


VBN Components: Additive Manufacturing delivers a new generation of wear-resistant carbide parts
Sweden’s VBN Components AB has successfully combined the design freedoms offered by Additive Manufacturing with innovative process and material developments to create a new generation of high-strength, carbide-rich tool materials. These unique, patented alloys are transforming tool and wear component performance across a range of applications, from gear cutting hobs to food processing and the mining sector. Isabelle Bodén reports on the company’s development and the unique properties of its products. [First published in Metal AM Vol. 5 No. 2, Summer 2019 | 15 minute read | View on Issuu | Download PDF]
In the midst of the 2008 financial crisis, the foundation was laid for what would become VBN Components AB, based in Uppsala, Sweden. Uncertainty was high at a time when many manufacturing companies had more cancellations than actual orders. However, VBN saw the opportunity to turn the business for wear-resistant high alloy steel products on its head by using Additive Manufacturing to produce high-strength, carbide-rich tool steel materials. Conventional wear-resistant steel materials have a broad range of established industrial uses, from gear cutting to applications in mining, plus a wide range of other industries where exceptional hardness is required, but where shape and material performance are often restricted by the limits of conventional manufacturing technologies.

“Our strength at the time was a broad experience of industrial processes, but these were complex and were associated with extended lead times. There was a significant limitation to what materials a mechanical engineer could choose – all of this we wanted to change,” stated Ulrik Beste, CTO and one of VBN’s founders. As a result of the work undertaken by VBN, a new generation of high alloy materials has been developed, along with an innovative Additive Manufacturing process based on Electron Beam Powder Bed Fusion (EB-PBF).
In the Autumn of 2014, VBN issued new shares and received a large investment which enabled it to rapidly establish a new, modern facility in the Librobäck area of Uppsala, beginning production in December 2014. At the plant, VBN began manufacturing wear-resistant high alloy steel parts by AM, using its trade mark registered Vibenite® range of high-alloyed PM High Speed Steels to manufacture cutting tools, wear parts and other components with complex geometries (Fig. 2).

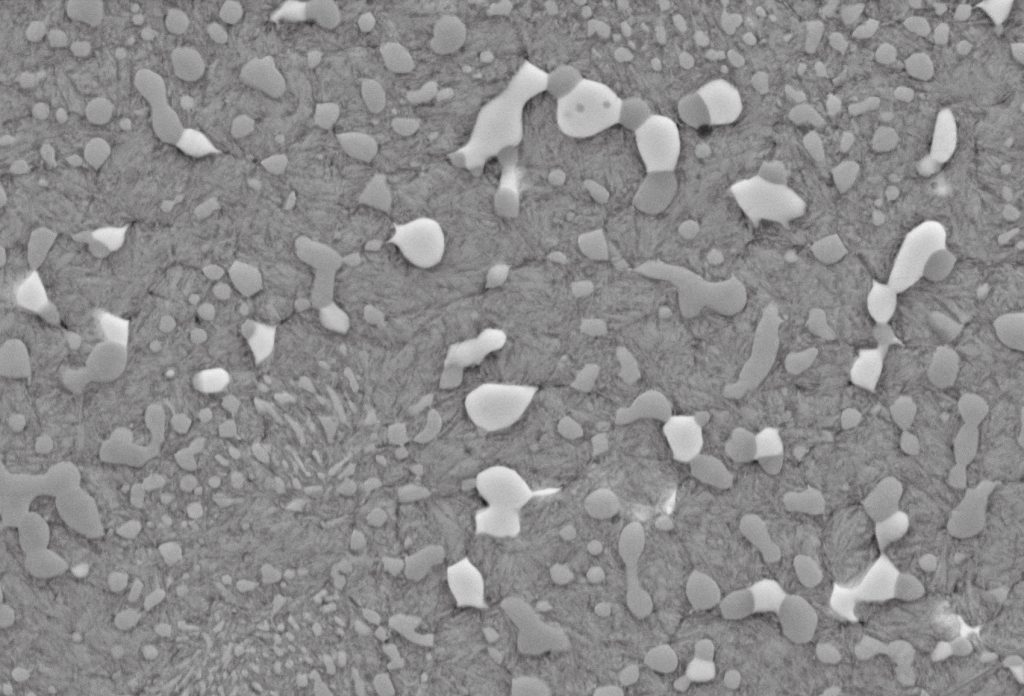
The company sees itself as continuing the long Swedish tradition of metalworking innovation by developing new and novel materials and processes. Its Vibenite products are unique in their compositions and offer exceptional wear resistance. Their enhanced properties are achieved through VBN’s patented Additive Manufacturing process, which achieves 100% density. All products are made using gas atomised metal powder and are, therefore, classified as Powder Metallurgy materials. The presence of small-sized, evenly distributed carbides in the material’s matrix are one of the reasons for the improved performance (Fig. 3).
Today, VBN produces industrial tools and components for companies which are among the most prominent in their fields, and offers its technology on the basis of license agreement. While the first stage of an application’s production always takes place in-house at VBN’s facilities, once the client has approved the properties offered by the Vibenite materials, a license agreement may be arranged to enable the customer to implement VBN’s patented production process AM-HSS™ at its own production units for a specific application. VBN would then continue to give comprehensive support on how to additively manufacture these unique materials.
“After our company’s first patent, describing the process of making extremely clean and low-oxygen-content materials, we felt that we were onto something big,” says Martin Nilsson, CEO and one of the founders of VBN. One key aspect of the Vibenite range is that the technology allows the user to switch to a more wear-resistant material than is achievable with conventional manufacturing. When producing wear parts by Additive Manufacturing, the need for the initial forging and rolling of bar stock, and the following heavy machining, is no longer necessary. By eliminating most production and transportation steps, as well as optimising material usage, the reduction to environmental impact is enormous.

Both the performance and lifetime of components increase with Vibenite materials; these properties are easily tested, states VBN, by simply building a full-specification prototype and running it. Superior material properties are not normally the main talking point in the Additive Manufacturing business, where the ability to manufacture previously unimaginable geometries is often promoted as the most significant aspect of the technology.
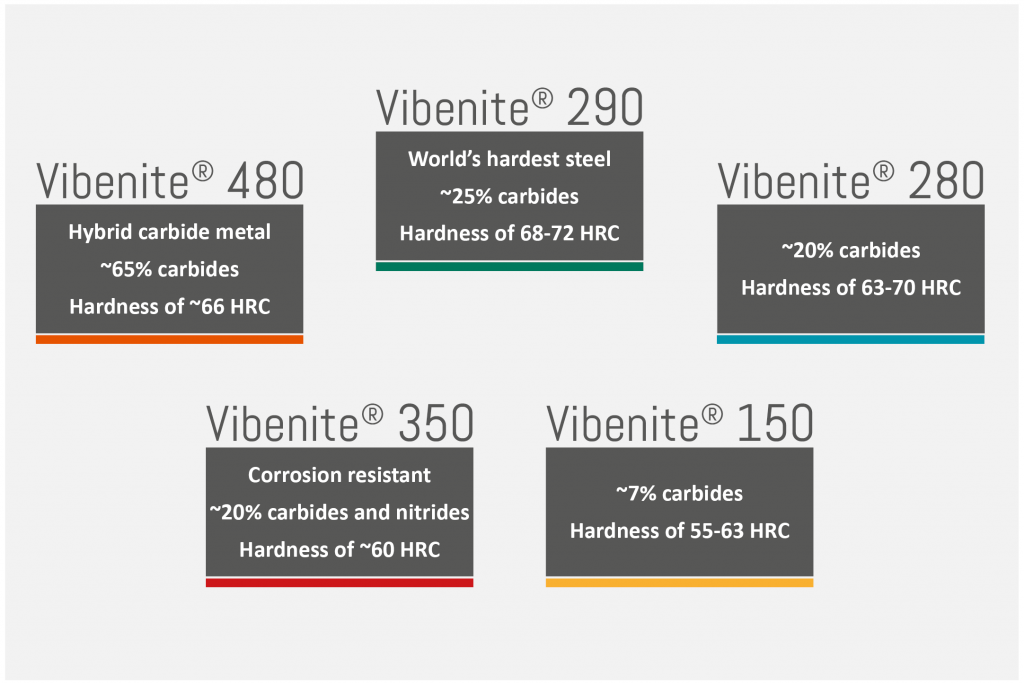
The Vibenite material range
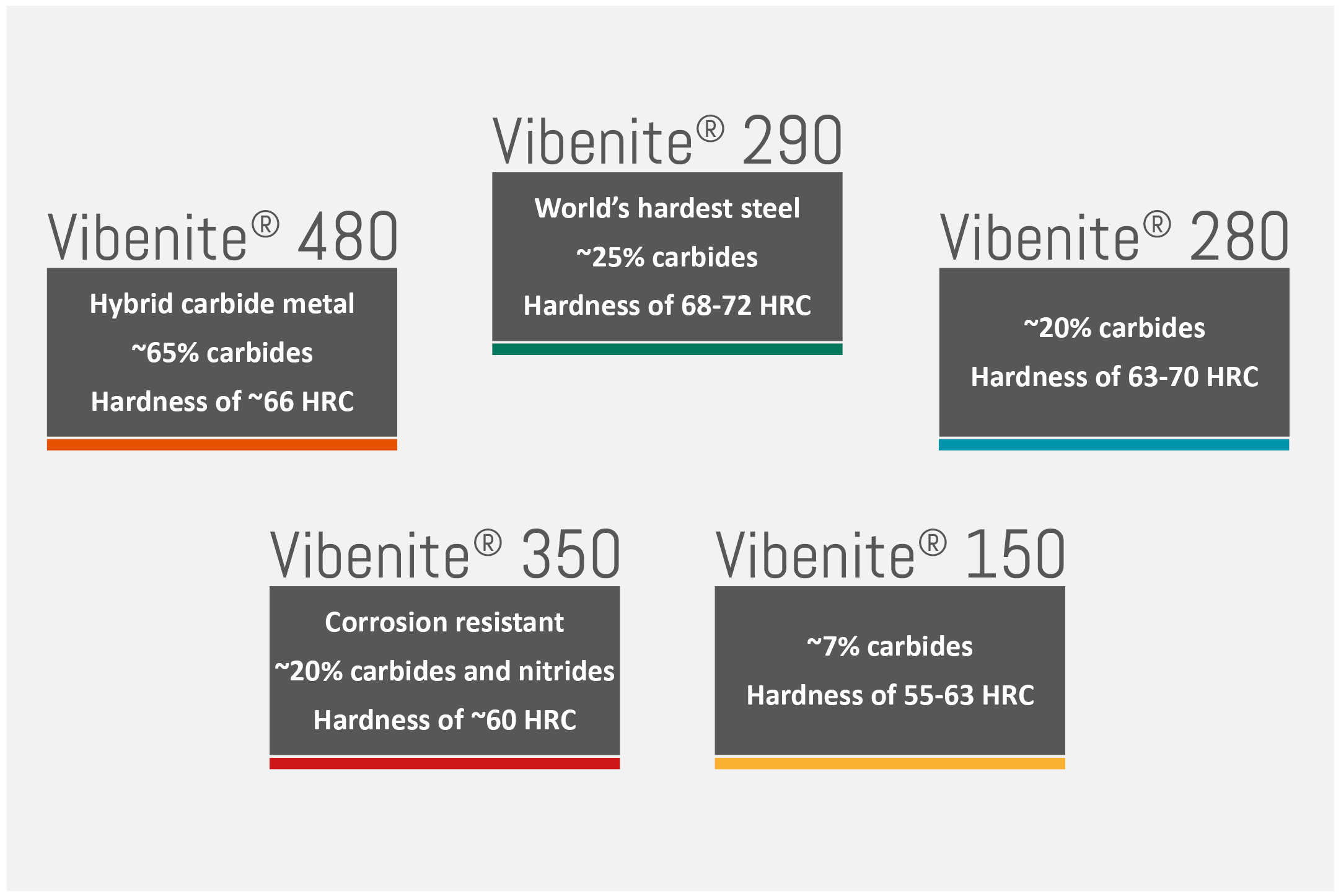
Vibenite 350
The corrosion- and wear-resistant Vibenite 350 high alloy steel is ideally suited to products such as pump impellers, where there is a requirement for both complex shapes and high performance. Its high hardness of 60 HRC (680-700 HV) and high chromium content confer good wear and corrosion properties, and it is also highly suited to high-wear applications, such as in plastic moulding tools, pumps and pump housings, bearings and valve rings.
Vibenite 150
Vibenite 150 is a multi-purpose, wear-resistant PM high alloy steel with high toughness. It has a fine-grained Fe matrix with small, well-dispersed carbides and a hardness of 58-64 HRC (600-780 HV). It works well for functional prototypes, parts difficult to machine, tool holders, cold work applications with demands on both wear resistance and toughness, plastic materials processing tools and wear parts.
Vibenite 280
Vibenite 280 is an extremely wear- and heat-resistant Powder Metallurgy material with a very high content of fine, well-dispersed carbides. It is especially suitable for cutting applications such as gear hobs (Fig. 4), shaper cutters, power skiving cutters, as well as wear parts. However, it is also excellent as a hard, heat-resistant substrate material for PVD coatings in a wide variety of applications. Its hardness is in the range of 63-70 HRC (780-1000 HV), and it has proven to increase productivity for industrial tools, for instance in automotive powertrain production.

A number of gear-cutting hobs manufactured from this patented PM high alloy steel have been running at Volvo Construction Equipment, and have been compared to standard hobs manufactured from conventional high alloy steel in real-world production. It was concluded that when the Vibenite 280 hobs are run with normal feed (cut with the same depth as the standard hobs), they last 2.2 times longer before needing regrinding. Moreover, the Vibenite 280 hobs can also be set to run with double feed (cut twice as deep) and still last two times as long as a standard hob before needing regrinding.
In a life-cycle cost analysis for 20,000 automotive gears per year, this translates to a reduction in total production cost per produced gear of 15–20%, thanks to the doubled service life of the Vibenite tool. Double cutting feed reduces costs by a further 15–20%, so the total reduced production cost per produced gear is 30–40%. Tool changes, which cause production stops and are often a source of broken tools, are consequently reduced by 50%. In addition, cycle time is improved by 100%.
Vibenite 290
In November 2017, Vibenite 290, tagged ‘the world’s hardest steel’, was launched. It contains 25% carbides and comes in the hardness range of 68-72 HRC (940-1100 HV), which means it could never be processed using conventional technologies. New levels of material performance are reached and previously ‘impossible’ components are shaped. Applications include metal cutting and other high-wear applications.
Recently, Vibenite 290 was compared with two ordinary steel grades, H400 and H500, in two abrasion tests against rock. These tests were a collaboration between VBN Components and Robit Plc., carried out at Tampere Wear Center, Tampere University, Finland. The test methods used were Crushing Pin-on-Disc Abrasion (CPOD) and a high-speed slurry pot test (also called a dry-pot test).
To simulate wear against rock, Vibenite 290 was fully hardened to approximately 72 HRC, as well as soft-annealed to 50 HRC. H400 was hardened to approximately 43 HRC and H500 to approximately 51 HRC. The chosen reference materials are common for laboratory tests. Their hardness is quite close to the hardness of drill bits, but less alloyed and with higher ductility.

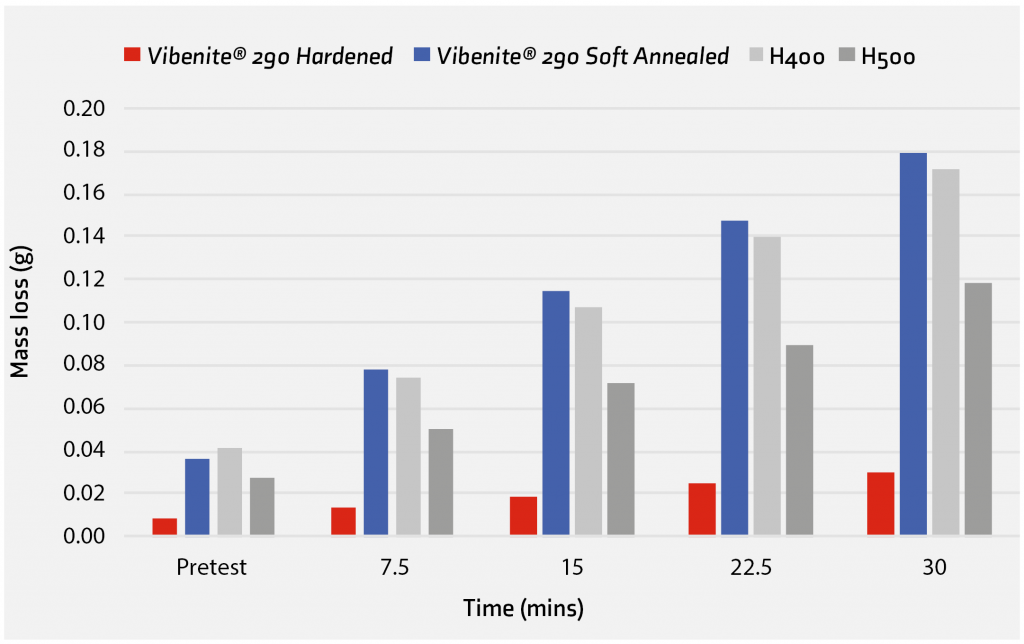
In the CPOD test, a sample was subjected to abrasion from granite gravel. The hardness ratio between the pin sample and the base plate determines if the sample is subjected to either two-body abrasion or the less wearing three-body abrasion. As the hardness ratio for fully hardened Vibenite 290 was 1.5, it was subjected to two-body abrasion. Soft annealed Vibenite 290, H400 and H500 had ratios of 1.1 – 1.15 and were subjected to three-body abrasion. Consequently, in comparison to the other samples, the wear rate for hardened Vibenite 290 is actually even lower than shown in Fig. 5. Despite being subjected to a tougher test, hardened Vibenite 290 showed only 25% of the wear rate of H500. Finnish Kuru granite was used as abrasive material in all tests.
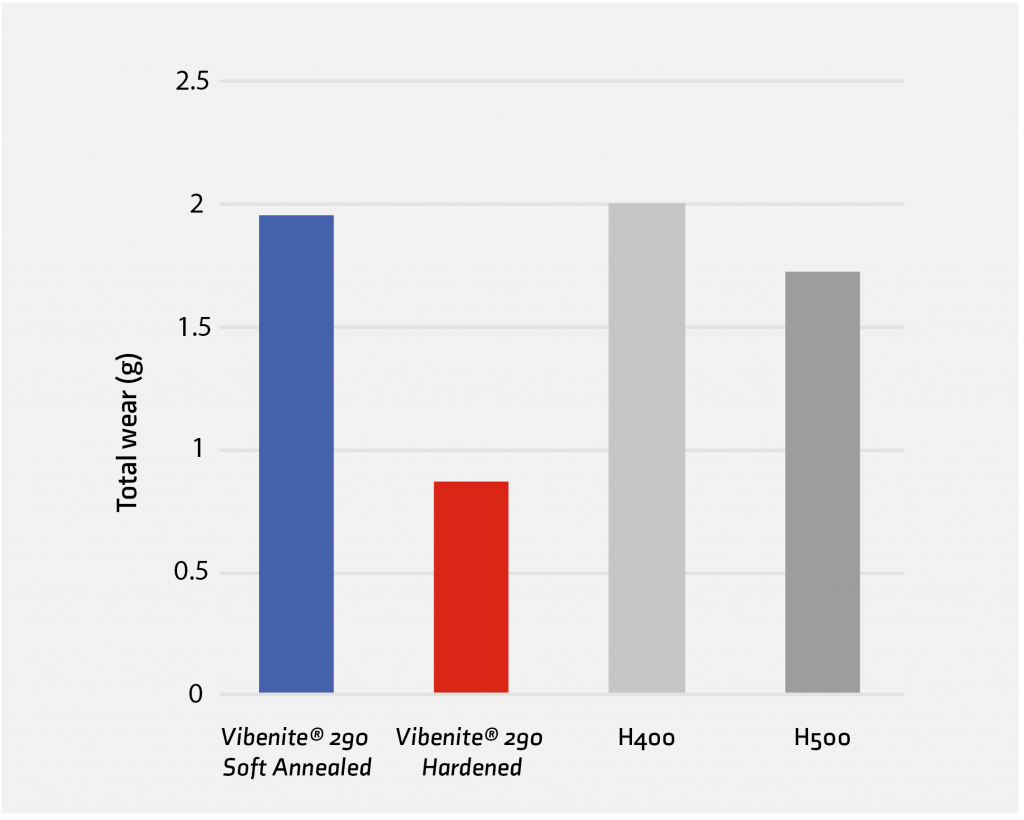
In the high-speed slurry pot test, samples of Vibenite 290 and reference materials were rotated in granite gravel. To neutralise wear discrepancies at different levels, the samples were subsequently switched. Sample edges were then measured to determine mass loss.
In the high-speed slurry pot test, Vibenite 290 in hardened condition showed only 50% of the H500 wear rate. Vibenite 290 did not show any chipping in any test – a unique property considering the high hardness of the material (Fig. 6).
A new type of cemented carbide – a hybrid carbide
In December 2018, VBN Components announced that it had developed the capability to process cemented carbides, otherwise known as hardmetals, by Additive Manufacturing. This type of material has previously been considered impossible to print because of its high carbide content. VBN had already proven that the Additive Manufacturing of high alloy steel materials with high carbide content was possible with its Vibenite 280 and 290. However, its new Vibenite 480 contains around 65% carbides and is based on a powder produced by gas atomisation. Since it combines the best of two material worlds – PM High Speed Steels and cemented carbides – Vibenite 480 is referred to as a ‘hybrid carbide’.

There is no mixing, drying, pressing or sintering needed, as in the traditional cemented carbide process. Moreover, this new type of hybrid hardmetal has a long-term heat resistance of 750°C, is corrosion resistant, and is magnetic. The material is aimed at applications where high alloy steel would normally be used, but where a switch to hardmetal could increase production efficiency and geometrical complexity. This could mean that metal cutting tools which today are manufactured by machining steel bars could be replaced by the hybrid carbide and run at faster speed, thanks to its higher heat resistance.
In addition to enabling the production of more complex shapes, Vibenite 480 is said to allow the production of much larger components in a single piece than is possible using conventional hardmetal manufacturing techniques. This adds to the number of possible usage areas and additionally offers new opportunities for the production of prototypes.
“We have learned an enormous amount on how to 3D print HSS alloys with high carbide content and we see that there’s so much more to do within this area,” stated Nilsson. “We have opened a new window of opportunity where a number of new materials can be developed.”
“It is a particular kind of satisfaction to be able to offer our new hybrid cemented carbide to customers who have been asking for this for some time now. We are starting a new era in Swedish material history,” added Beste. An application well-suited for the new hybrid carbide is, of course, rock drilling. VBN Components has already launched a collaboration with Swedish company Epiroc to test the benefits of Vibenite 480.

Awards
The new material innovations from VBN Components have raised quite a lot of attention. In 2013, the company was awarded Sweden’s most prestigious innovation prize, the SKAPA, established in honour of Alfred Nobel. More recently, it won a regional innovation award, and Germany’s business association AGS-SPD also granted VBN its innovation award. The latter was presented in Berlin by Evelyne Gebhardt, one of fourteen Vice Presidents of the European Parliament.
Recent achievements and future projects
VBN’s Customer Relations Manager, Isabelle Bodén, stated, “Ground-breaking innovations often come from small companies. Companies that exist due to invention and are driven by the will to do something better and more efficiently. VBN Components without a doubt belongs to these companies, managed by enthusiasts who believe they can succeed and who do not stop until they do. We have been able to reap the rewards of more than a decade of hard work. Among other things, a license agreement has been signed and a patent battle won,”
In late 2018, at the same time as the company was celebrating its ten-year anniversary, a multi-million euro license agreement was signed with a global engineering group. This multi-national company was one of VBN’s first clients and had reportedly followed the progress of the company, recognising that this was a one-of-a-kind opportunity. The agreement includes an exclusive license within a specific niche of high-strength component production, which is currently subject to a confidentiality agreement.
Today, this customer receives finished products, as well as R&D support, from VBN in order to tailor this new type of manufacturing to its operations. Larger production volumes will later be produced at the customer’s own premises worldwide, using VBN-installed manufacturing cells running VBN’s AM-HSS process.
At the time of the agreement, Nilsson commented, “This is an incredibly important verification that our 3D printed materials Vibenite are at top level. After considerable technical testing and analysis, the agreement has been signed and we are very much looking forward to collaborating with this global partner.”
“The agreement is a milestone in VBN’s success story,” he continued. “It is a multi-million euro deal that will grow steadily with expanding business and deliveries. The engineering group is one of the actors that started collaborating with VBN at an early stage. The license agreement is showing that our initial idea of making better materials with 3D printing, than what’s possible traditionally, is really working. The customer gets a better material, much larger product flexibility, shorter lead times and considerably lowered machining costs,” he concluded.
In 2013, an international steel producer contested VBN’s first patent regarding high purity in high-carbon content high alloy steel materials. It took five years before the dispute was finally settled, when in December 2018, at the European Patent Office in Munich, Germany, the Boards of Appeal ruled in favour of VBN Components and dismissed the request to revoke the patent. “We were, of course, very pleased to have it confirmed at the highest level that our material technology is groundbreaking and with full IP protection,” reported Beste.
New collaboration
Recently, VBN began a collaboration with a leading company within the food industry. Several development projects have been launched, and a sleeve made from Vibenite 280 for the production of cheese snacks is first in line. Reportedly, the wear of VBN’s Vibenite 280 sleeve is negligible, while the same sleeve in a traditional material is rapidly affected by wear with decreased production as a consequence. Other projects are under development and are being implemented during 2019.
Future projects
VBN Components is the only company additively manufacturing high alloy materials with high carbon content, resulting in uniquely hard and wear-resistant materials. The extremely high purity of Vibenite alloys – a result of the patented technology – gives very high fatigue resistance. Following this path, VBN will continue developing both new alloys and novel ways to process these wear-resistant materials by AM. The possibilities are vast, from ‘Vibenite Combo’, in which Vibenite is built upon other existing components, to ‘Vibenite Grado’, which is able to give different properties in different parts of the component. What is certain is that VBN Components plans on staying innovative and keeping on improving competitiveness of industrial components by giving them remarkable properties.
Contact
Isabelle Bodén
VBN Components AB
Libro Ringväg 51
SE-752 28 Uppsala
Sweden
LAST MONTH’S MOST-READ ARTICLES












