


Siemens: Digitalisation enables the industrialisation of metal Additive Manufacturing at Finspång
As one of the world’s largest industrial companies, Siemens has experienced first hand the process of taking metal AM from the R&D laboratory to the series production of critical components for its power generation business. Today, it is supporting the global industrialisation of the technology through its Siemens NX Additive Manufacturing software. In the following report the company’s Aaron Frankel and Ashley Eckhoff explain their belief that, whilst the potential of AM is massive, digitalisation will play a critical role in enabling its transition from a prototyping tool to a serial production technology. [First published in Metal AM Vol. 4 No. 3, Autumn 2018 | 20 minute read | View on Issuu | Download PDF]

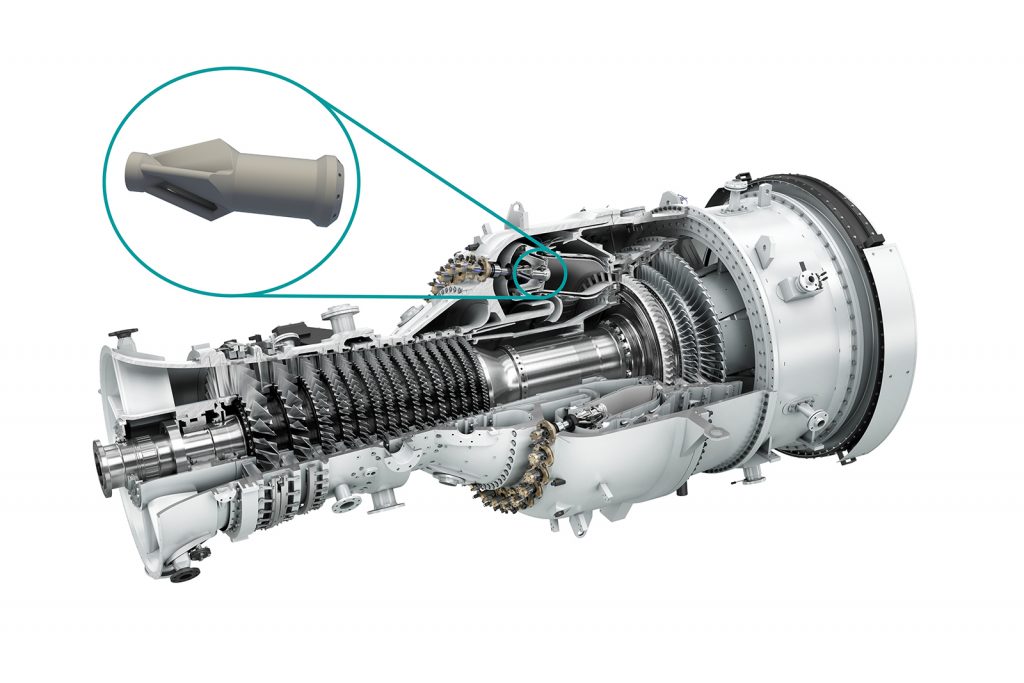
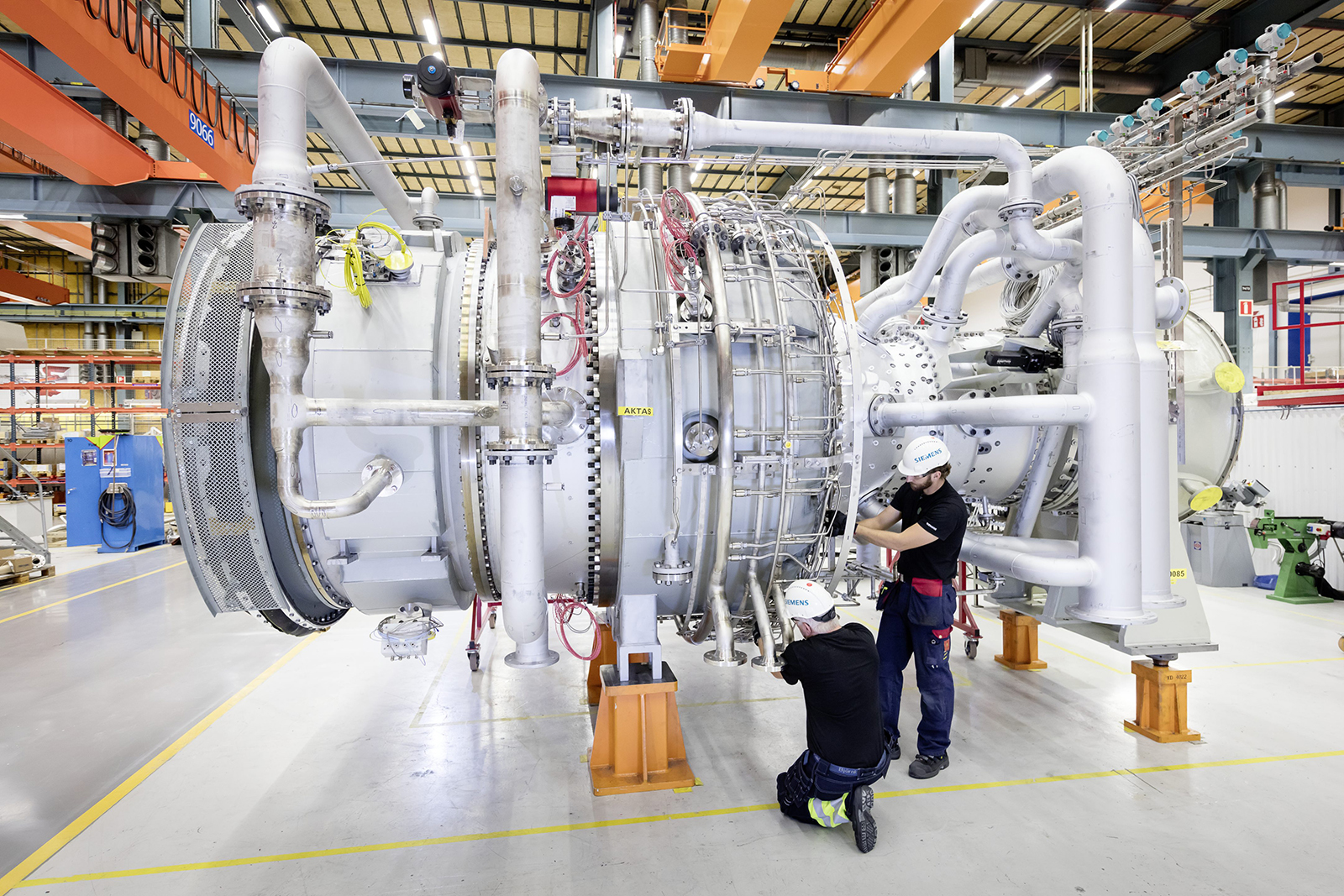
The centuries-old city of Finspång, on the banks of Skutbosjön Lake, Sweden, has been a centre of industry since the 16th century, when local factories produced cannon and cannonballs for the country’s military. In 2018, Finspång’s economy is still driven by industry, and the city is home to a number of metal processing plants and gas turbine production facilities. It is within the gas turbine industry in this small municipality, 180 km southwest of Stockholm, where the future is being additively manufactured. The major employer in this industry, and in this area, is Siemens, which manufactures gas turbines at an innovative, cutting edge production facility in the city (Fig. 1).

To understand why these innovations are occurring in Finspång today, it is important to understand the city’s history. Cannon manufacturing spanned nearly four centuries and evolved by the 1890s to become a major industry, with the last cannon being produced in Finspång in 1911. In 1913, the city entered the modern industrial age with the inception of turbine production. By 1955, the gas turbine business had begun and, by the 1980s, the resultant medium-sized gas turbines, capable of generating from fifteen to sixty megawatts, were being used in new and aftermarket applications.

The new millennium brought a rapid succession of changes to the Finspång facility. Beginning in 2008, Siemens started to explore Additive Manufacturing as a means to accelerate gas turbine innovation. As the technology’s development continued, the Finspång facility became a hub of innovation for Additive Manufacturing technology at Siemens.
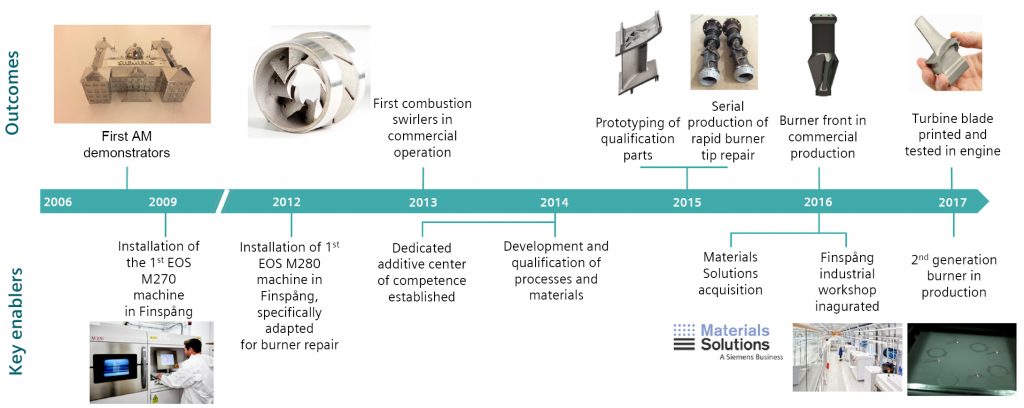
By 2009, Siemens had begun using metal AM systems from Germany’s EOS GmbH. Andreas Graichen, Group Manager for the Additive Manufacturing Centre of Competence at Finspång, stated that the team initially believed it could do everything it wanted with new designs and new materials. “This was only partly true,” he said. “The engineers quickly recognised there was much work to do if they wanted to realise AM’s full potential.” AM has, however, played a critical role since, and the company’s engineers soon discovered that this technology could be crucial in spare and new parts production.

Facility engineers knew they were on the cusp of something new in 2012, when they used AM in a new machine designed strictly for burner repair. Two years later, the Centre for Additive Manufacturing Competence Development opened, building upon previous work with the digitalisation of the technology for rapid design, manufacturing and repair. Finally, in 2016, a specialised automated AM facility was opened with eight new machines (Fig. 2).

Today, the facility houses more than 2,600 employees, fifty of whom are dedicated to Additive Manufacturing. It produces world-class, efficient and reliable gas turbines, with 95% of production being exported. “The beauty of the site’s setup is that Finspång has everything in one place that is needed for design, production, testing and aftermarket support,” stated Vladimir Navrotsky, Technology and Innovation Manager of Siemens Service Distributed Generation and Oil and Gas. The facility is a comprehensive operation that includes a design team for gas turbines, a test facility to test the engines, a state-of-the-art manufacturing facility including serial production, and a service organisation that provides feedback from the operational fleet.

The combustor burner
The combustor burner is a key element in the turbine, where the struggle for efficiency and emissions reduction is won or lost. This dynamic creates the perfect storm for change and disruption by digitalisation (Fig. 6). Developing a gas turbine can include a large number of design changes, but, because of the significant costs associated with these changes, designs are normally limited to two or three iterations. Modifying a turbine design for traditional manufacturing can require costly new castings and moulds, with long lead times using expensive raw materials. The need to minimise lead-time, costs and iterations drove the introduction of digitalisation and the use of Additive Manufacturing technology into the industrial turbine manufacturing process.
The initial years: From rapid prototyping to spare parts on-demand
Additive Manufacturing is now a standard part of the Siemens product development process, which includes prototyping, the building of components, testing and defining materials for design. “The Finspang facility is the world’s largest internal user of Siemens NX AM software solutions, with hundreds of seats.
In the beginning, engineers at the Finspång facility looked to AM for rapid prototyping, allowing for the construction of functional prototypes that could be tested and physically validated. As mentioned, building turbine components and parts using traditional methods is an extremely complicated process, with long lead times. The team saw AM as a way to shorten lead times and allow for more cost-effective part testing and verification of new designs.
At its inception, the facility worked closely with EOS for its AM equipment needs and to this day Finspång primarily uses Laser Powder Bed Fusion (LPBF) technology and EOS machines. The original machines at the facility were EOS M270s, which allowed the facility to rapidly build prototype parts for testing and validation from digital designs.
The beginnings of innovation: Burner tip repair via Additive Manufacturing
When a burner is installed in a gas turbine and runs in the field, the burner tip will erode after a certain number of hours due to the extreme heat from flame and combustion inside the turbine. The cost of new burners can be high, so this was a driver for Siemens’ efforts to repair and re-certify burners as a lower-cost alternative.
The long-standing method for repair involved first sending the burners back to Sweden. There, they were loaded into a milling machine where 120 mm of the damaged area– essentially the front section of the burner– was machined away. A new front section was then welded on, completing the refurbished burner assembly. While more cost-effective than assembling a new burner, this process was still lengthy and required several manual steps.
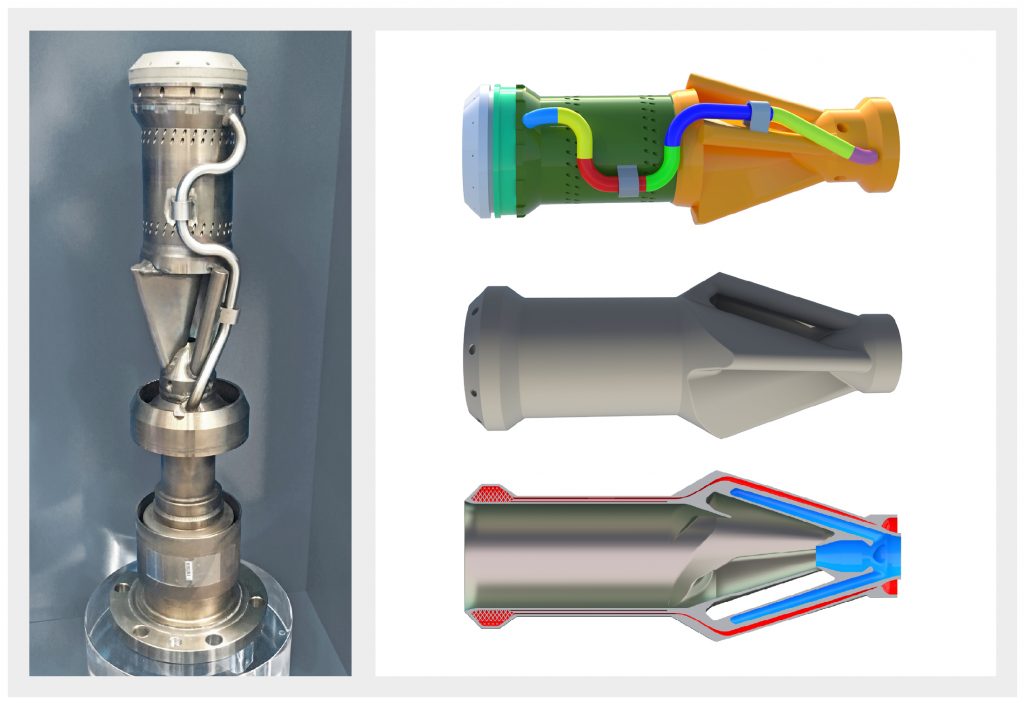
As engineers in the Finspång facility became more familiar with the possibilities of Additive Manufacturing, they wondered if AM could help them to redesign the repair process for these burners. Siemens collaborated with EOS on a process where only 20 mm of the front of the burner was machined away to provide a clean, known surface. A new front section was then additively manufactured directly onto the burner – massively reducing scrap, work and repair time (Fig. 7, left).

To make this process work, the facility worked closely with EOS to design a special version of the M280 AM machine which incorporated a unique fixture system to load and hold the burner, an optical system to orient the print, and a unique process to print a replacement tip on the front of the machined burner base.
This process has been hugely successful, according to Siemens. “We have produced thousands of repairs in this new way of replacing the tip: a fully industrial process,” Graichen said. “Moreover, we have reduced turnover time by 70%.”
The newly-designed burners were put into service in turbines across the world, but the true test was whether they would last through the required number of duty cycles. After 20,000 hours of operation, the burners were inspected and found to be in good condition, meaning that they were able to continue to run in the field without immediate repair or replacement.
Design benefits offered by AM
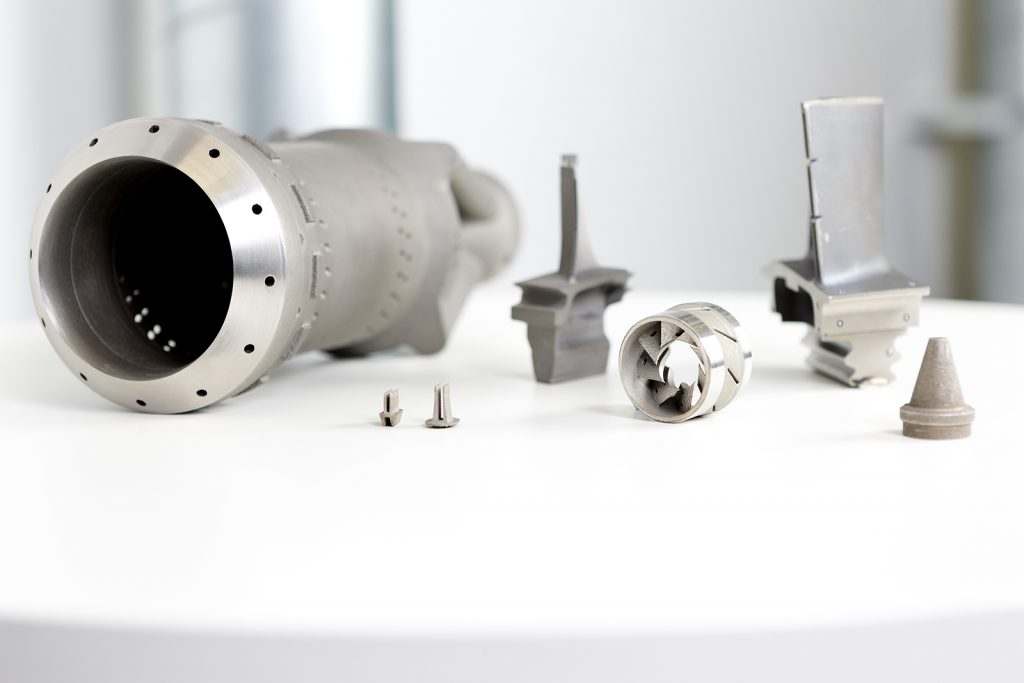
The original turbine burner head design called for thirteen individual pieces to be machined and welded together. The resulting burner was roughly 800 mm in length, and was built using a complicated manual manufacturing process.
As the Siemens team in Finspång gained knowledge about the AM process, it envisioned other uses for the technology. Engineers investigated a complete redesign of the burner head that could consolidate the thirteen individual parts into one single unit, and considered how they might incorporate special features that could only be additively manufactured.
One essential requirement of burner design is a low mass. By designing for AM, the team found that the burner walls could be made slimmer for improved temperature responsiveness, and that lattices could be introduced to make the burner stronger at a lower weight, resulting in less thermal inertia. The lattice structure inside the tip also allows for more effective cooling of the burner tip.

The AM design delivered a stronger, more agile product for the turbine’s heating and cooling cycle, enabling a less aggressive heating and cooling routine. This increases the burner’s lifetime and lessens the oxidation and crack formation which typically damage burners. The team also achieved a 22% weight reduction, and is working to further refine the design to attain a 50% weight reduction (Fig 7, right).
As the Finspång team’s knowledge of AM evolves, its ability to take advantage of the technology’s potential continues to grow. “I can compare this technology with a snowball. As you form a snowball, it gets bigger and bigger,” Navrotsky said. “There’s a positive enhancement with this ball. The same can be said about Additive Manufacturing enabling at the same time enhancement of the components’ functionality, design and manufacturing time reduction, materials reduction and component lifecycle cost improvement.”
The state of the art: Industrialising Additive Manufacturing
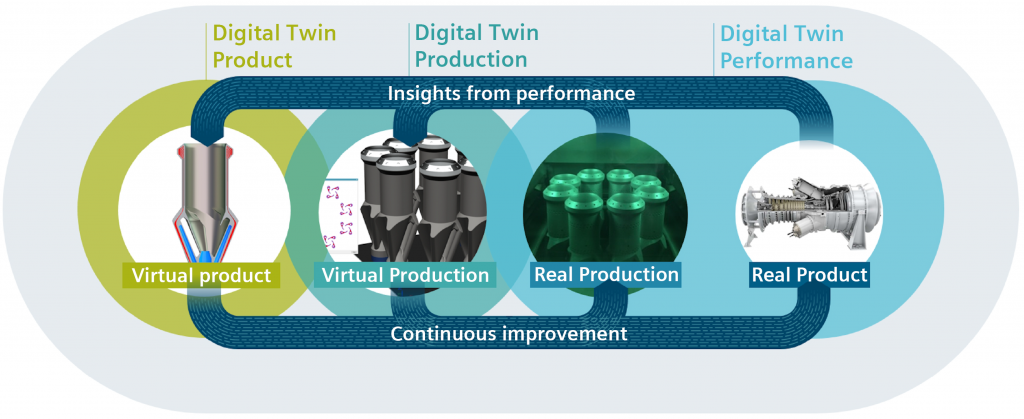
As Additive Manufacturing capabilities at the Finspång facility evolved, it became clear that true industrial production would require more than just adding new machines to boost production volume. The Siemens team quickly discovered that to repeatably produce high-quality parts required a well-defined process, with a strong software foundation. At Finspång, as the AM process moved from prototyping to repair and through production, software was key to industrialising the AM process (Fig. 8).
Software was the catalyst that allowed the team to design energy products of the future at the required volume. The use of Siemens NX Additive Manufacturing software, combined with process knowledge from years of prototyping and repairing burners, enabled the team to produce redesigned, quality burner parts at scale.
Moving from prototyping and repair to production required a large investment in new production facilities and hardware, as well as investments in the software required to run those machines and ensure that the production process adapted smoothly to the new demand. Not only were the Siemens NX CAD, CAM, and CAE solutions used in the design and manufacturing process, but Teamcenter managed the part and process data. This helped the process to expand and adjust as the facility’s needs grew.
The software’s reach extended from the initial design to shop floor management, wherein the Manufacturing Operations Management (MOM) software tracked material usage, ensuring that the right mix of new and recycled materials was used for the process at hand.
These complex software solutions were necessary to run a cost-effective, efficient operation. “At our facility in Finspång, we truly have a real digital thread all the way from upfront design to the manufacturer on the shop floor,” said Dave Madeley, Senior Strategist and Additive Manufacturing Key Expert for Siemens.
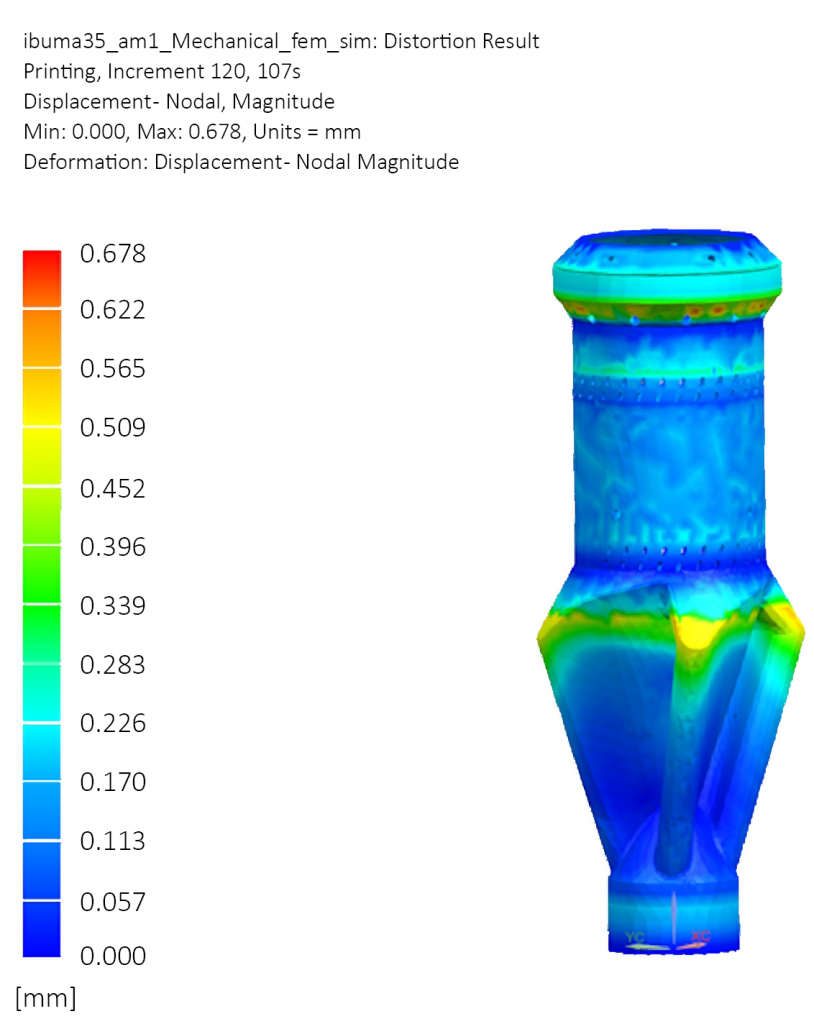
The integrated NX AM software system allowed the Finspång engineers to reimagine the burner design with an AM mindset and to produce burners with the required quality for such a demanding application. As the volume increased to meet production needs, simulation tools and shop floor execution software became lynchpins in the operation. Without the backing of a proper software solution, the evolution from prototyping to serial production would not have been possible (Fig. 10).
The adoption of AM: lessons learned
With a greater understanding of Additive Manufacturing, Siemens is more empowered to engage with other industries and customers to find solutions based on the revolutionary work at Finspång.
Collaboration was key to developing the AM process and technology to repair gas turbine burners. By removing internal barriers, collaborating through technology and developing trusted partnerships, a path was paved for innovation. Siemens believes that what was done at Finspång can help other industries to advance their Additive Manufacturing operations on an industrial scale.
“With technology as new as this, and that’s moving as quickly as it is, it makes sense to form working relationships with other companies that are near the same development stage as you,” stated Madeley. “It makes sense to form an ecosystem to connect people.”
The work at Finspång continues to prove how revolutionary AM can be. It is now a matter of taking this knowledge and experience into the design of full gas turbine components or subassemblies. The process of moving not just a manufacturing operation, but also a design organisation and shop floor operation, from prototyping to production, is an experience that Siemens believes will pay off throughout the company.
AM integration will also provide new delivery methods and solutions to companies. Siemens’ work manufacturing products at an industrial scale can help companies to better understand their machines’ ability and capacity to print, as well as to understand the knowledge required to ensure the necessary support is available wherever AM systems are operational.
There are a number of complex problems facing the industrialisation of AM. However, the technology is an important part of the fourth industrial revolution, or Industry 4.0. From a cost perspective, whether it is used as a rapid prototyping tool or as a manufacturing technology on an industrial scale, the potential benefits are monumental, and companies across the world are working to understand the role AM will play in their processes.
“The worst thing a company can do is nothing, because Additive Manufacturing and, in particular, industrial-scale Additive Manufacturing, will make organisations of all sizes more competitive,” Graichen stated. “Products will be built and manufactured faster, smarter, stronger and, in some cases, at a lower cost” (Fig 11).
Siemens’ vision for AM
The work done at Finspång and the AM software solutions offered by Siemens are just one part of a multi-stage approach to Additive Manufacturing. In 2016, Siemens purchased Materials Solutions, a world-class AM contract manufacturer based in Worcester, UK, that manufactures extremely high-quality metal components for sectors such as aerospace, power generation and motor sports.
Furthermore, Siemens divisions other than the energy and software divisions are working on projects that use Additive Manufacturing. This includes the Mobility division, the Corporate Technology research division and the Consulting division, all of which have ongoing AM projects.
Another side of this multi-faceted strategy is the recently announced Siemens’ Additive Manufacturing Network. This online network links part designers and AM production service providers together, enabling online accessibility to AM knowledge and distributed manufacturing for scaling up global industrial AM.
In the near term, the Finspång facility will continue its serial production of turbine burners while moving on to the additive production of turbine vanes and blades.
Siemens is eager to assist the industry in its transformation from prototyping into serial production. With research and multiple products having successfully been built, and many more in the pipeline, the company has the capabilities to assist customers and original equipment manufacturers in maturing this technology.
The benefits of AM are massive and digitalisation plays a critical role in ensuring success. “Without digitalisation or simulation of the process itself, you cannot industrialise on a large scale,” said Andreas Saar, Vice President of Manufacturing Engineering Solutions and AM Program Lead for Siemens PLM Software. “Advancements in digital technology, simulation of processes, feedback loops and machine learning will be the core assets to make industrialisation work.”
Visionaries at Finspång believe that Siemens’ turbines will eventually be able to connect to a diagnostic centre where spare parts can be ordered and printed on-demand. Tracking each turbine will provide critical feedback, such as running hours and weather conditions, increasing the turbines’ efficiency and longevity while reducing costs. When a gas turbine can analyse its own health and signal in advance when it needs maintenance, components can be additively manufactured to minimise downtime.
Looking to the future
Technology is rapidly evolving and soon the Additive Manufacturing machines and processes of 2018 will be improved. Graichen believes that today’s AM machines are similar to the cutting-edge technologies offered during the infancy of computing. “Some may have thought at the time that what had been achieved was enough, but to stop innovation at that point would have eliminated the natural progression of better computers, the internet and the cloud.”
Siemens’ plan to exploit this potential relies upon new technology as it aims to design a state-of-the-art production facility. Robotics, data security, artificial intelligence and analytics all have a role in the intelligent facility the company envisions. The intention is for Finspång to serve as a model facility, with industry leaders visiting to see what the next generation of industrial production will look like.
Within the context of traditional production facilities, Siemens has already reduced repair times and increased production. But the company now wants to leverage a fully-connected production facility to boost its AM capabilities. By connecting equipment to the digital chain, from design through serial production and quality control, the production process can run smoother and more efficiently, errors can be identified sooner and time-to-market decreased.
Big data analytics and machine learning make this facility a ‘learning’ facility. Production machines and printers will communicate with each other and use machine learning to capture data for later use. Components and products will be manufactured to exact specifications as build jobs take place on-demand and improvements to the process are made based on the machines’ feedback. As complexity grows and more data needs to be scrutinised, the human capacity to monitor changes becomes nearly impossible. These future machines will be able to track, open and print files while providing real-time feedback and adjusting the process ‘on the fly’.
Siemens also envisions a facility one level above the learning facility. This will be an ‘intelligent’ production facility, which brings artificial intelligence and virtual and augmented reality into play.
For example, powders and microparticles used or left over from a part build are unsafe for workers, and the labour-intensive cleaning process involves dressing in safety equipment and manually cleaning the build chamber . As machines take on more dangerous jobs, the work environment will be safer and healthier. The facility will use autonomous robotics and advanced machinery to manage the process and to do this cleaning, ensuring people on-site are not exposed to dangerous materials.
Since its initial investment in this technology, Finspång has already built a robot arm capable of extracting powder from the current M280 machines where burner repairs are performed, relieving employees of this potentially dangerous task (Fig. 12).

Along with human safety, Siemens wants to lead the way with environmental safety. As AM technology evolves, fewer resources are needed to complete production of a component. Using AM can result in reduced final product weight, power consumption and material usage. Costs and environmental impact are minimised as fewer materials are needed for production.
The vision at Finspång is to have a semi-autonomous production facility for rapid manufacturing, repair, or prototyping, with service technicians on-hand to manage the factory and capacity. In the field, remote monitoring of gas turbines, for instance, will detect problems, alerting the facility to the need for spare parts and components where they can be ordered automatically via the cloud.
This autonomous, connected factory will need systems such as in-line and off-line monitoring, robotic cleaning of AM machinery, automated 3D scanning and validation, self-healing processes and systems that can handle and react to the data created as the process executes. This vision places Siemens on the cutting edge of advancing AM.
However, in the near term, Siemens anticipates increasing the number of AM production machines in Finspång, creating spare parts on-demand, printing parts for new turbines and harnessing printing and job execution via the cloud and digital twins. Autonomy will allow sensors to monitor work as printing occurs, ensuring the right parameters are met and that the output will be of the required quality.

Looking forward: Designing and producing useful parts at scale
Moving forward often requires a look at the past. Finspång has a long history of manufacturing with metal, and this continues today with Additive Manufacturing at Siemens. This technology presents a tremendous opportunity to look back and see how current products can be improved by making them more cost-effective to produce and less expensive to the end-user. As with the gas burner, what started small as a tool for the prototyping and repair of a legacy design evolved into the consolidation of thirteen components into a single part that is now produced at scale by Additive Manufacturing. However, this is only one application and the potential for further innovation is immense. The people at Siemens are working hard to help industries across the world take advantage of this exponentially growing technology. Their ability to design and produce useful parts at scale with Additive Manufacturing is a proven example for the industry to follow.
Authors
Aaron Frankel
Senior Director Marketing
Manufacturing Engineering Software
Ashley Eckhoff
Marketing Manager
Manufacturing Engineering Software
Siemens PLM Software
5800 Granite Parkway, Suite 600
Plano, TX 75024
USA
www.siemens.com/plm/additivemanufacturing
www.siemens.com/plm/am-network
LAST MONTH’S MOST-READ ARTICLES












