


Additive Industries: Moving towards automation and integration in metal Additive Manufacturing
Additive Industries b.v., based in Eindhoven, The Netherlands, announced at the RAPID 2015 event in Long Beach, USA, that its new metal Additive Manufacturing system, MetalFAB1, will be launched later this year. Dr Georg Schlieper visited the company for Metal Additive Manufacturing magazine and reports on the vision behind the development of its new machine, as well as the AddLab ‘open innovation’ consortium that has proved to be so successful in The Netherlands. [First published in Metal AM Vol. 1 No. 2, Summer 2015 | 15 minute read | View on Issuu | Download PDF]

Eindhoven is widely known as an important seat of industry and home of the technology headquarters of the global electronics company Philips. Some fifteen years ago, blocks of Philips factory buildings in the city centre were abandoned as the company moved its activities to the southern outskirts of the city. In the past, these empty buildings were protected by security fences as a measure against industrial espionage, with only Philips employees allowed to enter. As Daan Kersten, CEO and one of the shareholders of Additive Industries b.v. commented, the area has been described as “the Forbidden City of Philips.”
After being empty for more than a decade, the fences have been removed and the surrounding areas have been cleared up and modernised. The buildings are now gradually being brought back to life by new start-up companies. The area is an ideal environment for young high-technology, IT and design companies, with an excellent infrastructure and close proximity to the city centre.

It is here that Additive Industries b.v. moved to in October 2013 following the company’s formation in December 2012. The two co-founders, Jonas Wintermans, COO, and Daan Kersten, CEO, had recognised the immense potential of metal Additive Manufacturing technology and decided to create a new start-up company. As a first step they identified the design opportunities for metal AM in the high-tech production equipment industry and they quickly came to the conclusion that the AM machines that were available on the market were good for research and prototyping purposes, but not for serial production on an industrial scale. They therefore decided to become involved in the development of advanced Additive Manufacturing equipment for metals.
“When we started,” stated Kersten, “we looked at all metal Additive Manufacturing technologies in order to determine which one was the most promising for manufacturing industry and we found that the laser based powder bed fusion process was the most advanced and closest to standardisation, which is a very important consideration. We therefore decided to focus on the Selective Laser Melting (SLM) technology. When standardisation is in place, and we as an industry think we are very close, it will allow manufacturers to embrace the technology and really put it to work.”
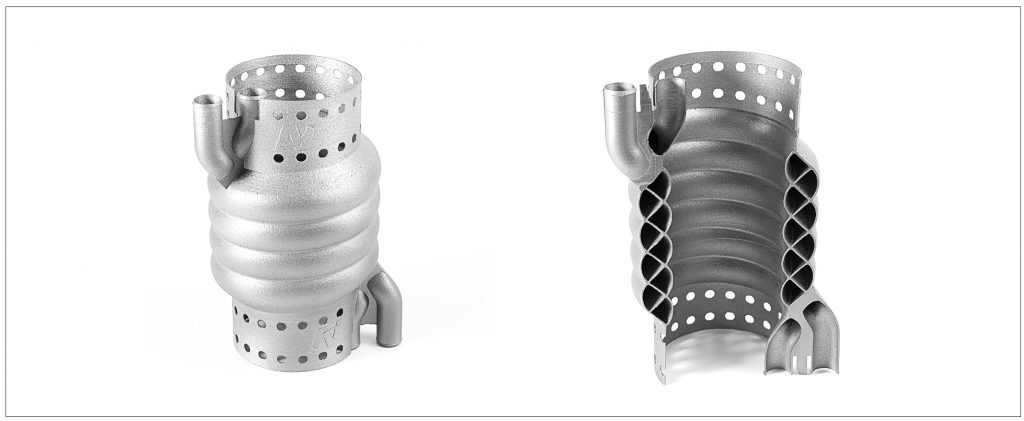
A good example of what Selective Laser Melting can achieve is the heat exchanger shown in Fig. 2. This component has two independent channels for liquids that exchange their heat in counterflow, and the whole component can be placed in an environment that can both absorb or provide heat.
Most of the capital for the company came from the family-owned business of co-founder Jonas Wintermans, an industrial holding company based on the fortune of one of the world’s largest cigar manufacturers. This holding company has specific experience in the development and production of high-tech equipment. The second shareholder, Daan Kersten, told Metal AM magazine that further investment capital had been received as an innovation loan from the Dutch government. “All this gives a solid and stable capital base that can sustain the company through the difficult start-up phase until revenues cover costs,” he stated.
Additive Industries currently has two distinct activities, the development of what it states is the next generation of metal AM production equipment, and AddLab, an ‘open innovation’ pilot facility for metal AM production where parts are designed and manufactured on a daily basis.
Metal AM machine development at Additive Industries
The ambition of Additive Industries is to become a leading supplier of production equipment for industrial metal Additive Manufacturing. The company’s mission has therefore been to develop a highly integrated, automated metal Additive Manufacturing system that is specifically designed to be used by manufacturing industry. The launch of the company’s new system, named MetalFAB1, is scheduled for the fourth quarter of 2015, with the first delivery to a customer being envisaged in the first quarter of 2016.
Kersten stated that this comprehensive system embodies the ambition of Additive Industries to take 3D metal printing beyond the current laboratory and prototyping use to series manufacturing on the factory floor. “Our system will bring a substantial improvement in reproducibility, productivity and flexibility as a result of our quest to design an industrial grade metal printing process,” commented Kersten. The first target market after Europe is the United States because, stated the company, the North American AM industry is already very well developed.
According to Kersten, feedback from potential customers indicates that the future success of metal Additive Manufacturing in industrial environments will be down to the degree of automation and user friendliness. The first model will therefore have multiple build chambers, up to four lasers, automated build plate handling, fully automated powder removal and an integrated heat treatment module.
“Additive Industries believes in an integrated process flow for industrial Additive Manufacturing, therefore multiple process steps are incorporated in one machine for the first time. Fully automated handling connects all process steps, reduces manual labour and improves product consistency and quality, while also increasing operator safety,” stated Mark Vaes, Technology Manager at Additive Industries.

“Our modular architecture offers maximum flexibility, allowing the user to start with a basic machine configuration with the possibility to enlarge the scope of the process, enabling substantially increased productivity. Moreover, modules can be added to allow the use of multiple materials in one machine without having to clean the powder system and running the risk of cross-contamination. We are on schedule to launch the machine in the fourth quarter of this year.”
During development, Additive Industries identified the main ‘building blocks’ for its new metal AM machine, designed the architecture in-house and then looked for experts in specific fields to work for it either as employees or as subcontractors developing certain modules. These modules include optics, motion control, thermal control, highly precise positioning, electronics and software development. The philosophy was that much of the technology required for 3D printing was readily available in the Eindhoven region and proven in other very demanding contexts such as the semiconductor and medical imaging industries. This technology, believes Additive Industries, only had to be identified and integrated into the system. Besides its own staff of 22, around 25 further experts work for Additive Industries.
“One of the reasons why we are in a position to develop this kind of equipment is that we did not have to start from scratch,” stated Kersten. “We have built on the experience of other companies in this region. In our machines we use the knowledge about functional building blocks that has been developed for other applications and has proven successful there. We want to achieve predictability, stability and productivity and, in order to ensure these three requirements, we try to avoid completely new solutions that might exhibit growing pains, instead using only proven building blocks.”
As an example, the knowledge about the laser optics required in an AM machine has been taken from applications developed for medical scanning technologies, scanning electron microscopy and lithography technology. Additive Industries hires the experts that are experienced in these technologies to develop its own optical modules.
Whilst few details have been released regarding the exact specifications of MetalFAB1, it is believed that the system will feature advanced technologies for quality assurance in metal AM component production. In December last year Additive Industries announced an agreement with Sigma Labs, based in Santa Fe, New Mexico, USA, a developer of advanced, in process, non-destructive quality inspection systems for metal-based additive manufacturing.

At the time of the announcement Mark Cola, President and CEO of Sigma Labs, stated, “Teaming with Additive Industries will bring Sigma Labs closer to other companies working towards the goal of improved, reliable, high-volume additive manufacturing. The technology agreement serves to increase collaboration around shared objectives in the 3D printing space, and our PrintRite3D® quality assurance software will be tested with equipment currently being developed by Additive Industries.”
“Cooperating with Sigma Labs allows Additive Industries to improve the predictability of the 3D print process, which is critical to advanced applications in markets like aerospace, medical technology and high-tech equipment,” stated Kersten.
AddLab: An open innovation initiative for metal Additive Manufacturing
The Eindhoven area is not only known for its industrial heritage, but also for a tradition of ‘open innovation’. Open innovation means that a consortium of industrial companies shares the cost and outcome of a joint development project. Among the many business units and spin-offs of Philips in the Eindhoven area there is great confidence in the future of AM technology. Many of these companies have joined an open innovation initiative, named AddLab, for the design and manufacture of metal AM products.
AddLab has nine industrial partners and the initiative is now in the second year of a three year programme. The cooperation is so successful that the partners are already exploring the opportunities to extend the cooperation after the initial three years. It was suggested that there is the possibility that a new company may emerge that continues to design and manufacture metal AM components for high-end industrial applications. The team that now runs AddLab (Fig. 3) will become the support team for Additive Industries’ new industry-focused Additive Manufacturing equipment.

Some of the AddLab partners, the majority of which are located in the Eindhoven area, see AM as a technology that allows them to redesign parts of their products and improve their equipment. As an example, suppliers to ASML, a leading manufacturer of high-tech equipment for the semiconductor industry with more than 14,000 employees worldwide, can redesign machine components with integrated cooling channels. This reduces the thermal expansion in their products and thus increases the dimensional accuracy that they can achieve with their machines.
Other AddLab partners use the network to keep in touch with developments at the cutting edge of innovation in this field, as well as to participate in the development of the next generation of AM technology. Further AddLab partners plan to launch their own AM component production operations and see the partnership as a way to get a head-start on the learning curve with regards to the design and application of components prior to making a major investment.

In the AddLab open innovation initiative, Additive Industries shares the cost of AddLab, as well as the learning curve, with its partners. AddLab’s function as a shared pilot facility for metal Additive Manufacturing is supported by the installation of three AM machines of various build volumes and with different laser power. The systems, from SLM Solutions and Phenix Systems (currently part of 3D Systems), all use Selective Laser Melting technology. All the information and knowledge acquired through the design, 3D printing and application of new parts is open to, and shared with, all partners in AddLab. The cooperation between the partners accelerates the learning curve because each partner contributes with their own experience.
AddLab is currently testing a wide range of process parameters in order to establish how optimum part quality, in terms of mechanical properties, dimensional accuracy and surface quality, can be achieved. The powder bed is held under a constant flow of inert gas which sweeps away dust and smoke arising from the laser impact whilst at the same time improving the heat dissipation during the process. Layer thickness is clearly an important parameter affecting not only shape accuracy, but also the productivity of the process. A new layer of fresh powder may be applied with either a metal strip or a roller, with the latter offering the advantage of pre-compacting the powder bed which can allow for thinner layers and improve the surface quality.
AM part design considerations at AddLab
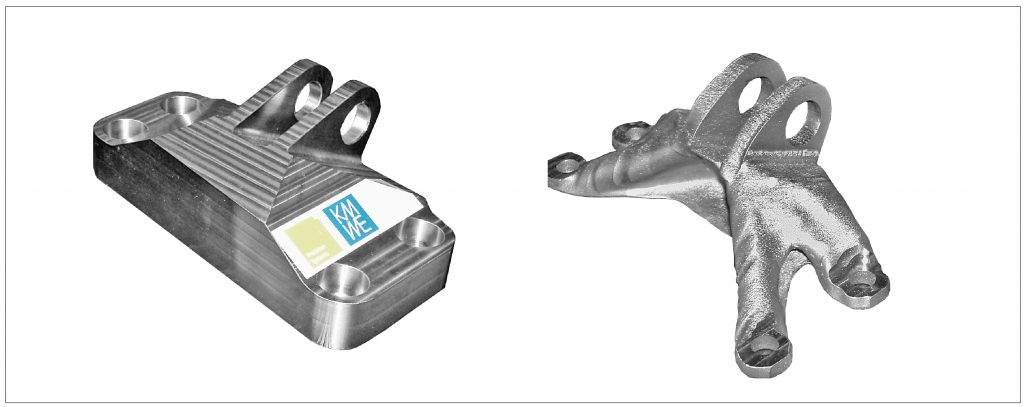
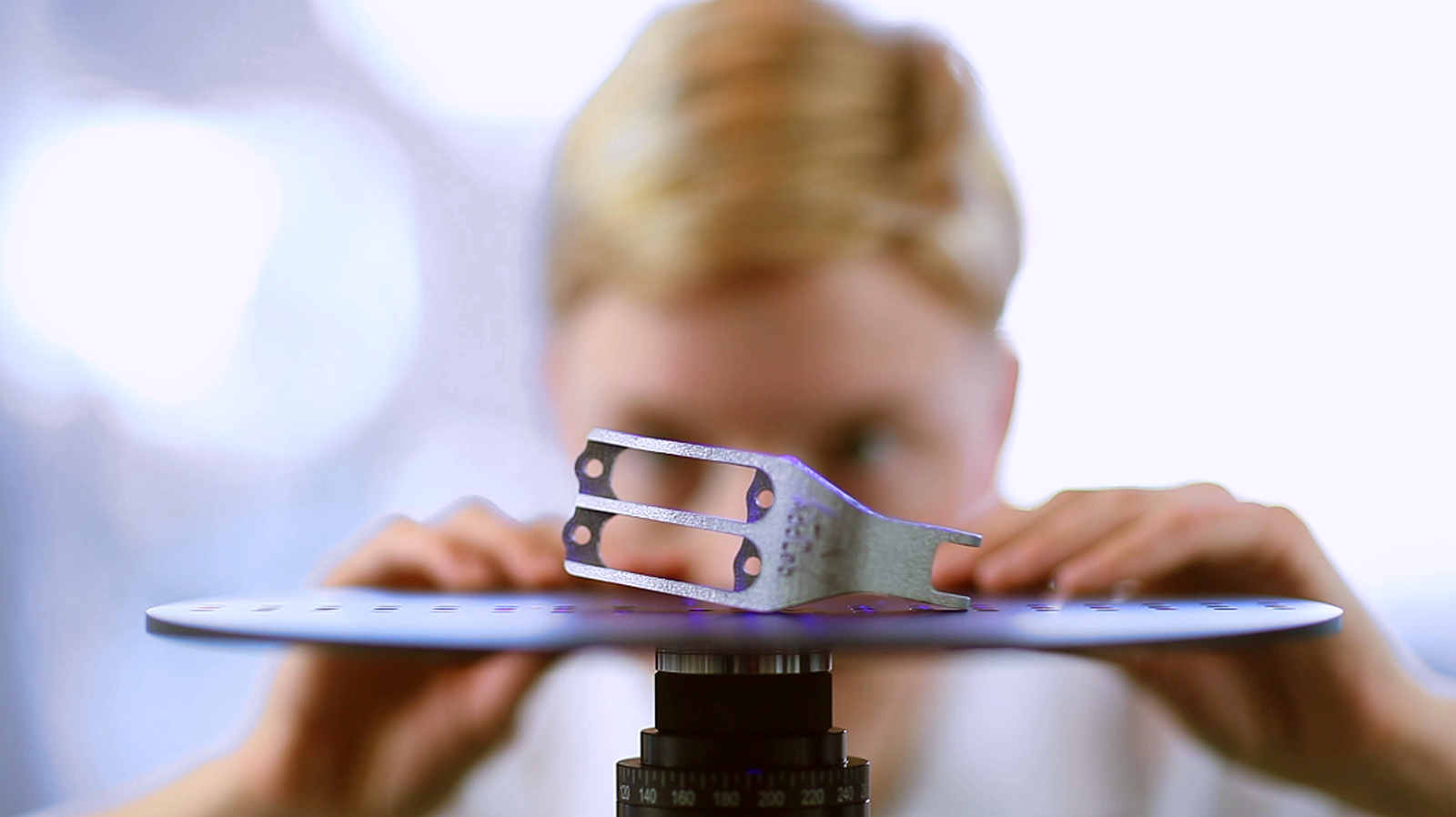
The results of AM design are often surprising and clear weight reductions are regularly achieved. Fig. 4 shows an example of a fixture made from stainless steel, a typical aerospace component. The design for AM on the right resembles a bionic structure, however it fulfils the same functions as the machined part but with only a quarter of the weight.
The development of a new AM component at AddLab starts with a first assessment of the feasibility for Additive Manufacturing. The feasibility assessment is based on past experience as well as technical and economic considerations. When the feasibility has been confirmed, the design phase follows. “Design is the key to Additive Manufacturing,” stated Kersten. “If we fully utilise the design freedom of AM as much as possible, we can make products that are really different from parts made with other manufacturing technologies.” A learning phase is required until the benefits of Additive Manufacturing, in contrast to subtractive manufacturing technologies such as turning and milling, are fully understood.
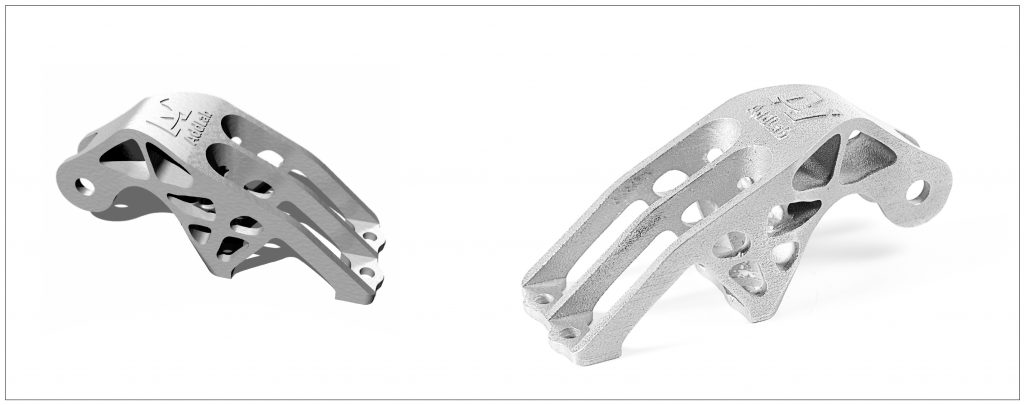
The AddLab team starts with a functional model that simply specifies the loads acting on the component, the boundary dimensions and the interfaces with other parts. Topology optimisation software is then used to create a part design with a minimum of material usage and weight. This topology optimised part is not yet ready for production, but serves as an initial guide showing where material is needed and where it can be removed. In the next step the computer design model undergoes an engineering review. Corrections may be required for aesthetic or functional reasons and the surface is smoothened in order to make the part look like an industrial product rather than a bionic structure (Fig. 5). Another critical decision relates to the orientation of the product in the build chamber. Supporting structures are necessary to print the majority of parts and these have to be added to the design. The material and process details are then defined before the data file can be loaded into the 3D printer.
Metal AM processing
Three materials are currently considered by Additive Industries as the primary metals for Additive Manufacturing; 316L stainless steel, titanium alloy Ti6Al4V and aluminium. The raw materials are generally gas atomised powders consisting of spherical particles that range from 20 to 45 µm in size. Typical layer thicknesses for laser melting are between 30 and 50 µm, so the maximum particle size of the powder should be somewhat smaller than the layer thickness.
Metal powder is handled in a clean room environment with access through a double door system. This helps to avoid contamination of powders and materials with non-metallic substances. Workers protect themselves with respirator masks against inhaling powder particles.
Parts are printed on a build plate, as can be seen in Fig. 6, for two reasons. Firstly, the initial layer of the part must be securely fixed to the build plate, otherwise it would be swept away when fresh powder is spread over the powder bed. For the same reason support structures are required for the horizontal portions of a component. Secondly, the laser beam induces extremely high temperatures in very small areas where it melts the powder. As the heat is dissipated, the metal cools quickly from melting temperature. This extreme heating and cooling cycle is repeated with each layer of the component. The permanent heating and cooling is associated with repeated thermal expansion and contraction and as a result high stresses are induced in the material that can negatively affect the dimensional accuracy of the products. The build plate therefore fixes the part and reduces deformation due to thermal stress.

The first prototype of a component produced by AM technology is thoroughly analysed and the design and parameters are optimised as required. When all details are fixed and approved, the part can be reproduced as often as necessary. Post-processing after printing includes a heat treatment in a furnace for stress relief. Shot peening is also frequently applied to improve surface quality. Finally the parts are separated from the build plate and final machining or surface treatment is performed as needed.
Quality control at AddLab
AddLab has a Phenom World table-top scanning electron microscope to control the quality of the powders used. Particle size has a major influence on the flowability, tap density and layer thickness when printing. As is widely recognised, quality control of parts is a major challenge in Additive Manufacturing. Since there is still little standardisation, manufacturers rely on their own experience with regards to how to best inspect metal AM parts. Additively manufactured components are often of such complex shape that conventional methods such as 3D (tactile) coordinate measuring machines are ineffective in completely characterising the geometry of a part.
AddLab therefore uses a 3D scanner to measure the dimensions of a component and compare it with a 3D CAD model by superimposing the two datasets (Fig. 7). Further regular quality inspection procedures include microstructural analysis and surface roughness testing, as well as X-ray inspection. A tensile test piece and a cube are often printed with parts so that the density and tensile properties can be evaluated with each production run. For more in-depth material investigations, AddLab can rely on the extensive facilities of its partners such as the Philips materials laboratory.
Looking ahead
Besides the development of manufacturing technology for metal AM components, Additive Industries states that it will also offer support in application development and for design optimisation according to the requirements of the process.
In the meantime, the company continues to focus on AddLab where existing technologies are applied to the design and manufacture of AM components. This enables the company to fully understand what kind of applications are the most promising for metal AM technology and what kind of designs really make a difference to existing manufacturing technologies. Kersten is confident that the company will play an important part in the future of industrialising metal Additive Manufacturing.
Contact
Additive Industries b.v.
ir. Daan A.J. Kersten, CEO
Leidingstraat 27
NL-5617 AJ Eindhoven
The Netherlands
Tel: +31 40 21 80 660
Email: [email protected]
www.additiveindustries.com
Author
Dr Georg Schlieper
Gammatec Engineering GmbH
Mermbacher Strasse 28
D-42477 Radevormwald
Germany
Tel: +49 2191 6889274
Email: [email protected]
LAST MONTH’S MOST-READ ARTICLES












