


Metal Additive Manufacturing gains ground in the tyre industry
The global tyre industry and its supply chain met in Hannover, Germany, from February 14-16 for the Tire Technology Expo 2017. This exhibition and accompanying technical conference was held at the Hannover Messe for the second time and attracted 280 exhibitors and close to 5000 international visitors. Dr Georg Schlieper visited the exhibition on behalf of Metal Additive Manufacturing magazine and reports on the growing use of Additive Manufacturing in the tyre industry. [First published in Metal AM Vol. 3 No. 2, Summer 2017 | 10 minute read | View on Issuu | Download PDF]

Some ten years ago leading French tyre manufacturer Michelin began to investigate metal AM technology for the production of tyre moulds. These preliminary tests were so successful that in September 2015 the Michelin Group announced the formation of a 50/50 joint venture with the Fives Group, also based in France, for the development of industrial metal Additive Manufacturing machines. It was stated at the time of the announcement that the new company, based in Clermont-Ferrand, France, was expected to “produce, on an industrial scale, mould parts that are unachievable using traditional means of production.”
These developments were of course noted by manufacturers of tyre moulds, the majority of whom relied upon conventional manufacturing processes. As a result, many in the industry were drawn to investigate AM technology further, carrying out R&D activities in collaboration with manufacturers of metal AM systems. Some of these mould manufacturers spoke about their experience with Metal Additive Manufacturing magazine at the exhibition and some even exhibited tyre moulds featuring additively manufactured inserts. Two manufacturers of AM production equipment, EOS GmbH and SLM Solutions Group AG, were also represented at the show. The Additive Manufacturing technology currently applied by these companies is metal Powder Bed Fusion using laser beams.

Tyres for cars, motorcycles, trucks and agricultural vehicles are produced by what is a highly specialised industry sector. The last step in the production of tyres is the vulcanisation of the tyre in a closed mould. In this process, the rubber material of the tyre is cured and converted into an elastomer at elevated temperatures, with the mould giving the tyre its final shape. Tyre moulds are usually not produced by tyre manufacturers themselves, but by specialised mould making companies once the mould design is agreed upon between the mould manufacturer and the customer.

The conventional manufacturing route for tyre moulds starts with a light metal casting consisting of a homogeneous, wear resistant aluminium-silicon alloy. The high heat conductivity of aluminium allows for a rapid removal of the heat during the vulcanising process and thus shortens the manufacturing cycle. Tyre mould segments are produced by casting or milling on 5-axis CNC machining centres, with much of the finishing operation carried out manually.
Tyre profiles are comprised of an array of broad and narrow grooves. Each tyre company has its own profile design that reflects its strategy on how to optimise the running performance, grip and durability of a tyre. The negative shape of the profile is represented on the inside of the tyre mould. Broad grooves can be integrated in the aluminium mould, but for narrow grooves with a width of less than approximately 3 mm, the hardness and stiffness of aluminium is insufficient. Instead, thin steel inserts called sipes are mounted in the aluminium mould.
The application of AM in the tyre industry
The conventional method for the manufacture and installation of sipes is extremely costly and time consuming. Sipes are made from steel sheets by stamping and cold bending. Thus, four to five sets of stamping and bending tools are required for a specific sipe geometry. Since each tyre mould contains various sipe geometries, the preparation of the required tooling is a major time and cost factor. The tyre industry’s interest in Additive Manufacturing has been focused on this problem from the very beginning.

Fig. 3 shows an exhibit by Dahmen GmbH, a specialist in the production of tyre moulds by CNC milling based in Alsdorf, Germany at the Tire Expo 2017. It is a tyre mould segment illustrating the manufacturing steps that are required to install steel sipes in a conventional tyre mould. The raw profile is first milled into an aluminium block (1), then slots for the sipes are machined into the aluminium mould (2). The sipes are then inserted by hand into the slots of the mould (3) and fixed at several points by laser beam welding (4). In this particular mould there are at least four different types of sipe; however, as the complexity of tyre moulds increases, so does the number of different sipes. The finishing operation includes manual grinding and the shot peening with glass beads of the entire mould.

Metal AM magazine interviewed several exhibitors at the event to find out what participants from the tyre industry thought about metal Additive Manufacturing. Their statements clearly show the progress achieved by metal AM along with the areas in which improvements are still necessary.
Sandor Barkoczi, Head of Design at Tauform Tyre Moulds Co., Budapest, Hungary, stated that some tyre mould manufacturers and tyre companies, following the example of Michelin, had made attempts to use metal Additive Manufacturing. The initial focus was on sipes in experimental and prototype moulds for applications where speed of manufacturing was more important than the dimensional accuracy and surface quality of the mould. Despite the advantages of Additive Manufacturing, namely design flexibility and manufacturing speed, Barkoczi realised that the dimensional accuracy and surface quality offered by AM was not yet sufficient and the cost was still very high. However, he acknowledged the progress that had been made in recent years by AM machine manufacturers and stated that he expected further progress in the years to come.
Patrick Dahmen, Managing Director of Dahmen GmbH, sees the opportunities for metal AM to replace the conventional sipes used in tyre moulds with more complex additively manufactured sipes, but he is more cautious with regard to the question of whether it is technically and economically feasible to replace the entire milled moulds with additively manufactured ones. After several initial investigations, Dahmen has come to the conclusion that the AM process, including mechanical and manual processing, is not yet faster than milling and incurs higher manufacturing costs. “Long-term studies on the stability and reliability of 3D printed moulds are missing,” stated Dahmen. He expects that the temperature variations applied in tyre production might lead to unacceptable distortions of the mould. Furthermore, it was stated that the heat that is introduced by the laser beams in powder bed fusion inevitably leads to distortion due to non-uniform thermal expansion and contraction, which has to be compensated for by secondary operations.

Since tyres require an exact runout, the shape requirements on the concentricity of a tyre mould are very high. Dahmen stated that out-of-round tolerances of directly milled tyre moulds, particularly moulds for high-performance tyres and prototype moulds, are in the range of 0.05 mm. Undoubtedly, it was stated, this tolerance requirement cannot currently be met by metal AM alone.
Jan Bambuch, President Sales at tyre mould manufacturer Pneuform a.s., Hulin, Czech Republic, acknowledged that metal Powder Bed Fusion is environmentally attractive because it produces practically no waste and, unlike casting technology, can use electric power supplies that are more readily available everywhere. Bambuch told Metal AM magazine that Pneuform had primarily used Additive Manufacturing for the production of sipes used in the rapid prototyping of moulds for snow tyres. He said that even today AM sipes of complex shape offer savings in cost and time in comparison to conventional production. He predicted that metal Additive Manufacturing will play an increasing role in tyre mould manufacturing in the future but cautioned that the surface quality of AM sipes is still far from that required by the tyre industry.
EOS’s view of the tyre industry
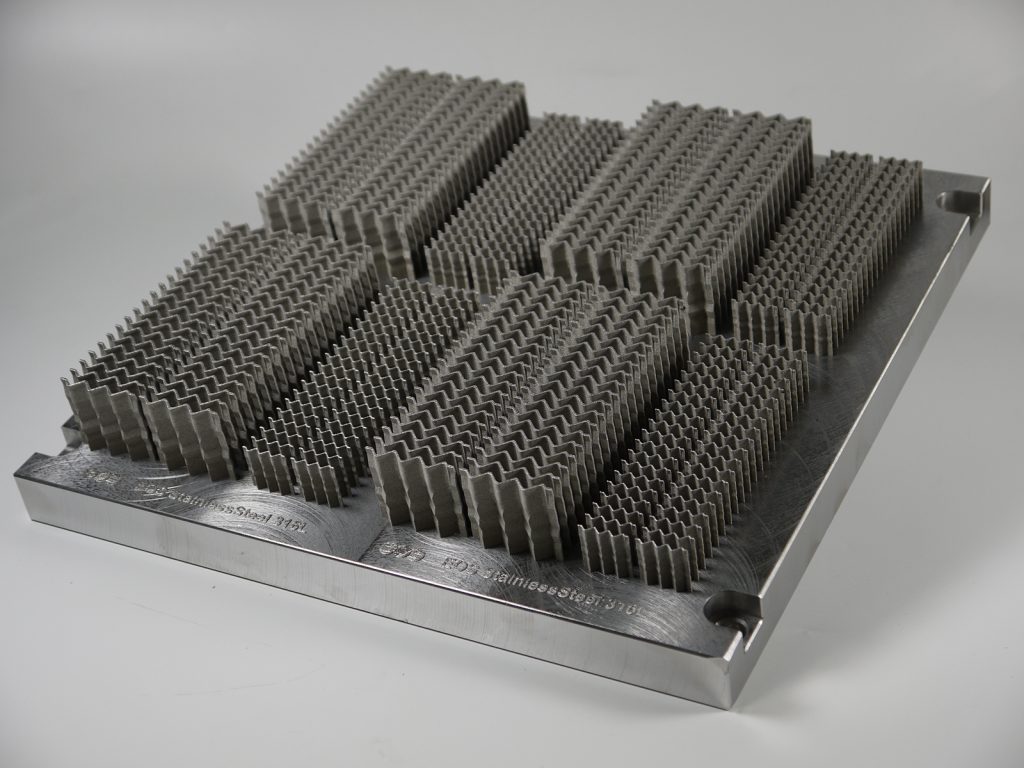
Augustin Niavas, Business Development Manager Tools at EOS GmbH, Krailling, Germany, has experienced an increasing interest in metal AM from the tyre mould industry over the last four years. Initial efforts were directed at sipes (Fig. 4) because this was where the greatest advantage was anticipated. “Conventional processes are at their limits for realising more and more sophisticated mould designs, both with respect to costs and feasibility,” said Niavas. “Additive Manufacturing is the best solution for so-called 3D sipes, meaning sipes with an undercut.”
For printing the entire mould, Niavas admitted, there is still much work to do for AM equipment manufacturers. Today, he sees a realistic chance of producing prototype moulds for snow tyres by AM. “The road to production is still long and it will take some time before AM is an established process for the tyre industry,” he said. “We have to keep close contacts with the tyre industry so that we can improve our processes step-by-step towards the requirements of our customers.”
For EOS, the reduction of manufacturing costs is at the top of the agenda for a further expansion of AM technology in the tyre mould market. Niavas does not expect a substantial price reduction for AM machines in the foreseeable future. Therefore, build speed is in his opinion the main parameter for reducing unit costs.

From a technical perspective, Niavas has identified a clear demand for reducing the cost of secondary operations on AM products. EOS, he explained, follows a strategy of cooperation with companies who bring expert knowledge into the partnership. One partner is Georg Fischer Automotive AG, who brings special expertise in the layout of fully automatic production cells. Niavas pointed out that optimising the part flow can offer a substantial cost reduction in secondary operations.
Of course, a considerable reduction of secondary operation costs can be achieved with closer dimensional tolerances and better surface quality in raw parts produced by AM. According to Niavas, much of the distortion that is associated with AM has already been compensated for through simulation software and he expects further substantial improvements in the dimensional accuracy of metal AM products in the near future.
The range of materials suitable for processing by metal Powder Bed Fusion has been extended in recent years. A number of steels and aluminium can now be produced. Since metal powder based processes cannot always reproduce the same alloys that mould manufacturers are accustomed to, it takes extra effort from AM equipment manufacturers to comply with customers’ material specifications and reassure them that AM materials are as reliable as the materials they are familiar with.
According to Niavas, EOS has made significant progress over the last five years. The development of multi-laser printers represented a major step up in productivity, while the size of build chambers has been increased over the years and connectivity among groups of printers has been introduced, as well as process monitoring.
The perspective of SLM Solutions
Ralf Frohwerk, Global Head of Business Development at SLM Solutions, one of the leading developers and manufacturers of metal AM equipment based in Lübeck, Germany, said that 3D sipes, which can only be produced by metal AM technology, are particularly beneficial for the running performance of snow tyres. Tyre moulds consist of eight to sixteen segments whose size fits well into the build chambers of existing AM machines. In his opinion, close cooperation between the tyre manufacturer, the mould designer and the equipment manufacturer is important to identify the best concept for a tyre mould. Frohwerk agreed that the extremely high dimensional accuracy and surface quality required in the production of tyre moulds are the biggest challenge for Additive Manufacturing.
Frohwerk claimed that steel mould segments with sipes of as little as 0.3 mm thickness can today be printed as a whole using SLM Solutions’ equipment. This avoids the costly procedure of stamping and bending the sipes, as well as inserting them into the body of the mould. Although the shape accuracy required by the tyre industry is still a big challenge, Frohwerk is optimistic as he looks back on the significant progress made in this respect during the last three years. He expects that metal AM technology will be further improved and the amount of secondary processing minimised in the near future.
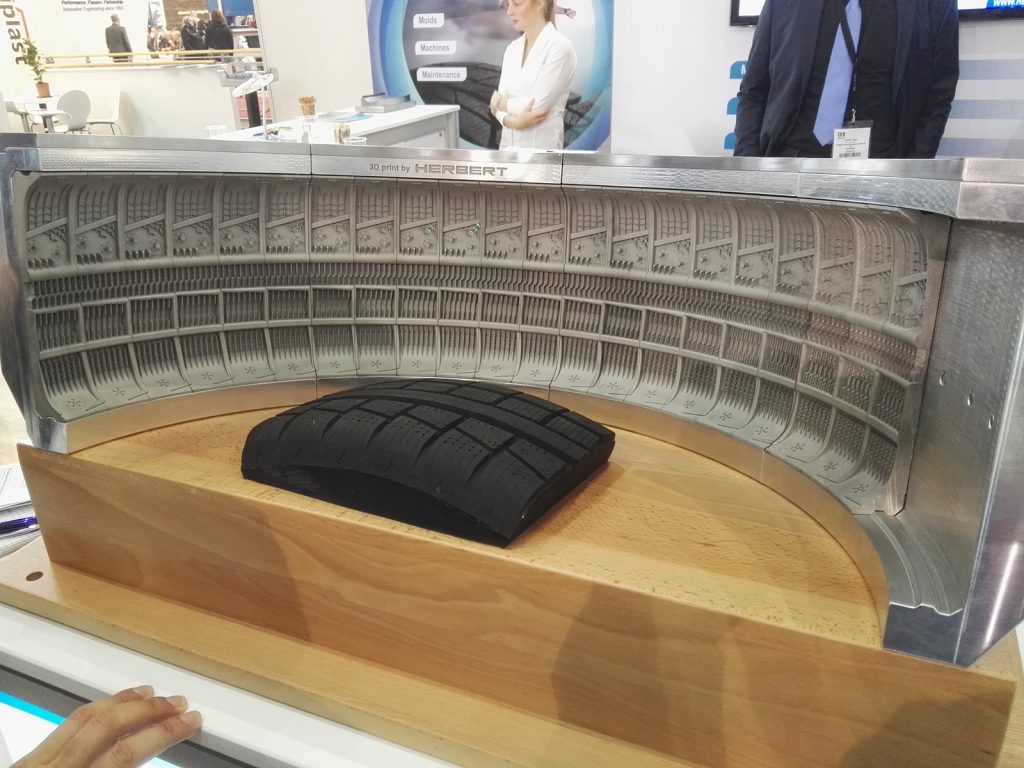
According to Frohwerk, the present concept of an AM tyre mould is a twin shell design. The outer shell is a machined aluminium ring providing the required strength, stability and roundness to support the inner profile. Inside the supporting outer ring is the additively manufactured shell forming the tyre profile. This is as thin as possible for cost reduction. Herbert Maschinenbau GmbH, a leading German manufacturer of tyre moulds, exhibited a mould using this twin shell design at Hannover (Figs. 5, 6).

Conclusion
In conclusion, we found that in spite of some scepticism with regard to metal Additive Manufacturing in the tyre mould community, the technology has recently started to gain ground. The dimensional accuracy of additively manufactured products has continuously been improved and the tyre industry has recognised that the advantages of the technology can only be fully exploited if compromises are made with regard to the limitations of the AM process. Metal AM technology is already widely used as a rapid prototyping tool for developing new tyre mould designs and the unique freedom of design that it offers, allowing for the production of 3D sipes, is appreciated by the industry. For a deeper penetration of the tyre mould market it is essential that equipment manufacturers and users cooperate, learn from each other and work step-by-step to close the gap between the capabilities of Additive Manufacturing and the requirements of tyre mould manufacturers.
The author expresses his sincere thanks to all interview partners who have willingly and openly communicated their opinions on the issue of Additive Manufacturing in the tyre industry.
Author
Dr Georg Schlieper
Harscheidweg 89
D-45149 Essen
Germany
Tel. +49 201 712098
Email: [email protected]

LAST MONTH’S MOST-READ ARTICLES












