


Metal Additive Manufacturing and the new Space Race: The inside track with Launcher and AMCM
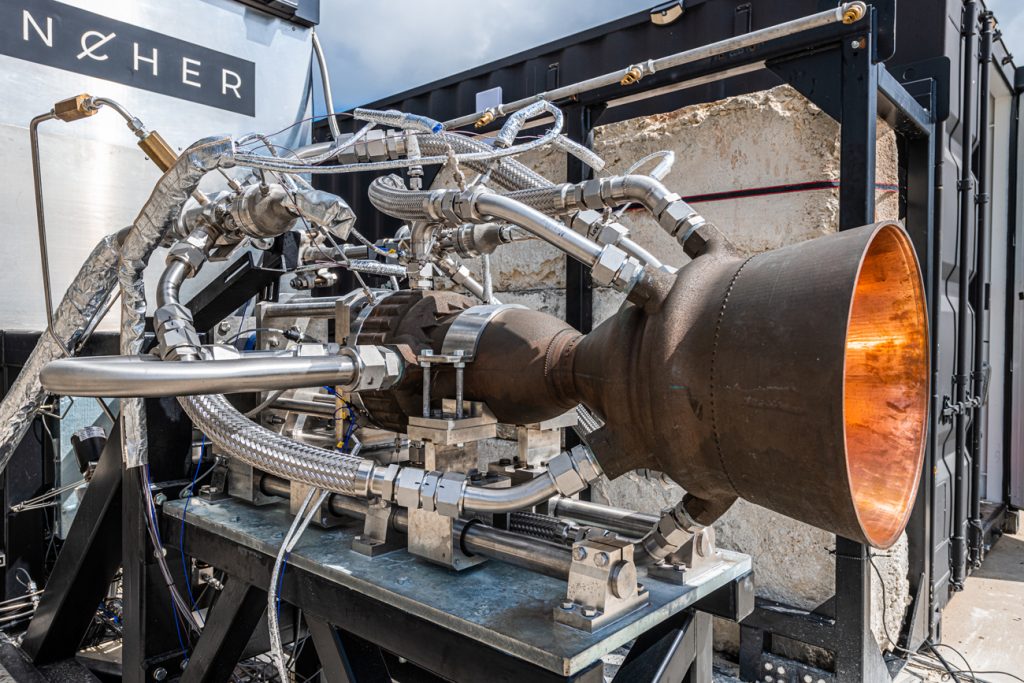
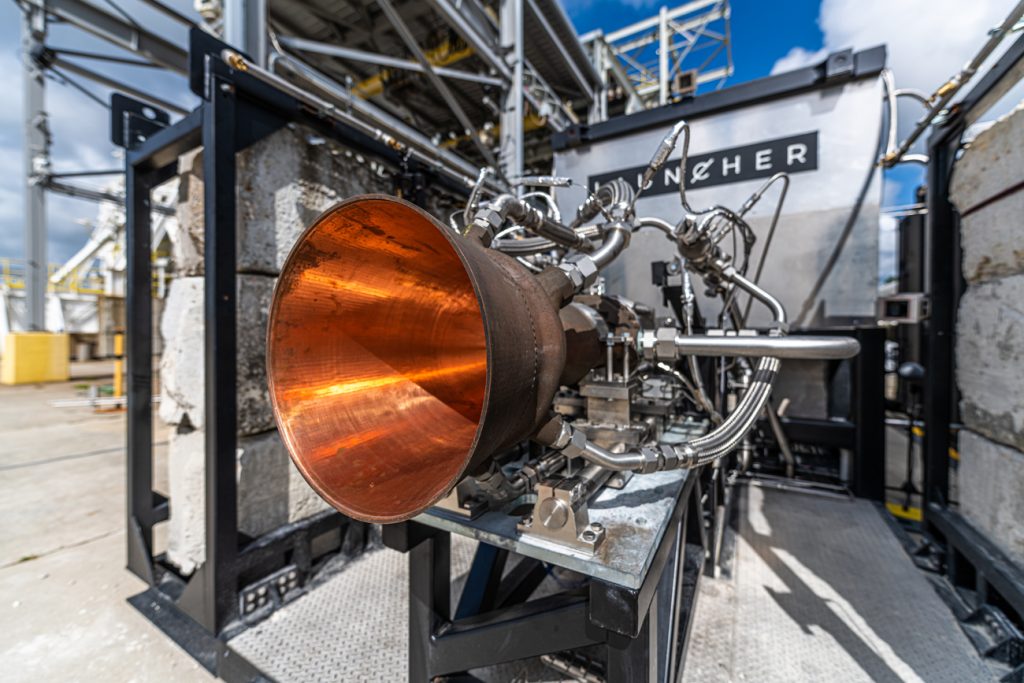
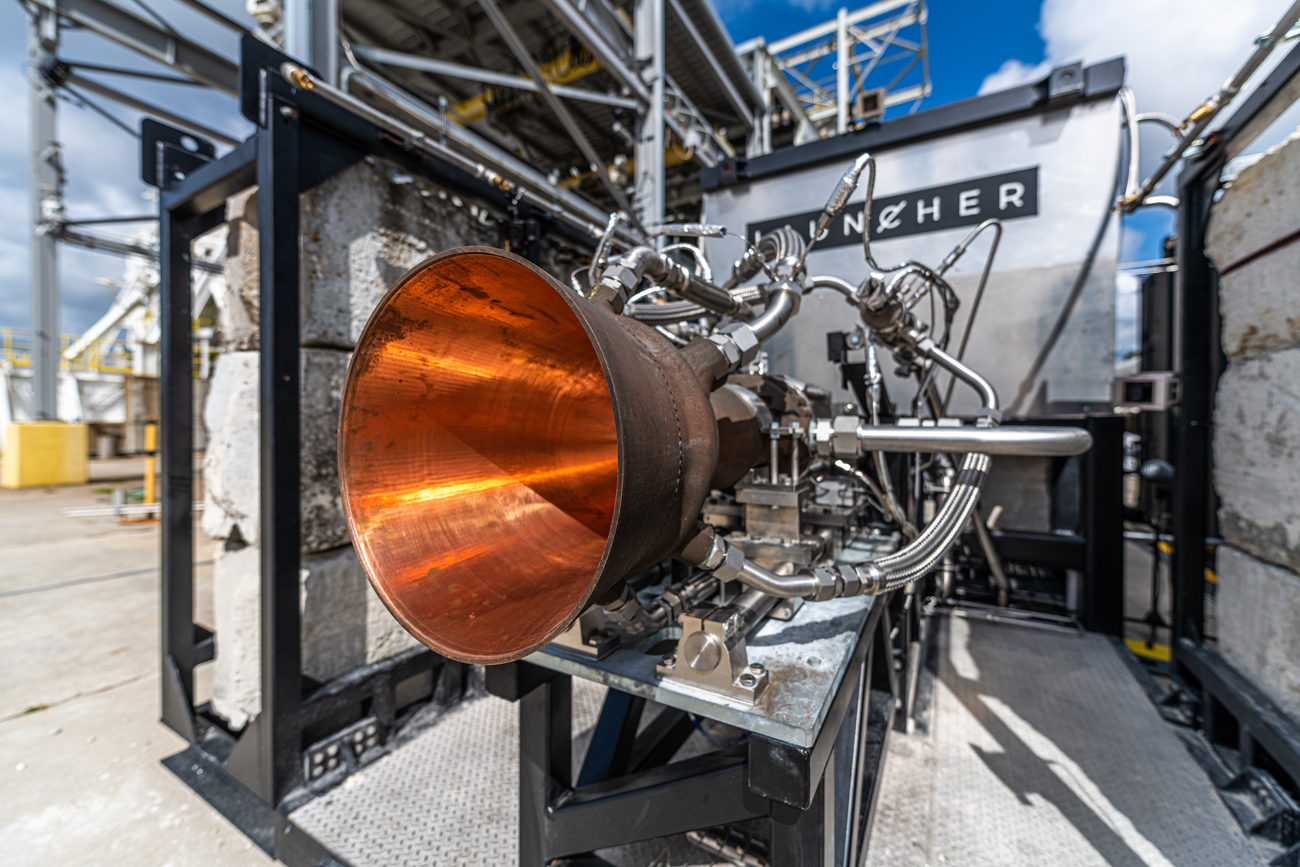
In October 2020, New York City-based space technology company Launcher started testing its full-sized E-2 liquid rocket engine, designed to deliver the highest performance at the lowest cost for smaller space launch vehicles. That the E-2 features a one metre tall single-piece copper alloy Laser Beam Powder Bed Fusion (PBF-LB) combustion chamber is remarkable. What is even more impressive is the fact that Launcher, a company with less than twenty employees, achieved this in a short time frame and to a relatively modest budget. Metal AM magazine’s Nick Williams reports on the project and Launcher’s close collaboration with specialist PBF-LB machine builder AMCM GmbH. [First published in Metal AM Vol. 6 No. 4, Winter 2020 | 35 minute read | View on Issuu | Download PDF]
The first Space Race defined technological progress and human ambition in the mid-20th century, with the launch of Sputnik 1, the first artificial satellite, and the landing of the first humans on the moon with the Apollo 11 mission. The first two decades of the 21st century, however, have already seen radical changes in the space sector. Today, it is private companies which are at the forefront of a new, commercially-driven Space Race, competing in large part to capture a share of the booming demand for orbital launch vehicles for private and state-owned satellite deliveries.
Whilst SpaceX is now a household name with a gravitational pull to rival that of NASA’s at the height of the Space Shuttle programme, there are many other companies, large and small, which also have ambitions in this field. What connects all of these privately-owned firms, as well as national and regional state-backed agencies, is the recognition that metal Additive Manufacturing is one of a small number of technological innovations enabling this revolution.
The reason for metal AM’s success? It offers the ability to develop and manufacture rocket engines at a fraction of the cost of past technologies, dramatically speeding up development times and leveraging efficiency gains – particularly in terms of combustion efficiency – that would previously have been at prohibitive cost on all but the largest rocket engines. So, what was once only affordable and accessible to superpowers is now being chased by a new generation of private space firms.

One such entrant in this new Space Race is Launcher, a small, but, judging by the talent and experience it has attracted, credible rocket development company based in New York, USA. Founded by CEO Max Haot, an experienced entrepreneur whose successes include the internet streaming company Livestream, the team at Launcher has made rapid progress over the last two years in designing and testing what it believes will be the highest-performance, lowest-cost liquid rocket engine for smaller space launch vehicles. So far, Launcher has raised $6 million, a relatively modest sum for this sector and the level of the company’s ambitions, which includes private funding as well as a $1.5 million Air Force Small Business Innovation Research grant to accelerate development of its E-2 engine.
This article tells the story of Launcher’s journey to the point that it has reached today, the development of its E-1 and E-2 engines, its collaboration with AM machine builder AMCM GmbH, and the wider picture of the commercial opportunities in space delivery systems. As well as interviews with Haot, insight is shared by Launcher’s Chief Designer, Igor Nikishchenko, and AMCM’s Christian Waizenegger.
The bigger picture of the new Space Race
Explaining the current status of the private space business and its drivers, Haot told Metal AM magazine, “Only eleven countries have the technology to deliver satellites to orbit using their own rockets. For a long time, only one private company succeeded in reaching orbit – SpaceX – followed more recently by a second company, Rocket Lab. There’s also a third one in China. All companies that have reached orbit have valuations well in excess of $1 billion and, as a result of their success, have access to the capital needed to grow their products and services.”

“While there are many other hopeful companies around the world trying to develop orbital launch vehicles, it is clear to us that only a small percentage will succeed. This is true of many industries, and reflects, for example, the early days of the internet. This new Space Race is enabled by the lowering cost of entry to reach orbit – something that has been achieved through innovations such as metal Additive Manufacturing, new electronics, software, etc, combined with a demand for smaller rockets, which are in turn cheaper to develop. While many countries would not, in the past, have attempted a space programme due to its high cost, these new lower barriers to entry are stimulating most countries to seek the development of a domestic small launch vehicle capability – perhaps in part for prestige, but also to be able to independently send their own small satellites to orbit.”
Haot believes that the winning formula for small launchers is to focus on the highest performance at the lowest cost – even if it takes a little longer than the competition. “High-performance engines can help us double or triple the payload when compared to a lower-performing rocket of the same size. This is a significant commercial advantage to reduce prices or grow margins.”

Explaining just how important efficiency is when it comes to rocket systems for commercial space deliveries, Haot stated, “Since more than 90% of a launch vehicle’s mass is propellant, reducing propellant use is the biggest opportunity to reduce vehicle mass and, as a result, increase payload. Payload represents just 1–3% of the vehicle mass, so, by increasing performance, you can double or triple your payload for the same rocket size.”
Crucial to both Launcher’s business model and the technological challenges it faces is metal Additive Manufacturing. “AM is a key enabler. Launcher could not be testing full-scale, highest-performance combustion chambers with the funding we have raised if AM was not available. The traditional technologies used to manufacture combustion chambers, machining and vacuum brazing, would be out of reach for us,” explained Haot. “Since day one, our goal has been to have our first test flight in 2024 and to reach orbit and be profitable in 2026. We hope to reach this objective with less than $50 million invested, which would be a record and breakthrough for the industry and for Launcher.”
The satellite business
The commercial motivations and opportunities driving the private space businesses primarily exist around the booming satellite business. Since Sputnik 1 in 1957, around 5,000 satellites have been sent to orbit, although only about 2,000 are operational. In the last 18 months alone more than 500 satellites have been sent to orbit as part SpaceX’s Starlink system. “We all use satellite infrastructure every day without thinking about it; when we fly, drive, check the weather or use the GPS-enabled navigation in our phones, satellites are playing a key role. Beyond this, imaging and earth observation, earth sciences, high-speed communications, and defence are all enabled by satellites. As well as the race enabled by smaller conventional satellites, new types of low Earth orbiting satellite constellations such as Starlink deliver high speed internet to rural locations. As a result, there is a demand to launch more than 30,000 new satellites in the next five years alone.”
Whilst a satellite used to cost a few hundred million dollars to design, build, and launch, now it can be done for a few hundred thousand dollars. “This changes everything,” stated Haot, “and entrepreneurs and venture capitalists can, at last, be involved in this industry to bring innovation, competition, and new applications. This is the shift in this historically stagnant industry and it is happening now, and accelerating.”
A mutually beneficial relationship with state agencies
Despite this revolution in the structure of the space industry, a close relationship between established national and international space agencies and the new commercial players is both vital and mutually beneficial, explained Haot. “The United States Air Force, and now the US Space Force, are the biggest buyers and users of satellite launch capabilities in the USA. In addition, their mission is to have access to the best technology in the world. Therefore, investing in R&D and innovation has been the DNA of the Air Force since its inception.”

“As part of its plan to have more launch options to buy from, and more competition and innovation – especially in responsive small launch vehicles – the Air Force has been investing in numerous startups. We were selected as part of the first Air Force Space Pitch Day in November 2019 for a $1.5 million contract to further the development of our Launcher E-2 engine. They are boosting and supporting innovation, combining their investment with external investments, with the goal of having more capabilities and options for small satellite launches. Today, our relationship is as the recipient of an R&D award. Tomorrow, our goal is that the Air Force will be one of our largest customers to deploy small satellites. NASA is currently a service provider. We have a Space Act Agreement to leverage the use of its testing facility and teams at NASA Stennis, and we pay for those services.”
The story of the Launcher E-2 engine
At the centre of Launcher’s roadmap is its ambitious plan to develop the highest performance, lowest cost liquid rocket engine for smaller launch vehicles. Called the Launcher E-2, it is an additively manufactured, 22,000 lbf thrust, LOX/Kerosene, closed-cycle liquid rocket engine with a booster stage version specific impulse target (the measure of how effectively a rocket uses propellant) of 326s (vac). The oxidiser-rich staged combustion design used offers efficiency gains by not wasting around 5% of propellant on powering the turbopump.

Whilst these engines are set to power Launcher’s own Rocket-1 launch vehicle, they will also be available to third parties and, it is hoped, become a crucial propulsion system for a much wider range of launch vehicles. This wider market, combined with what Haot believes will be an expected design lifetime of at least fifteen years, including iterative improvements, means that the rewards for success will be high.
When the team at Launcher specified the E-2 engine and defined its roadmap back in 2017, it initially set the development of the turbopump as its first goal. Laser Beam Powder Bed Fusion (PBF-LB) machines were already available with the necessary build volumes for this application but at the time, explained Haot, no machine was available with the required one metre build height to create the E-2 combustion chamber in one part, and the company estimated that one was unlikely to be available before 2020. “Our competitors chose to print their chambers using existing machines, either by producing smaller engines or producing chambers consisting of three parts or more. This approach, however, reduces combustion/cooling performance and increases engine weight, as well as increasing costs.”

“We had been pushing for a larger AM machine with a number of PBF-LB system developers, but at the time only Germany’s AMCM, part of the EOS Group, was ready to take a chance on this format and to align their development activities with our needs. They could see the other applications and the potential breakthrough for other rocket companies, not just Launcher. As a result, the company’s machine, the AMCM M4K, became available two years ahead of schedule, allowing us to develop the E-2 combustion chamber at the same time as progressing our turbopump work.”
The use of AM resulted in a revolutionary new design for the E-2 engine. Without this technology, Haot explained, a company as small as Launcher would not have been able to manufacture a combustion chamber with such a thrust in this time and with these costs. “Moreover, if traditional technologies such as brazing were used, the characteristics of our chamber, such as heat transfer parameters and hydraulic loss, would be worse, despite the significantly higher cost of these technologies.”
E-1: the scale prototype and the switch from Inconel to copper alloy
Development of the full size E-2 engine was preceded by the E-1, a fully-functioning smaller prototype that was used to thoroughly evaluate and test all aspects of the engine’s design. Initially, it was planned that the E-1 and E-2 engines would be built from Inconel; however, at an early stage in the project the team discovered the work being done at 3T-RPD, now 3T Additive Manufacturing Ltd., in the UK on the processing of copper alloys by PBF-LB. They approached 3T-AM to exploit the benefits of this material and, as a result, the use of the standard C18150 CuCrZr alloy allowed the engine to benefit from the material’s high conductivity and efficient cooling, leading to a longer chamber life and reduced costs when compared to conventional manufacturing methods. The copper part proved to be twenty times more conductive than the comparable Inconel part.

Haot explained, “As part of our pursuit to build the highest-performance AM liquid rocket engines, we were always hoping that one day we would be able to manufacture our chamber in copper alloy rather than Inconel, but had not come across a service provider with this capability. Copper alloy is widely accepted as the highest performance material for cooling liquid rocket engines – Inconel is a compromise. When we heard that 3T-AM was able to do this, we immediately partnered with them and went from quote to successful test fire in less than eight weeks.”
Going big: moving from the E-1 to the E-2
Launcher’s engine development programme has relied on the ability to ‘scale up’ the engine, from the smaller E-1 to the full size E-2 that we see today. Commenting on the challenges that this scaling up presented, Haot stated, “With the same operating parameters such as fuel, pressure, mixture ratio, etc, it is easier to provide cooling of a large combustion chamber. Thus, we were comfortable about the strategy of moving from the E-1 to E-2. Larger internal cooling channels are also easier to build and to clean of powder. On the other hand, for a larger combustion chamber, it is more difficult to build walls and manifolds with the necessary strength; in addition, large chamber volumes can lead to high-frequency combustion instabilities, a process that can cause overheating and destruction of the chamber. Thus, it is not possible to simply enlarge the combustion chamber dimensions in scale and hope that it will work. However, thanks to our experience and a world-class design team, Launcher can handle these kinds of challenges easily.”
Crucial to this stage of the project was the development of process parameters for the production of a metre high CuCrZr combustion chamber on the newly developed AMCM M4K machine. AMCM’s Christian Waizenegger explained, “The development of process parameters for CuCrZr was one of the key elements for the success of this project. This development needed to take into account all the post-processing steps and ensure that the required material quality was still met. The materials and process development department of EOS in Finland played a key role in this aspect. They have decades of expertise and access to dedicated materials that allows them to develop the optimal process chain. The process development was achieved using a two-phase approach. First the processes were developed on an AMCM M290 1 kW, a system with similar laser and optics configuration to the M4K-1, but with the advantage of offering an easier operation throughout a development project. In the second phase, the process was ported onto the M4K-1 and first samples produced in order to confirm material quality. Heat treatment was also a key factor in the project’s success. This process step was an integral part of the application’s development and without this holistic approach to both the build process and subsequent heat treatment, the project would probably not have been successful.”
The final heat treatment and Hot Isostatic Pressing (HIP) cycle for the E-2 has been custom developed by Launcher to reach its specific material property goals. Haot stated, “Our design and the pace of process innovation within our team are the proprietary aspects of our products. We hope, however, that many propulsion companies choose this material and machine platform to ensure its long-term support and advancement. Our strategy is to ensure that our AM machine, process/parameters and material are supported by a supply chain with multiple customers and service bureau vendors offering the printer and material.”
Test firing the E-1 and E-2
Test firing of various prototypes of the E-1 engine took place in 2018 and 2019 and included investigating the performance of different build parameters such as powder layer thickness, and, as a result, build speed and build cost. These tests demonstrated that the E-1 engine design achieved 98%+ C*.

As can be seen in Fig. 6, the blue mach or ‘shock’ diamond pattern in the supersonic exhaust plume is evidence of the efficiency achieved in the E-1. “All Kerosene engines typically have a yellow plume due to fuel film cooling or low combustion efficiency, which means unburnt fuel leaves the combustion chamber and combusts outside the nozzle, thereby creating a yellow plume/flame.Because of our liquid oxygen cooling and high combustion efficiency of greater than 98%, you only see a blue plume, which relates to the combustion products (water, CO, CO2). Most, if not all, of the yellow-burning kerosene is combusted inside the chamber. As a result, this blue plume is a confirmation of the unique efficiency of E-1.”

The first E-2 test campaign took place in October at NASA’s Stennis Space Center in Mississippi. In this campaign, three test fires were performed. The first two tests used an uncooled copper replica of the combustion chamber to reduce risk and fully evaluate the additively manufactured injector’s performance. Both tests were successful and confirmed the performance of the AM injector, the test stand equipment, and the avionics systems.
The first test firing with the fully assembled AM combustion chamber was partially successful, however it had to be terminated because of areas of restricted flow in some of the cooling channels. “Now that our Launcher E-2 engine test stand is built and ready to go – reaching test four with a new chamber in March 2021 will be about 5% of the cost and effort that it took to reach test number one,” commented Haot.

Whilst the combustion chambers are the ‘star of the show’ when it comes to the application of AM in rocket systems, it is by no means the only AM application. There is, however, a recognition that there needs to be a solid case for the move to Additive Manufacturing. “AM will be used where it makes sense for us. For the engine, this includes most parts of our pumps, turbine, and some valve components. In terms of structures such as tanks, we believe that the traditional manufacturing techniques available are lower cost and higher quality than some of the 3D printed vehicle tank attempts you might see; we are therefore not seeking to use AM for that.”
The rocket scientist’s perspective: Launcher’s Chief Designer, Igor Nikishchenko

Many of the world’s highest performance booster liquid rocket engines were designed in the 1980s by teams based in Russia and Ukraine. The results of these achievements by scientists and engineers in what was then the Soviet Union remain unrivalled and are still in production to this day, notably in the form of NPO Energomash’s RD-180, still used for the first stage of America’s Atlas V rocket.
In 2018, Launcher tapped into this rich heritage with the appointment of Ukrainian rocket scientist Igor Nikishchenko as its Chief Designer. Based at Launcher’s New York City headquarters, Nikishchenko has over thirty years of experience in high-performance liquid rocket engine development. He was Deputy Chief Designer in the Liquid Propulsion Department at Yuzhnoye, the Ukrainian state-owned company that designed the Zenit launch vehicle, as well as the RD-8 oxidiser-rich staged combustion liquid rocket engine. Yuzhnoye is also the designer and subcontractor for the first stage of the Northrop Grumman Antares launch vehicle. More recently, he worked in Italy for Avio, a key contractor for the European Space Agency’s Ariane and Vega launchers.
During his career, Nikishchenko has been involved in the design and development of propulsion systems for various launch vehicles, including hypergolic gas generator cycle engines and LOX/Kerosene Ox-rich staged combustion cycle booster engines with thrust levels ranging from 4,500 lbf to 270,000 lbf.
With the Launcher engine, the challenge he faced was delivering the efficiency of engines such as the RD-180 in a much smaller form factor. Commenting on the target of reaching as close to maximum theoretical efficiency as possible, Nikishchenko told Metal AM magazine, “Thanks to Additive Manufacturing, optimally-shaped cooling channels, which combine high heat transfer with low hydraulic losses, can be created in the combustion chamber. The creation of such channels using traditional technologies would result in very high costs for machining and subsequent brazing. So with AM, we needed to first create an optimum 3D model as our target. To estimate combustion efficiency in rocket engines, the efficiency factor C* is used. This coefficient for the E-2 engine should reach 0.98, which is close to the theoretical limit value of 1.0. Of course, such efficiency is not something incredible and has already been achieved in some modern rocket engines, for example, the RD-180. But it should be remembered that the E-2 engine is much smaller, and the efficiency of smaller engines is usually lower, C* =0.93–0.95. And besides, it must be a very low cost engine.”
Embracing new technologies: opportunities and approaches
Nikishchenko continued, “As mentioned, one of the most challenging tasks in the development of rocket engines is the production of combustion chambers with narrow, complex-shaped channels used for cooling. The mechanical processing of such channels, and especially their subsequent enclosure, is a difficult technical challenge. For many years I thought about the possibility of a cheaper solution and then, just a few years ago, the opportunity to solve this problem appeared – Additive Manufacturing. Unfortunately, so far only relatively small combustion chambers can be manufactured using AM, and the choice of materials is also limited – until only recently, copper alloys could not be easily processed by AM. Therefore, I am very pleased that it was Launcher who contributed to the creation of the world’s largest AM machine capable of processing copper alloys, the AMCM M4K. Using it, we have made the largest copper-alloy combustion chamber, which will also be the most efficient of the additively manufactured chambers.”
When considering whether rocket designers are inherently conservative or adventurous, and how AM fits between these positions, Nikishchenko stated, “I would say yes and no. In the early design phase, vehicle designers are often very adventurous – they have to be, because there may appear to be no way to overcome a problem and create a solution. In a rocket, heat capable of melting the most resistant of refractory metals is separated from the cold of space by a 1/25 inch thick copper wall. The only reason why the wall doesn’t melt instantly is because heat is absorbed on one side faster than it is supplied on the other one. Imagine that you are sitting in a bottomless boat and draining the water faster than it flows.”
“But once the solution to a problem is achieved – and usually this requires a lot of money and time – rocket scientists become very conservative, because the performance of an engine has been achieved with great difficulty, but can often then be destroyed as a result of a completely minor change; one which, at first glance, should not affect anything. So, I think most of the traditional rocket engine manufacturers will proceed with some caution when introducing AM into the production of these engines.”
A history of metal powder-based parts in rocket engines
Nikishchenko commented, however, that whilst a new technology such as AM may be greeted by some with a level of caution – as is the case with all innovation – it can also be regarded as an evolution of Powder Metallurgy (PM) -based processes that have been successfully used by rocket designers for decades. “This is the destiny of any innovation: at the beginning no one understands why this is necessary, and, after a few years, no one can imagine the modern world without it. As for Additive Manufacturing, what could be seen as the precursor of this technology has been used for rocket engines for several decades before the invention of what we today also call 3D printing. The Soviet RD-170 engine pump impellers were manufactured using the near net-shape Powder Metallurgy process of Hot Isostatic Pressing. Whilst this is not AM as we know it today, it is nonetheless, in the broadest sense, an ‘additive’ rather than ‘subtractive’ manufacturing process. In this process, the metal powder is not fused with a laser, but loaded into a special container that is prepared to the required shape. This is then subjected to high pressure and heat – so Hot Isostatic Pressing – to densify it, and then the container is removed. The laser now eliminates the need for this container, but HIP – as a heat treatment process rather than as a forming technology in its own right – is still needed today to remove any residual porosity from AM parts. So, space vehicle designers knew about the capabilities of metal powders and applied PM technologies long before the current more widespread use of AM.”
Opportunities expected and unexpected
When it comes to application development by AM, the technology offers some well-understood advantages: namely, design freedom to achieve unique shapes (including internal channels, etc), speed of manufacture for larger and more complex items compared to conventional technologies, and the ability to consolidate multiple components into one part. Commenting on how each of these benefits has been leveraged by Launcher, Nikishchenko stated, “All of the AM technology advantages you listed have been applied to the design of the E-2 combustion chamber. It contains both shaped internal channels and manifolds that, otherwise, would be fabricated as separate components and added by welding. It should be noted that even the perceived weak points of AM technology, such as high surface roughness, played a positive role in the design of the combustion chamber: a rough surface in channels can significantly increase the heat transfer to the cooling liquid and, therefore, in some conventionally manufactured engines, combustion chamber channels are processed in a special way to obtain artificial roughness. In our case, we got this improvement for free. And of course, no traditional technology, containing numerous stages of stamping, machining, brazing, welding and then again machining, would have allowed a practically finished combustion chamber to be created from scratch in two weeks, even if we assume that we would have all the machines necessary for this.”

New alloys for AM
In many applications for AM, the use of a standard alloy as used in general manufacturing has proven to be highly successful; however, it is anticipated that new alloys custom-designed for AM will bring further advantages in the future. “We are now at the very beginning of the triumphant progress of AM technology. Therefore, attempts are mainly made to use previously-developed alloys that have proven themselves well in traditional manufacturing methods. At Launcher, for example, we were one of the first to use a CuCrZr alloy for additively manufacturing combustion chambers. In the future, I do not exclude the creation of alloys specifically designed for AM which will allow either increased freedom in the build process, for example by eliminating support when printing overhanging elements, or improved the strength of materials by, for example, reducing porosity,” stated Nikishchenko.
AM’s contribution in context
Commenting on his experience of rocket systems development and putting AM’s role into context, Nikishchenko told Metal AM, “I want to say that the new generation of launch vehicles, or rather, companies involved in their development, are appearing not only thanks to AM. Many industrial advances, such as miniaturised electronics, semiconductor lasers, the Global Positioning System [GPS], increased demand for satellite launches and satellites, have driven this. In addition, lightweight and reliable control and orientation systems, and composite materials for lightweight tanks, have been created. After all, the success of SpaceX inspired many. AM is significant, but not the main source of new opportunities in the space industry.”
AMCM: the machine builder’s perspective
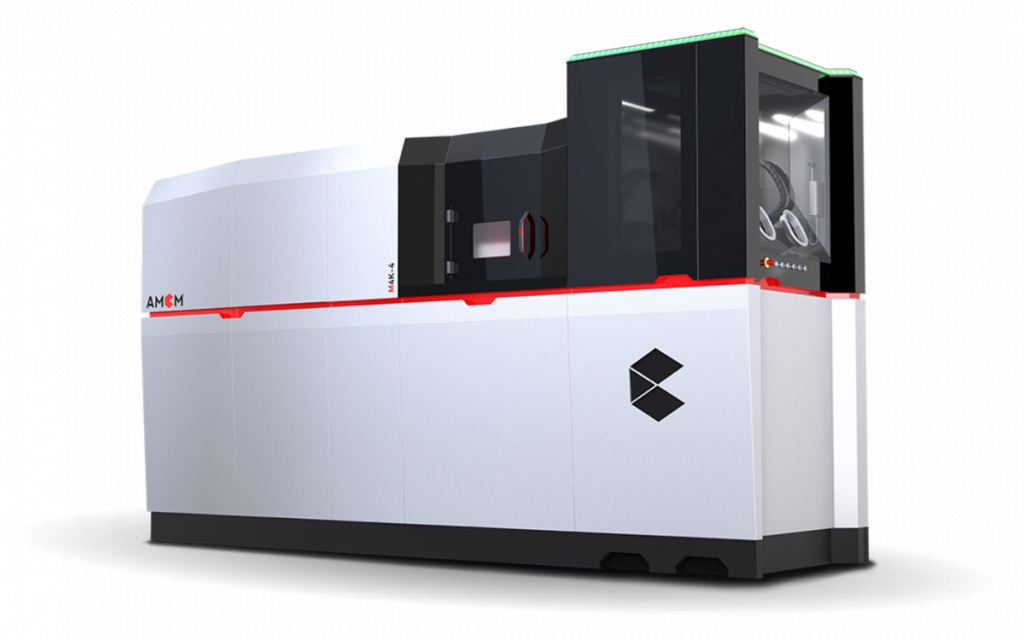
As with so many application success stories in metal Additive Manufacturing, they arise as a result of close collaboration between a machine builder and its customer. The story of Launcher and AMCM is no exception and the results of such collaborations can bring rewards for all parties. In the case of AMCM, the reward has been the ability to launch to the open market the AMCM M 4K-4 machine after development testing on a very challenging application.
As AMCM’s full name (Additive Manufacturing Customized Machines) suggests, the company specialises in the customisation of PBF-LB systems from EOS GmbH for special applications. When Launcher decided to partner with AMCM GmbH, it was on the back of a promise to deliver the necessary one metre build height required for the E-2’s combustion chamber. AMCM’s Christian Waizenegger told Metal AM magazine, “Back in 2018, Max contacted us with the request for a large-scale AM system capable of printing a complete combustion chamber. At that point in time, neither a system of this size, nor a process for the CuCrZr material that would later be selected, existed. We saw it as a challenging project, but had the feeling that Max and his team were the ideal partners to go through such a journey with.”
“We started developing a large-scale printer – the M4K – based on the existing EOS M 400 platform. The goal was to modify the machine to allow for build jobs of up to 450 x 450 x 1000 mm (x, y, z), with as few changes as possible so that the machine could still build parts that were developed on the original M 400 system. We then also developed the needed processes for CuCrZr in close collaboration with our colleagues from EOS Finland.”
Process development was initially started on the AMCM M290 1 kW, a modified EOS M290 with a single 1 kW laser, and the first small-scale samples were produced to check material quality, to optimise process productivity and to align with post-processing steps.“Once the first M4K prototype was available, we transferred the process onto the system and produced the first real-size parts to allow Max and his team to perform further tests and optimisations on the design of the combustion chamber. Finally, we produced the real combustion chambers that Launcher used for its tests.”
Whilst built on the proven EOS M 400 platform, the AMCM M4K’s custom features include a more robust frame design, a new filter system (RFS 2.0), and optional soft recoater. The AMCM M 4K can produce parts from a wide range of materials, including aluminium (AlSi10Mg), nickel alloy (IN718) and copper alloy (CuCr1Zr).
Productivity and build time
Commenting on the challenges of productivity and cost when it comes to an application such as the E-2’s combustion chamber, Waizenegger stated, “Productivity is key to this application. Surprisingly, the main reason is not only the cost per part – something that everyone needs to be as low as possible – but also the fact that so many of these rocket engines will be needed in the future. Thus, a technology is needed that allows us to cover the client’s needs in terms of number of combustion chambers produced over a period with the lowest investment in terms of number of AM systems required.”

“The build time of the E-2 combustion chamber is approximately ten days when built on a single 1 kW system (M4K-1). Considering the very large size of the part and the amount of material that is melted, this is a very high level of productivity. During process development our focus was on delivering the highest productivity possible at the required final density. Productivity could be even further improved by using a multiple-laser system such as the M4K-4 with 4 x 1 kW lasers; however this has not yet been tested with Launcher. We have to always remember, however, the fact that a combustion chamber built using the conventional technologies requires several months and the combination of multiple processes to be completed. In this sense, the AM technology used to produce the E-2 combustion chamber is already miles ahead of the conventional path. That is without considering the amazing improvements, in terms of combustion efficiency, that can be reached with AM designs.”
Unique challenges
Commenting on the most significant challenges from a machine builder’s perspective when developing such a large application, Waizenegger stated, “The time frame of this project – only ten months from start to first prototypes – was one of the most challenging constraints for this project. We needed to ensure we kept up with the ambitious rhythm set by Launcher but, at the same time, deliver the expected quality. We therefore put a lot of effort into identifying upfront all the major elements needed for success, in order to avoid multiple system design loops. At the same time, we decided to build a ‘Minimum Viable Product’ as a first step, to then design the final system. This was the best compromise to accelerate the project but keep the needed quality constraints. A further challenge was the handling of very big loads of powder – easily 1.5 tonnes – in the build chamber. Ensuring a stable and precise z-position of the build plate, even under such high loads, required a dedicated system design. The robust and welded M4K frame and body is designed to handle such high loads without any compromise.”
Process stability and the wider AM workflow
The need for process stability on such large, high-value applications is, in many aspects, much greater than on smaller items, where a build time might be in hours rather than a week or more. Waizenegger stated, “Worst case would be a job interruption right before the end of the build, after several days of manufacturing. Process and machine reliability is key to avoid such situations. Our system is based on the EOS M 400, a system that has proven to be very reliable over several years. We took care to change as few elements related to the process as possible. The build chamber itself is 98% identical to the M 400 and the processes from the M 400 can all be ported to the M4K. Whenever possible, the necessary additional modules were chosen from the EOS portfolio – this is the case, for example, for the filter units on the M4K. Doing so allowed us to rely on proven elements that are known to be stable and to perform under very demanding conditions.”
“Special care has also been given to powder management, as a job interruption due to powder short feed would ruin the entire build job. The sieving and conveying of large amounts of powder over several days without interruption is a requirement, and the solution must also be adapted to the exact scenario found at a customer’s facility – for example gravity feed or conveyor feed, batch processing or continuous processing.” AMCM stated that it worked with German metal powder handling specialist Volkmann GmbH to design and deliver solutions compatible with the M4K systems.
None of the above work, however, can deliver success if the part being built hasn’t been design-optimised for AM. “Design for AM is key to avoid job crashes. We therefore simulated the designs from Launcher and built critical sections of the design to validate those simulations. Through iterative design loops we optimised the application’s design, together with the team from Launcher, to ensure that it conformed to the requirements of PBF-LB production,” stated Waizenegger.
The availability of peripheral devices that are suited to handle such part sizes is crucial to an application’s success and, commented Waizenegger, should not be taken as a given. As well as working with Volkmann GmbH for the powder sieving and conveying solution, AMCM worked with Solukon Maschinenbau GmbH, also based in Germany. Solukon provided the depowdering solution needed to operate in conjunction with the M4K.
Conclusion
There is no doubt that the space sector will become an ever more important market for metal Additive Manufacturing and, as with the 20th century’s Space Race, technologies developed on the journey will quickly feed through to more everyday applications. The cooperation between Launcher and AMCM is a good illustration of this and the resulting developments in both materials and process technologies will no doubt enable a further widening of AM’s application portfolio.
Whilst the development of combustion chambers by AM is by no means unique, what this story illustrates very well is how AM has helped to open up a sector such as the space industry not only to private enterprise, but to small organisations as well as the industry’s giants. Development time has been dramatically reduced, as have the costs and manufacturing time needed for each combustion chamber – all whilst delivering exceptional levels of performance.
Haot concluded, “Working with AMCM has been incredible, with delivery ahead of schedule and expectations met every step of the way. They’ve demonstrated extreme flexibility to our adapting needs and requirements. When we started the project, our first contract specified Inconel 718, but after great results with CuCrZr with our subscale E-1 engine, AMCM saw the benefits and potential and agreed to switch the project and contract to CuCrZr, even if it meant more investment in parameter and material development.”
“We were also very lucky not to be working with a team customising a machine blindly, but with a team that developed the product they are customising – the EOS M 400 – and have access to the design and source code to make the necessary modifications. This gave us a lot of confidence that they would be able to make it happen.”
“The key to this project’s success to date has been the close cooperation between the Launcher team and the AMCM/EOS team,” stated Waizenegger. “Together, we jointly defined the required outcomes of the project and communicated openly about project risks and mitigation actions, so as to ensure that all parties have realistic expectations of the timeline and results of the project. Crucially, all parties stayed as flexible as possible when it came to changes that were needed to ensure success – because at the end, we can only be successful together.”
Contact and further information
Launcher
Follow Launcher via www.launcherspace.com, on Twitter @launcher or on instagram @launcherspace
AMCM GmbH
www.amcm.com
[email protected]
LAST MONTH’S MOST-READ ARTICLES












