


Metal powder characterisation for Additive Manufacturing: Beyond state-of-the-art standards
The control of powder feedstock characteristics is essential in metal Additive Manufacturing in order to guarantee the quality of built parts and reduce production costs. However, powder behaviour is influenced by a large number of particle properties, along with environmental conditions which can modify these properties. In the following article, Granutools’ Dr Aurélien Neveu reviews some of the current standards applicable to powder feedstock characterisation, and highlights how to make such procedures more robust, repeatable and meaningful for end-users with regards to real AM powders and process conditions. [First published in Metal AM Vol. 7 No. 3, Autumn 2021 | 25 minute read | View on Issuu | Download PDF]

Much important work in defining standardised procedures for metal AM has been carried out over the last decade. In particular, recent technical specifications for powder feedstock characterisation have been published in ISO/ASTM 52907. The document provides technical recommendations on performing characterisation tests ranging from microscopic to macroscopic particle properties.
The current state of the art in standards relies on well-established methods allowing manufacturers to independently evaluate either the intrinsic properties of the particles (e.g., particle size distribution (PSD), morphology, chemical composition) or the macroscopic manifestation of these properties (e.g., flowability, packing dynamics). Despite the fact that the information gathered from these methods relies on the same underlying mechanisms, the results obtained are strongly dependent on the measurement configuration and conditions. Moreover, the large number of methods described in ISO/ASTM 52907 prevents the standard from providing comprehensive and universally applicable procedures to Additive Manufacturing end-users.

This situation highlights a need to identify the relevant parameters to be used in metal powder characterisation for Additive Manufacturing. More specifically, the link between powder properties and their relation to the powder’s performance in the AM process is still lacking. Therefore, improvements to the current standards are required based on state-of-the-art characterisation methods and their recent outcomes. In the following article, we shed light on the importance of some key parameters for AM powders and propose procedures to characterise these parameters in a clear, repeatable and robust way.
Importance of powder flowability
Powder flowability is defined in the ISO/ASTM 52907 as the “capability of a powder to displace powder particles with respect to each other, or relative to another surface, under the effect of one or more motive forces.” By definition, flowability is then influenced by numerous properties. Regarding the particles themselves, PSD will drastically influence powder flowing behaviour, as the presence of fines tends to increase the global cohesiveness. Surface roughness and the morphology (e.g., sphericity, shape ratio, etc) will, in turn, play a key role in the interparticle friction forces, and impact flowability.

Regarding the properties of bulk powders, environmental conditions such as temperature and humidity will also affect flowability. Indeed, the relative humidity to which the powder is exposed during storage, handling, and processing modifies its moisture content; increasing humidity will lead to an increase in cohesive interactions between the particles due to the presence of capillary bridges. The extreme opposite scenario (very dry conditions) will eventually lead to a similar situation of increased cohesive forces, but, this time, due to the generation of electrostatic charges (not discussed in this article).
Numerous methods exist to evaluate the flowability of metal powders under different configurations. The funnel flow methods are generally a good first approach to assess powder flow properties. These methods involve determining the mass flow rate achieved when a certain amount of powder flows through an aperture. Among the most common methods are the Hall flow (ISO 4490 or ASTM B213) and the Carney flow (ASTM B964). However, the geometry of funnel flow methods limits the interpretations one can make with respect to real process conditions.
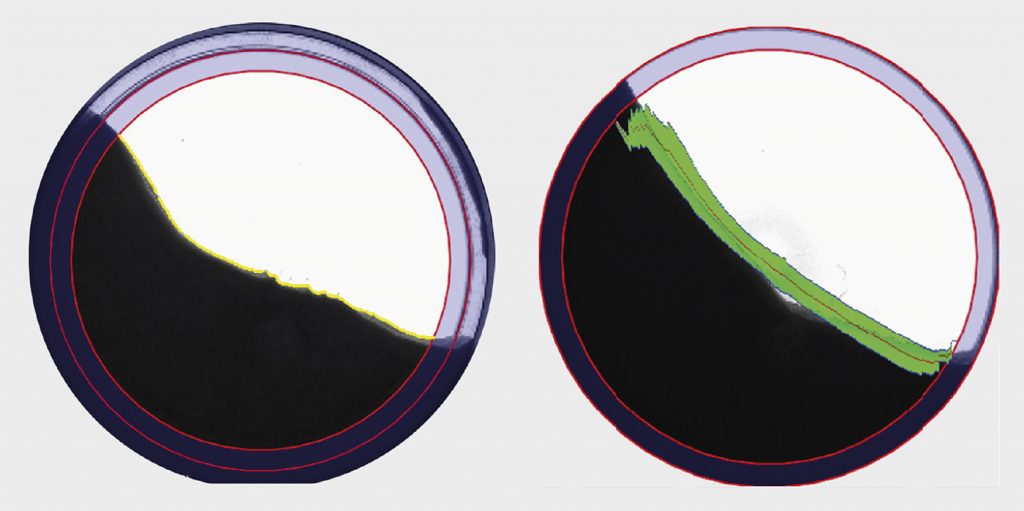
Going further in understanding of powder flow properties, tapped density analysis evaluates the ability of a powder to increase its bulk density when submitted to vertical taps (ISO 3953 or ASTM B527). Over the last decades, flow properties inside a rotating drum, such as the GranuDrum (Figs. 2, 3), are gaining more and more interest in metal AM powder characterisation, especially thanks to the information one can obtain on the rheological behaviour of the powder.
Going forward: spreadability assessment
Despite the methods described above, flowability is considered as a primary factor in the evaluation of the powder’s ability to be conveyed through the different parts of the system (hopper, feeder, conveying pipes). The applicability of flowability to evaluate the global performance of AM powders regarding the quality of the built parts (absence of defects, mechanical strength) is rather limited. In Powder Bed Fusion (PBF), the requirements are based on the layer characteristics (i.e., spatial homogeneity, density, porosity), which depends mainly on powder spreading behaviour. Therefore, a question arises: is flowability a relevant property to assess spreadability?
The spreadability of a metal powder can be understood as its ability to produce spatially homogeneous layers during the recoating process. Deviations in layer smoothness and flatness will lead to defects in the parts. Such deviations have to be avoided. The spreadability terminology may also include the density homogeneity across the layer, as well as between successive layers, which is also an important factor to control the mechanical properties of built parts. The spreadability of a metal powder in a specific device is the result of interactions between the powder properties and the recoater configuration. It is commonly assumed that a powder with good flowability will exhibit good spreadability, justifying the choice of flowability as the main index to predict spreadability. However, it now becomes evident that flowability, as evaluated by the standard methods measured above, is not sufficient to explain the spreadability issues observed in production.

The recoating parameters – like recoater design (single blade, roller), recoater speed and layer – also influence the spreadability of the powder. Spreadability is thus a multi-parameter problem. It is dependent on powder properties, machine configuration, and a complex interplay between the two. Assessing all these parameters is very challenging, and is subject to ongoing research. Some attempts are being made to provide spreadability benchmark tests based on small-scale instrumented recoating devices. Despite being interesting for fundamental research purposes, the applicability of these tests for quality control in production facilities is uncertain. On the other hand, powder characterisation can be performed easily, without requiring complex methodology, and is therefore more suitable for this purpose.
Several questions also arise when it comes to the use of recycled AM powders. Powder recycling is a very common way in which manufacturers can reduce production costs. However, recycled powder properties are modified due to loss of fines and alteration of the chemical properties of the material. Standards should, thus, provide a methodology to characterise recycled AM powders properly and evaluate drifts in their properties during the recycling process.
Granutools as an actor in standardisation
Moving toward a better comprehension of the relationship between metal powder characteristics and their spreadability requires updated characterisation methods that provide deeper insights into powder properties. To this aim, Granutools has developed improved methods to overcome the limitations of existing methods and provide new deeper insights.
Rotating drum method
The GranuDrum provides a new measure to evaluate metal powder cohesiveness. The cohesive index was developed based on the observation that the temporal fluctuations of the powder/air interface of the powder flowing in a rotating drum are strongly linked to the strength of the cohesive interactions between the particles [1].
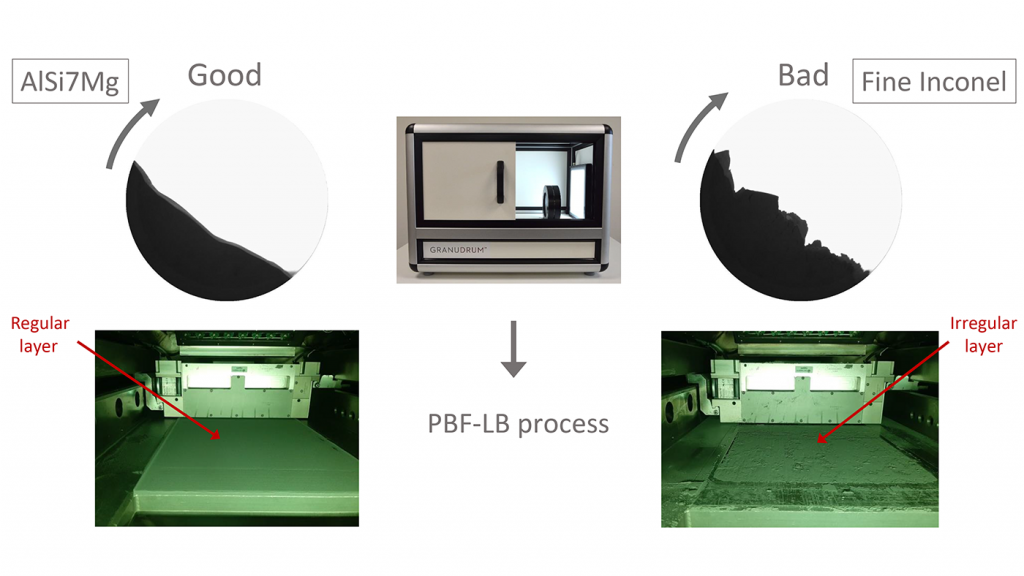
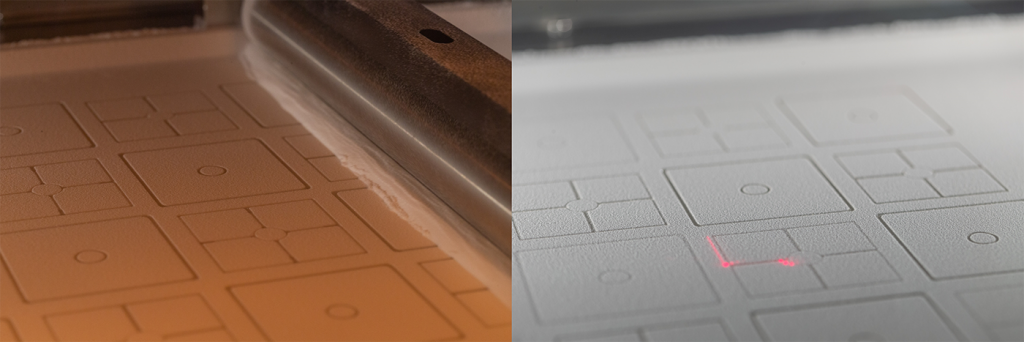
The global cohesiveness of a powder is the direct manifestation of these cohesive interactions, and is expected to be correlated to the spreadability of the powder. Recent studies have been performed in order to evaluate the suitability of the cohesive index as a predictive measure of powder spreadability. In particular, a direct correlation has been observed between the cohesive index evaluated with the GranuDrum and the spatial homogeneity of the recoated layers optically measured in a Laser Beam PBF (PBF-LB) AM machine (see Figs. 4 and 5) [2, 3].
Silo flow method
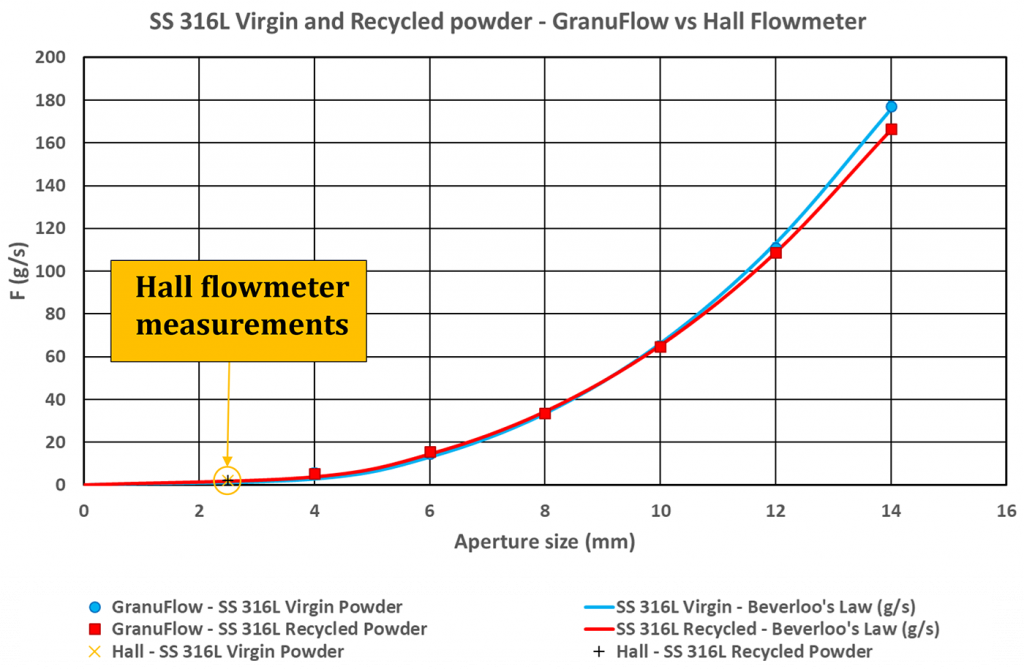
Funnel flows are very common for metal powder characterisation. However, this method suffers from a major drawback: if the powder does not flow through the unique aperture size, it cannot be investigated. A major improvement of the standard flow meters is proposed by the GranuFlow, which allows the investigation of different aperture sizes, giving access to a mass flow versus aperture size curve (Fig. 6). This opens up new possibilities to easily evaluate the flowability of powders that are unable to flow through standard Hall and Carney funnels.
If one aims to differentiate very small differences in flowability between different AM powders (e.g., recycling effects, or batch-to-batch differentiation), a more sensitive method can be used: the tapped density analysis.
Tapped density analysis
Tapped density is a very popular measurement for metal powder characterisation because of the simplicity and rapidity of the measurement. The ability of a powder sample to pack under taps hints at its powder cohesiveness, which can be linked to its flowability. Powders can, thus, easily be classified for quality control and process optimisation. Apparent and tapped density measurement methodologies are well standardised (ISO 3953 or ASTM B527). However, although widely used, these procedures are based on old instrumental setups and procedures, resulting in a lack of accuracy and repeatability.

In addition, powder recycling and modification of the surface state (i.e., oxidated layer) can lead to small drifts in powder properties, which these methods are unable to track. More accurate and repeatable characterisation methods are thus required to develop and improve powder feedstock production, storage, and processing protocols.
With this in mind, an improved tapped density measurement device, the GranuPack (Fig. 7), has been developed by Granutools based on the more recent fundamental research results [4, 5, 6, 7].
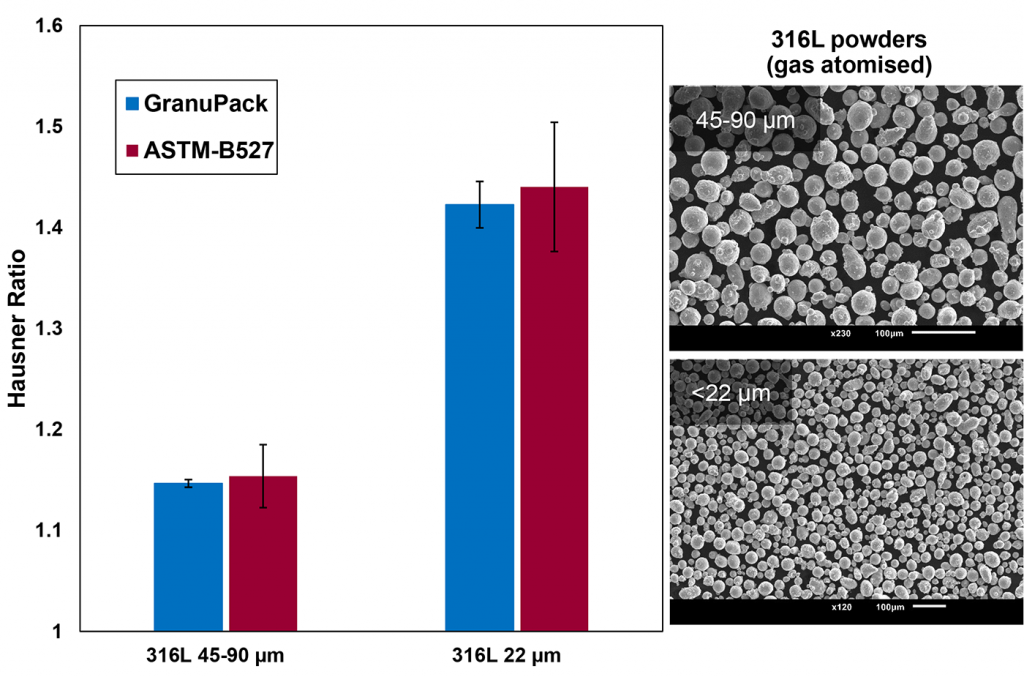
A specifically designed initialisation protocol guarantees low operator dependency, while the automated powder volume measurement provides an accurate evaluation of the bulk density after each tap. Fig. 8 presents comparative results of the current ASTM B527 standard versus the GranuPack method. The improved reproducibility of the GranuPack method is clearly evidenced by the smaller error bars, obtained from three independent measurements.
Here again, Granutools aims to drastically improve the measurement reproducibility by removing any user dependency with an improved initialisation protocol and the ability to precisely measure the powder height with an inductive sensor, instead of the ASTM B527 naked-eye reading.
Besides these improvements, Granutools instruments go beyond the classical measurements. For instance, a GranuPack user has access to the so-called Hausner ratio and Carr index of AM powders, but also to the full packing curve, allowing them to investigate the dynamics of the packing. Such information is of primary importance to predict the layer density and homogeneity during recoating. Therefore, the GranuPack provides a modern and updated version of standardised tapped density procedures.
Conclusion
Despite the existence of numerous standard procedures for the characterisation of AM powders, there is a clear need to set more applicable, standardised tests with easily interpretable results for AM end-users, whether this be for quality control, R&D or production. Existing procedures suffer from several drawbacks, such as the variability of results due to measurement conditions (humidity, temperature), operator dependence, and a lack of correlation with real process parameters.
Some current standards are even unable to provide a proper differentiation of the actual AM powders. With this in mind, Granutools acts to propose improved test methods and innovative instruments to tackle aforementioned issues. With its strong expertise in the field of powders and granular materials, Granutools acts towards a clearer and better standardisation of AM powders.
Granutools brings to the market leading-edge instruments and innovative solutions in regards to the AM sector’s needs and applications. The workflow presented in this paper (GranuFlow, GranuDrum, and GranuPack) allows end-users to characterise AM powders with improved test procedures (silo flow, tapped density, spreadability), and provide correlation with real AM processes.
Author
Aurélien Neveu, PhD
Particle Scientist
Granutools
Contact
Stéphane Caubergh, PhD
Sales Manager
Granutools
Tel: +32 470 964 703
References
[1] Lumay G., Boschini F., Traina K., Bontempi S., Remy J.-C., Cloots R., Vandewalle N., Measuring the flowing properties of powders and grains, Powder Technology 224 (2012) pp. 19–27
[2] Yablokova G., Speirs M., Van Humbeeck J., Kruth J.-P., Schrooten J., Cloots R., Boschini F., Lumay G., Luyten J., Rheological behavior of β-Ti and NiTi powders produced by atomization for SLM production of open porous orthopedic implants, Powder Technology 283 (2015) pp. 199–209
[3] Neveu A., Francqui F., Lumay G., How to relate the spreadability of powder to the layer homogeneity in powder bed fusion Additive Manufacturing? A correlation between cohesion assessments and in situ printer measurements, ASTM International Conference on Additive Manufacturing (ASTM ICAM 2020), STP1637
[4] Lumay G. and Vandewalle N., Compaction of anisotropic granular materials: Experiments and simulations, Physical Review E 70, 051314 (2004)
[5] Lumay G., Dorbolo S., Vandewalle N., Compaction dynamics of a magnetized powder, PHYSICAL REVIEW E 80, 041302 (2009)
[6] Fiscina J. E., Lumay G., Ludewig F., Vandewalle N., Compaction Dynamics of Wet Granular Assemblies, PRL 105, 048001 (2010).
[7] Traina K., Cloots R., Bontempi S., Lumay G., Vandewalle N., Boschini F., Flow abilities of powders and granular materials evidenced from dynamical tap density measurement, Powder Technology 235 (2013) pp. 842–852.

LAST MONTH’S MOST-READ ARTICLES












