometry of the part (the limited key slot openings), the partners elected to use 5-axis machining instead of turning for the final machining of the part.

During the post-processing, the effect of various finishing procedures was tested (as-built, sand blasting, chemical finishing and hirtisation) to smoothen the surfaces and the edges. The finishing applied did not result in dramatic performance differences. This leads to the conclusion that as-produced parts might be good enough to be taken into production, which could lower manufacturing costs considerably.
Overall conclusions on production and post processing
Temperature management in production (DED-wire) and heat treatment during post-processing (PBF-EB) have a large impact on the final quality of the parts produced. A high number of parameters determine the final quality of the part, but starting material quality is also a decisive factor for the final quality of the part.
Conclusions
The ProGRAM JIP Phase II was launched to expand and improve DNV-ST-B203 with the incorporation of four additional AM technologies into the standard. This effort is designed to support companies in the energy and maritime sectors that want to make use of AM as a flexible, cost-effective and environmentally friendly production method. The guidelines developed in this JIP will be incorporated into an extension of the standard, which DNV expected to make available by summer 2022.
Furthermore, based on the results of this project, it can be concluded that two AM technologies (wire and arc DED and PBF-EB) are ready to be used for the manufacture of high-quality parts, be they spare parts on demand or production parts. The case studies related to the two other technologies (laser beam DED, BJT) are still ongoing. Wire and arc DED also proves to be an excellent option for hybrid production, as well as the repairing or remanufacturing of parts.
When looking at wire and arc DED, the project partners observed that this technology can produce high-quality, low-cost spare parts or perform repairs or remanufacturing in a short period of time. This presents a potentially very beneficial business case, with considerable energy savings as compared to conventional manufacturing.
PBF-EB proves to deliver similar or even better quality as compared to conventional manufacturing techniques such as casting. Where it is possible to build more than one part in the same build envelope, PBF-EB delivers lower cost parts while shortening the lead time by at least 10–30%. In our case, the lead time was reduced even further, from twenty-four weeks to just four weeks. PBF-EB, then, is a true competitor to conventional manufacturing and asks for further investigation using new use-cases.
Laser beam DED can be a flexible and cost-effective technology, also for repair purposes. But the design used in this project’s case studies, a round geometry with a hard overlay, presented some challenges for this technology. In general, laser beam DED is recognised as a suitable technology for more straightforward repair activities.
BJT involves a more complex workflow that required a fundamental redesign of the part for the process to ensure the best functionality and mechanical properties. The design for BJT should take into account the full production cycle next to the build strategy, including the post-process steps (sintering and machining).
In mid-2022, DNV will follow up on the findings and looks to further expand the scope of standard ST-B203, with a new project: ProGRAM JIP Phase III. This project will focus on further improvement of the guidelines for the already included technologies and establish the tools need for using AM parts in relevant design applications in the energy and maritime industry, to further enable adoption of AM for a leaner and greener future.
Authors
Sastry Yagnanna Kandukuri
[email protected]
Onno Ponfoort
[email protected]
Sastry Yagnanna Kandukuri (PhD) is the Global Practice Lead – Additive Manufacturing & Senior Principal Consultant – Qualification & Certification services at DNV Energy Systems Norway. He joined DNV Norway in 2007 and is well known in the Maritime, Oil & Gas industrial community for his pioneering contributions to AM standards development. He was instrumental in establishing DNV’s Global Additive Manufacturing Technology Centre of Excellence (AM CoE) in Singapore.
[email protected]
Onno Ponfoort, the Practice Leader 3D Printing at Berenschot Consulting, is based in Utrecht, the Netherlands. He has been active in the field of AM since 2002, and has published articles and wrote the first book on the business impact of AM: Successful Business Models for 3D Printing.
Acknowledgments
The authors want to credit Stian Saltnes Gurrik, Klas Solberg, Ramesh Babu Govindaraj (DNV) and Sidney Stokkers (Berenschot) for their valuable contributions. The authors would also like to thank the joint industry project partners for their contributions and cooperation throughout the project period.
Future participation
If you want to be at the forefront of AM, do not hesitate to touch base with us. We invite you to participate in our efforts to make AM widely available as a high-quality manufacturing technology, that lives up to its environment friendly promise.
References
[1] ‘New Horizons for Metal Additive Manufacturing in the Oil & Gas sector,’ published in Metal Additive Manufacturing magazine, Autumn 2019, p. 159, details the findings of the project and the partners involved.
[2] https://www.dnv.com/oilgas/download/dnv-st-b203-additive-manufacturing-of-metallic-parts.html
Using AM for repair in oil & gas
Findings from Guaranteed and Kongsberg
Repairing or remanufacturing parts is an alternative with both economic and sustainability benefits: less material is needed and thus less material is wasted, compared to shredding the old part and completely building a new part. Environmental friendliness is one of the original promises of AM.
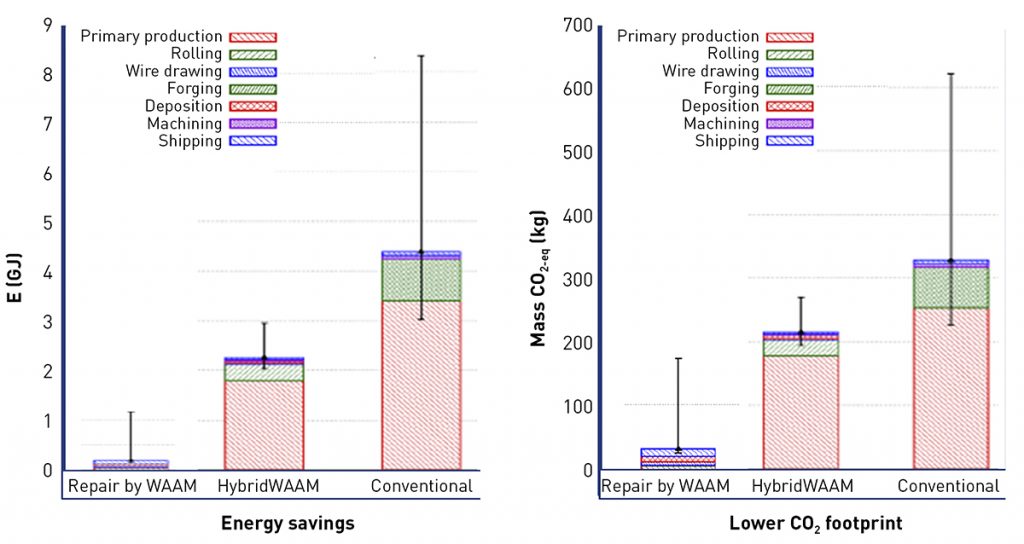
In this project, the real life possibility of repair by AM was proven, and the variance of the environmental impact between a conventionally made part, a hybrid DED-produced part and a DED-repaired part assessed. Hybrid DED means the crank disk was produced using a standard disk, machining away some material and building up the pin on the disk using DED-wire. Repair took place by taking a damaged crank disk that was supplied by Kongsberg, machining away the damaged part, filling cracks and pores and building a pin on top.
The group produced two new crank disks (one at Addilan, one at Guaranteed) and repaired two used crank disks (one by Addilan, one by Guaranteed). The results presented are based on the Guaranteed build jobs and Kongsberg Maritime information on the conventionally produced parts.
In terms of part quality, both new builds and repaired parts showed good results. With regards to sustainability, the Hybrid DED-wire process is already beneficial compared to conventional production:
- Hybrid DED allows a reduction in energy consumption of approx. 50%
- Hybrid DED allows a reduction in CO2 emissions of approx. 33%
But when comparing the repair by DED-wire to conventional production, the benefits are even more significant:
- DED repair allows a reduction in energy consumption of approx. 95%
- DED repair allows a reduction in CO2 emissions of approx. 90%
Economic benefits can be obtained on many aspects: less material, reduced lead times, less energy and fuel costs, lower distribution, and warehousing costs. Cost benefits are highly part and volume specific and could range from 20–70%. The significantly reduced climate impact of the repaired parts, compared to conventional and DED new-build parts, together with the economic benefits, makes repairing or remanufacturing parts a realistic option (Fig. 6).

LAST MONTH’S MOST-READ ARTICLES












