


Selecting atomised aluminium alloy powders for the metal Additive Manufacturing process
As the metal Additive Manufacturing industry continues to grow at a rapid pace, aluminium and aluminium alloy powders are gaining ever more attention. Component and equipment manufacturers are deploying immense efforts in exploring advanced aluminium alloys in order to target more complex applications that demand higher mechanical performance. As they move forward, the selection and optimisation of powders is becoming increasingly important. In this article, Jessu Joys and colleagues from United States Metal Powders, Inc. (USMP), identify the most popular aluminium alloy grades for AM technology and discuss the unique properties of each powder. [First published in Metal AM Vol. 2 No. 3, Autumn 2016 | 15 minute read | View on Issuu | Download PDF]
Today a wide range of aluminium alloy powders are commercially available. However, only a small number of these are proving popular in industry, with the majority being based on cast alloys. As there are no established standards, these powder grades have been sub-categorised into several customised grades, predominantly based on particle size distribution with slight variations in chemistry. This article will review the particle size distribution, morphology, flow properties, oxide content and specific surface area of the most popular aluminium alloy grades for AM technology. It will also look at optimising particle size characteristics, a challenging task in AM due to the various processes that are used in the industry. Aluminium powder characteristics and properties of existing metal powder part manufacturing technologies, namely Powder Metallurgy (PM) and Metal Injection Moulding (MIM), will also be compared to AM technology.

Metal powders used in the AM process
In metal AM parts are typically produced from a feedstock in the form of powder or wire using a layer by layer process. Metal Additive Manufacturing is further classified into sub-categories such as Powder Bed Fusion (SLM/SLS/DMLS, EBM etc), Direct Energy Deposition, Binder Jetting and Sheet Lamination. Both Powder Bed Fusion and the Direct Energy Deposition methods use metal powder grades with a particle size distribution ranging anywhere from 10 µm to around 150 µm. Laser-based Powder Bed Fusion processes are amongst the most widely known and typically use powders in the size range from 10 µm to around 75 µm. Most of the powders that are being used in these technologies are cobalt, iron, nickel or titanium based alloys. More recently, aluminium alloy powders have surged in popularity within the light metals category.
Aluminium alloy powder production and properties
The majority of the aluminium and aluminium alloy powders that are available in the market are produced by air or inert gas atomisation [1]. The inert gas atomised aluminium alloy powders can be produced with a particle morphology that is spherical, spheroidal or nodular by varying the atomising conditions and modifying the atomisation techniques. The gases that are primarily used in inert gas atomisation are argon, helium and nitrogen. The properties of aluminium alloy powders change with variations in the atomisation process, however metal AM is more suited to powders with a spherical morphology. Spheroidal and occasionally nodular powders will also work, depending on the machine technology used, the powder flow properties and other characteristics of the powder.
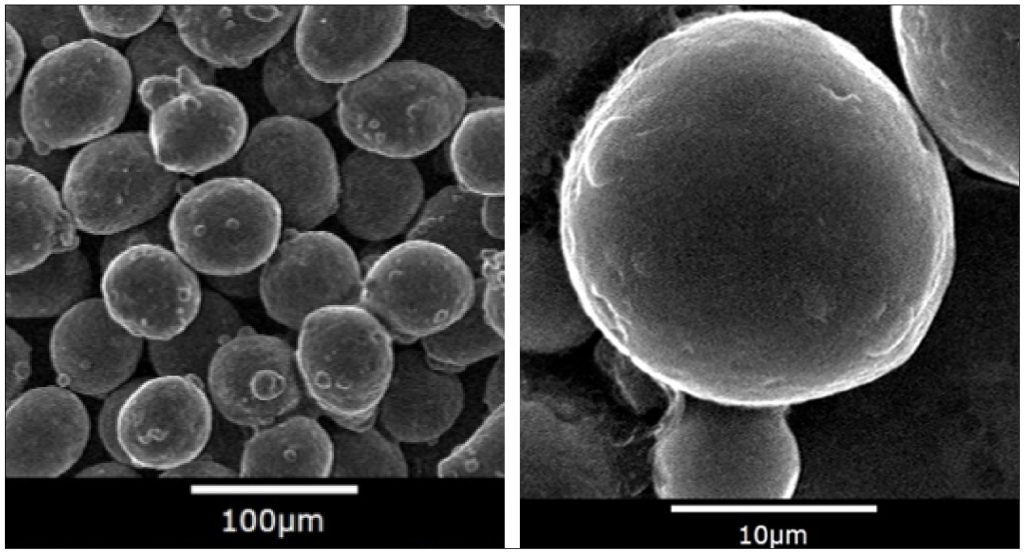
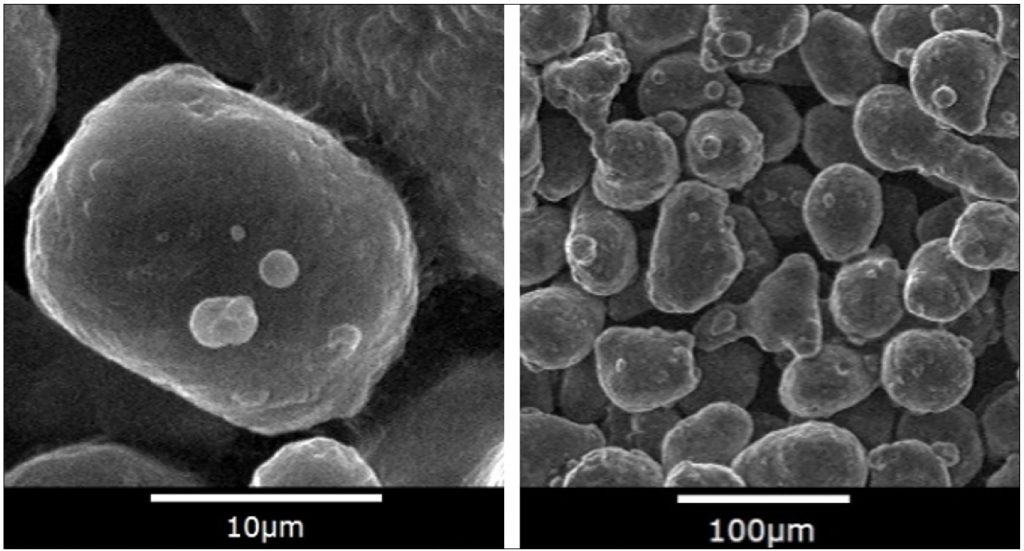
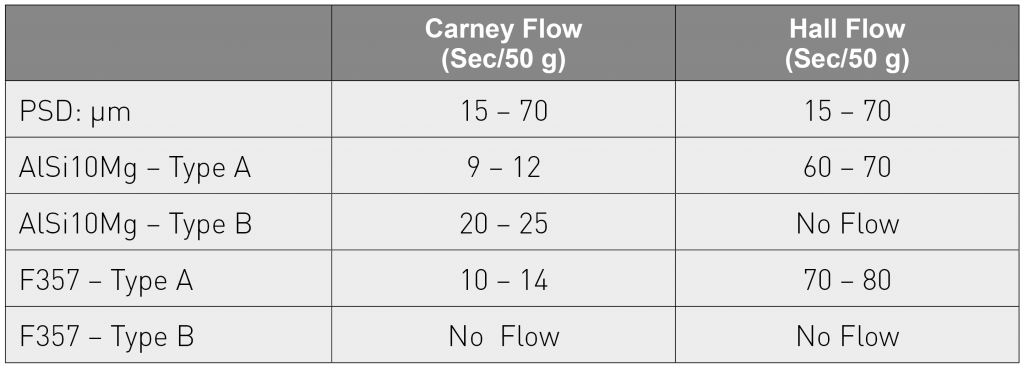
One of the most popular aluminium alloy powders in the industry is AlSi10Mg. Two grades of AlSi10Mg alloy powders with different particle morphologies are produced by USMP using proprietary inert gas atomisation technology for application in metal AM. The SEM pictures of these powders are shown in Figs. 2 and 3. Both of these powder grades are being successfully used in two types of Selective Laser Melting machines. However, the spherical powder is much easier to process because of the improved flow. The powder flow characteristics of both of these grades were measured using Hall and Carney flow methods, two established standards that are used in the metal powder industry [2]. While studying the two types of AlSi10Mg powder grades, the spherical powder that had been optimised for metal AM flowed through the Hall flow cup, but the spheroidal powder did not. However, the customer was able to successfully produce parts from both types of powder. This study demonstrated the importance of understanding the capability of the AM machine and optimising the powder properties. One of the key issues in standardising metal powder grades for the AM industry is the wide variety of technologies that are used in the industry and the proprietary nature of developing AM production methods.
Popular aluminium alloy powders used in Additive Manufacturing
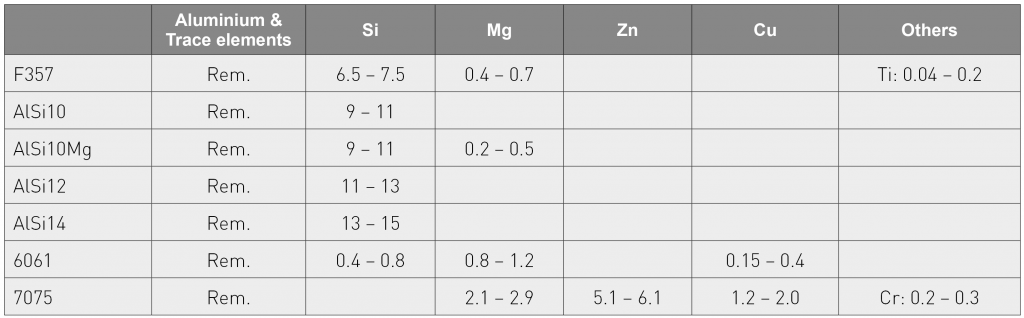
Over the past few years, the AM industry has been using several types of aluminium alloy powders and a list of the most popular alloy grades and their standard chemical compositions is given in Table 1. Most of these are silicon-based casting alloys which makes processing easier mainly because of their lower melting points.
A wide range of aluminium AM parts have been developed for a variety of applications using AlSi10Mg and today it is the most popular aluminium alloy powder grade in the metal AM industry.
The majority of the research work on aluminium Additive Manufacturing has used the low melting point casting alloys. However, several other studies have also been conducted, using wrought alloys such as 6061 and 7075. The 6000 series alloy powders have a number of outstanding properties including ductility, machinability, thermal conductivity, electrical conductivity and corrosion resistance. These properties make it one of the most popular alloys for manufacturing parts for the electrical, electronic and other industries. The 7000 series alloy powders, with a high zinc content, are known for their excellent mechanical properties and are heat treatable to achieve even higher strength.

Powder flow and particle size distribution
The shape of inert gas atomised powders can be spherical or spheroidal. The capability for processing powder grades with different flow characteristics varies for each type of AM machine, but most metal powder AM part makers prefer a free flowing powder. When it comes to measuring flow there are several standards that have been used in the Powder Metallurgy industry.
Particle size distribution is one of the most important properties and powder bed processes benefit from a uniform, selected narrow distribution of particles, without the fines (<10 µm) and coarse particles (>80 µm) from the distribution curve. The laser diffraction technique is one of the best known methods for analysing particle size distribution and this was discussed in a case study carried out by Kippax and Deffley [6]. In the metal AM industry, particle size distribution ranges vary anywhere from 10-80 µm to 20-40 µm for the laser-based technologies, whereas Electron Beam Melting (EBM) can use much larger particles in the range 40-150 µm. In a study for this report, two types of AlSi10Mg alloy powder grades, with the same chemistry, were produced by USMP via inert gas atomisation. The particle size distribution and flow characteristics of these AlSi10Mg alloy powder samples are shown in Table 2. The major difference between the Type A and Type B grades are in relation to particle morphology, where Type A alloy powder grades have more spherical particles compared to Type B. Type A grades were atomised to have the most spherical shape and were classified very closely to have the optimum powder flow characteristics. Even with poor flow, the Type B grade of AlSi10Mg has been successfully used in the AM industry and this makes it very difficult to determine the minimum required flow properties of powder for AM. The American Society for Testing and Materials (ASTM) is working on a new test method (ASTM WK55610) for characterisation of powder flow properties for AM applications and this will hopefully address the concerns surrounding powder flow test methods designed for metal AM powders. Some standards have been published for use in the AM industry, but there is still a dearth of known standards for aluminium.
Recycling of the powder from AM processes is extremely important. This is because of the difficulty in handling the aluminium alloy powder and ensuring that the recycled powder is not segregated. A uniformly blended alloy powder with a narrow distribution of particles will always be helpful in minimising the segregation.

Specific surface area and surface roughness
As metal AM shifts its focus from prototyping to manufacturing, powder properties will play an ever more important role. Creating aluminium alloy powder grades for the AM industry with standard chemistries may be easier to achieve, but the particle size distribution of the powder needs to be tailored to the component manufacturing method.
Specific surface area will also become an important parameter, since it is related to the shape of the particles. The specific surface area of aluminium powders is determined by the size distribution and the morphology and is measured by a gas adsorption method based on Brunauer-Emmett-Teller theory (BET) (Fig. 4).

Most parts produced by powder bed processes lack good surface finish and, in some cases, a secondary process is required to obtain an improved result. AM machine manufacturers and part producers are continuing to improve the surface finish and a uniform and narrow distribution of powder will be one of the factors in addressing this.
Other metal powder based part manufacturing processes: PM and MIM
It is beneficial to compare other existing technologies which use similar metal powder to AM. Powder Metallurgy and Metal Injection Moulding are two examples of other processes used to make near net shape parts. PM is primarily the process of making parts via the press and sinter route and many millions of aluminium automotive parts have been produced via this method. The MIM process starts with a feedstock made by mixing metal powders with a thermoplastic binder and then injection moulding the parts, removing the binder and sintering the parts in a controlled atmosphere to make the final parts. MIM is defined as a relatively fast process to make large numbers of complex shaped parts and aluminium MIM is a relatively new process within this category. A table showing the three processing routes and the typical properties of the aluminium alloy powders used is shown in Table 3.
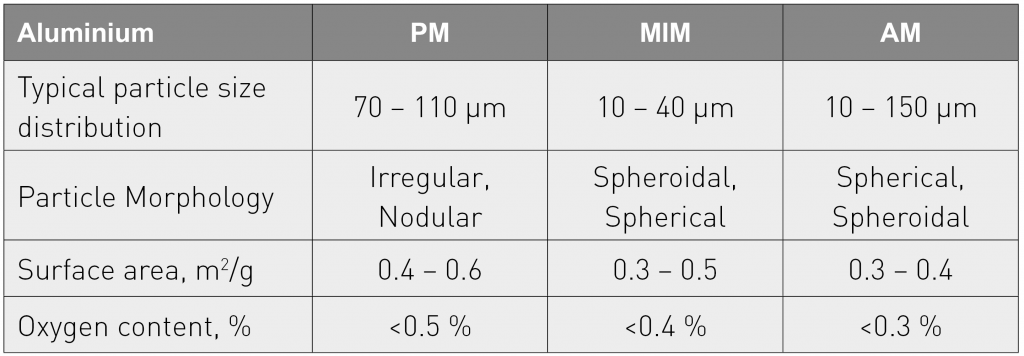
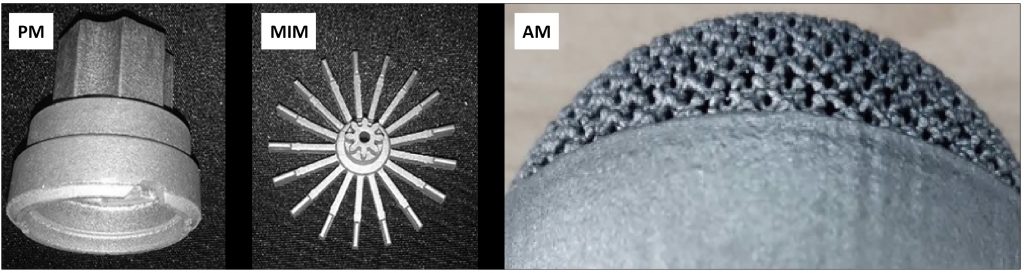
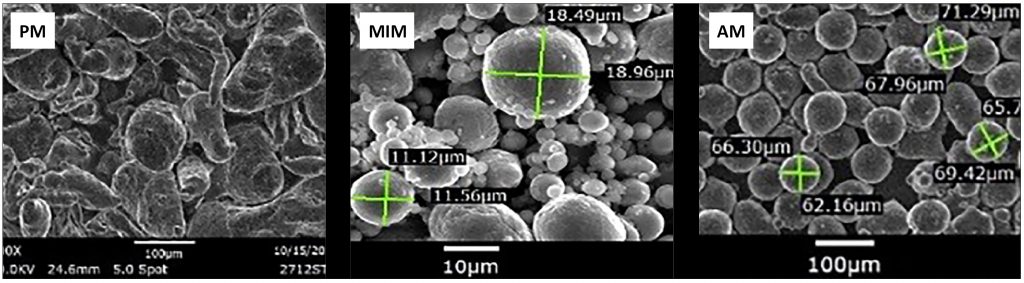
One of the major challenges in the processing aluminium powder is the surface oxide coating on the powder. The surface oxide coating of aluminium powder is typically around 4 nm or higher in thickness and is a major obstruction in liquid phase sintering [4]. In PM and MIM technologies, the presence of magnesium in small percentages helps to break up the oxide layer and aids the achievement of a better sintering process. The growth in automotive parts produced via aluminium PM technology is primarily attributed to the demand for lighter vehicles in order to improve fuel efficiency. Aluminium PM powder grades are prepared by blending elemental powders or via the master-alloy route. However, the segregation of powder is one of the challenges, which has always been present from the powder blending process through to discharge into the compacting press. In the PM process, high purity nitrogen is the most commonly preferred atmosphere in the sintering process. Sample parts produced by PM, MIM and AM are shown in Fig. 5. The PM part is an as-sintered part produced using the high strength PM grade powder AMB 2712. The MIM part was prepared by Ryer Inc., using its proprietary aluminium feedstock prepared from MIM 6061 alloy powder [5] and the AM part was produced from an AM AlSi10Mg alloy powder. SEM photographs of the powders used in each technology are shown in Fig. 6. While PM uses irregular powder particles, MIM and AM technologies prefer a spheroidal or spherical particle morphology. All powder grades were manufactured by United States Metal Powders, Inc.
Examples of the microstructures of the aluminium-based materials using PM, MIM and AM technologies are shown in Fig. 7. The microstructure of the as-sintered aluminium PM part shows some porosity while the MIM and AM show a much better microstructures. Whilst comparing the three processes, a nitrogen atmosphere is essential for all three technologies. The importance of nitrogen has been explained by Schaffer [7]. Both aluminium PM and MIM processes uses high purity nitrogen with a dew point around -600°C and this improves the sintered properties of the parts.

Aluminium PM has the advantage of making relatively large parts in the range 50 to 500 g, while MIM can produce complex-shaped parts ranging from micro-MIM parts to 100 g in size or larger. As metal AM production speeds improve it could surpass both of these technologies, thus creating a solution for making any type of part regardless of size and shape.

Conclusion
Metal Additive Manufacturing certainly brings numerous advantages that are revolutionising industrial component design. The widely discussed AM fuel nozzle produced by GE, for example, demonstrated the capability of AM technology to make a complex part that was previously produced by combining as many as twenty different components. However, secondary processing such as Hot Isostatic Pressing (HIP) is often required to achieve improved mechanical properties.
In the lightweight category, aluminium carries an advantage over titanium when it comes to both availability and lower handling risks. It is also much more economical where lower strength properties are applicable. The necessity for spherical particles is unavoidable and inert gas atomisation is the cost-effective option compared to the alternative spheroidisation technologies.
Whilst the capability of metal AM production equipment continues to evolve, the optimisation of powder properties will also make a significant contribution to the development of the technology. Exploring blended or bonded powder options may, for example, be interesting in order to offer the greatest flexibility for materials with unique chemical compositions.
As metal AM expands as an industry, the flexibility of being able to select the powder that best fits the manufacturing technology is also evolving. To meet these needs the powder producer will have to ensure delivery of high quality powder with consistent properties. Producers will also have to increase their ability to deliver a narrow particle size distribution, with spherical shape, smooth surface, improved flowability and lower oxygen/oxide content.
As an increased number of custom alloy powder grades evolve for the aerospace industry the quality requirements, as well as the required powder characteristics, will increase. Powder optimisation will become increasingly important and a closer relationship between the equipment manufacturer, the powder producer and the customer will be vital. The speed of metal AM is increasing and, as this leads to a high volume production option, the aluminium metal powder industry will continue to grow.
Authors
Jessu Joys, Rhonda Kasler and Louise Ramsey Thomas
United States Metal Powders, Inc
408 US Highway 202
Flemington
New Jersey 08822
USA
[email protected]
References
[1] “Production of Aluminum and Aluminum-Alloy Powder”, ASM Handbook Volume 7, Powder Metallurgy [2015], pp 569-577
[2] “Determination of Flow Rate of Free-Flowing Metal Powders using the Hall Apparatus”, MPIF Standard Test Methods [2016], pp 17-20
[3] L. Frick, “Aluminum-powder DMLS-printed part finishes race first”, Machine Design, March 3, 2014
[4] R. German, “Liquid Phase Sintering”, Powder Metallurgy Science, Second Edition [1994], pp 374-375
[5] J. Joys, R.Kasler, C.Ramsey, “Aluminium MIM: New advanced powders and feedstocks achieve higher densities”, Powder Injection Moulding International, Vol. 8 No.2, June 2014, pp 75-79.
[6] R. Deffley, P. Kippax, “Size and shape optimization of metal powders for Additive Manufacturing”, Metal Additive Manufacturing, Autumn/Fall 2015, pp 75-78
[7] G.B. Schaffer, B.J.Hall, S.J. Bonner, S.H. Huo and T.B. Sercombe, “Effect of the Atmosphere and the Role of Pore Filling on the Sintering of Aluminum”, Acta Materialia Volume 54, 2006, pp 131-138

LAST MONTH’S MOST-READ ARTICLES












