


MAMC 2014: Vienna’s Metal AM Conference reports on progress in a rapidly changing industry
More than 150 participants from 19 countries attended the Metal Additive Manufacturing Conference (MAMC), Vienna, November 20-21, 2014. The conference, organised by the Austrian Society for Metallurgy and Metals (ASMET) and voestalpine Edelstahl, reviewed the latest developments along the entire processing chain as well as novel applications. Prof. Bruno Buchmayr, Montanuniversität Leoben, and Prof. Juergen Stampfl, TU Wien, present an introduction to Additive Manufacturing and report on highlights from the MAMC 2014 conference. [First published in Metal AM Vol. 1 No. 2, Summer 2015 | 15 minute read | View on Issuu | Download PDF]

Additive Manufacturing has received substantial interest in recent years, from a technological as well as from an economical point of view. AM technologies are capable of building complex three-dimensional objects by the stacking of thin individual layers. Since no tools are required in this additive approach, the degree of freedom regarding shape complexity is greatly enhanced compared to subtractive processes, such as turning or machining.

AM is largely used for the manufacture of short lead-time prototypes, but also for small-scale series production and tooling applications. In addition to applications in engineering, AM is becoming ever more popular in the medical sector, where patient-specific geometries are required, for example in orthopaedics, dentistry and hearing aids. Today suppliers offer a substantial number of different AM systems, ranging from domestic 3D printers costing less than $1,000 through to professional manufacturing systems costing more than $500,000. This large number of systems available on the market has led to significant market segmentation. In 2012, the ASTM International Committee on Additive Manufacturing Technologies proposed a scheme for categorising 3D printing systems. The main processes are described in Table 1.
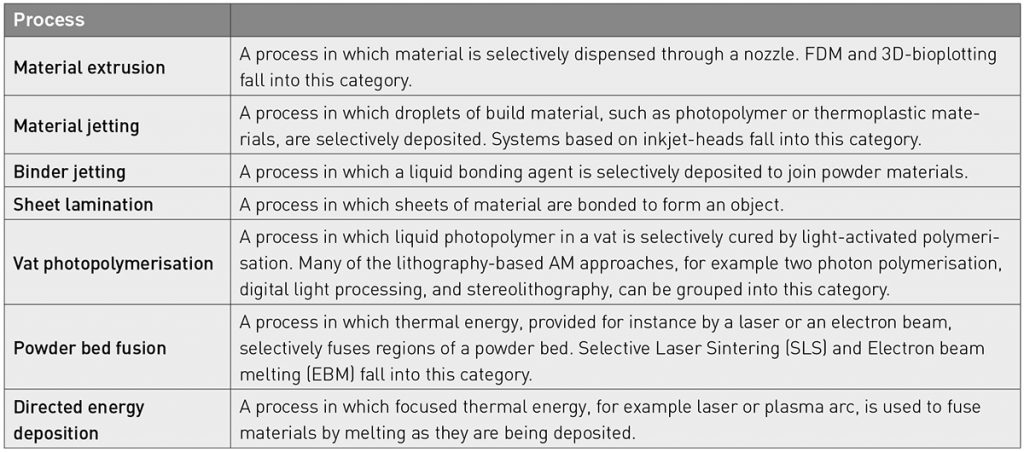
Only a few of these methods are applicable to the processing of metals and by far the most significant methods in the context of this article are processes related to powder bed fusion. Several specialised applications rely on directed energy deposition, for example the repair of turbine blades. Due to its importance in real-world applications, the Additive Manufacturing of metals has gained significant interest from high-profile industrial users, particularly in the energy and aerospace sectors.
The market for Additive Manufacturing
![Fig. 3 Worldwide revenues in $ million, from sales of products (blue) and services (green) [1]](http://www.metal-am.com/wp-content/uploads/sites/4/2022/07/03-8-1024x645.jpg)
The overall market situation for AM technologies appears to be promising, as can be seen in Fig. 3 [1]. Services and products, defined as both AM systems and materials, have shown a significant growth since the 2008 financial crisis and worldwide revenues surpassed $3 billion in 2013. This growth has generated much interest in AM related activities. However, it should be noted that revenues from AM technologies are still small compared to the overall worldwide manufacturing market.

The worldwide installation base of professional 3D printers, defined as costing in excess of $5000, is dominated by North America (Fig. 4), followed by Europe and Asia. The largest number of applications relying on AM is still related to prototypes, small-scale series production and patient-specific parts for biomedical applications. Most of these applications make use of polymers as the base material. However, for engineering applications and more demanding applications in biomedicine, such as load bearing implants, metals are the materials of choice in the majority of cases.
![Fig. 4 Geographical distribution of worldwide system installations (industrial systems) [1]](http://www.metal-am.com/wp-content/uploads/sites/4/2022/07/04-8-1024x571.jpg)
The Additive Manufacturing of metals
There are three direct processes for metal Additive Manufacturing; Selective Laser Melting (SLM), Electron Beam Melting (EBM) and Laser Metal Deposition (LMD). For rapid prototyping, tooling and the manufacture of engineering structures, SLM is the dominant AM process. EBM is primarily used for TiAl6V4 and the intermetallic TiAl-alloy in the aerospace industry. Companies such as GE Avio Aero, it has been suggested, will concentrate in the future on large sized parts, with increased productivity thanks to higher laser power and parallelisation of operations, and increased reliability thanks to longer filament life, controlled leakages and better powder control and distribution. LMD is used primarily for the robot-assisted repair of 3D components such as the edges of turbine blades.

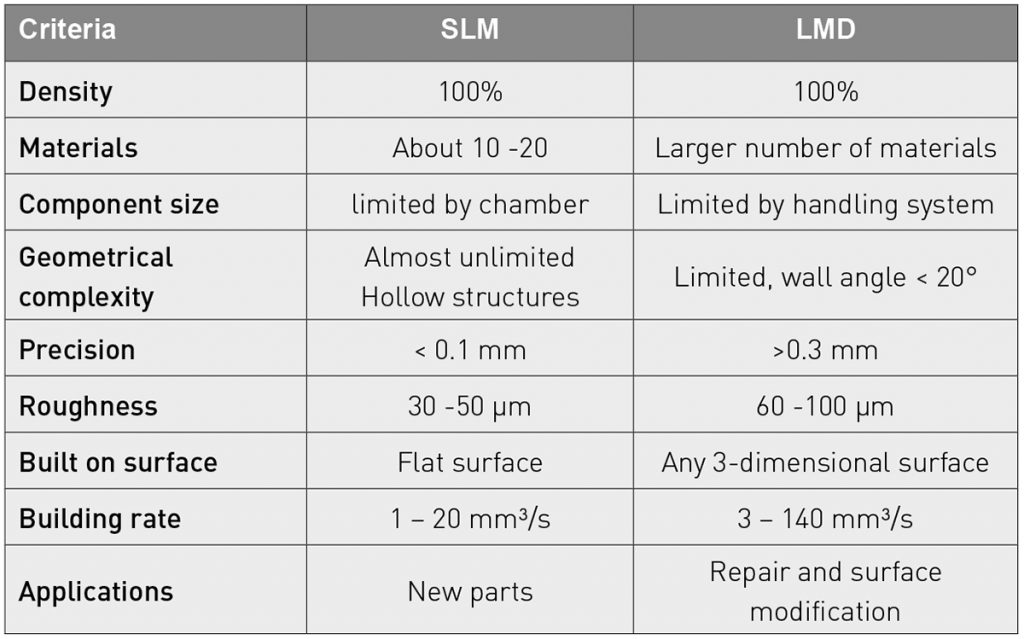
Each of the powder types used for these processes needs a specific optimal size (10 – 50 µm for SLM, 40 – 100 µm for EBM and 40 – 150 µm for LMD). Table 2 provides a direct comparison between SLM and LMD with reference to a number of criteria.
State-of-the-art SLM machines are typically equipped with a 400 W laser beam source and a build space of 250 x 250 x 300 mm³. To increase productivity, several approaches can be taken, including increasing the laser power to increase the scanning speed, use of larger layer thickness and larger beam diameter to increase the build speed. As reported in the presentation Selective Laser Melting on the way to production: recent research topics at Fraunhofer ILT [2], another method used to increase productivity is the parallelisation of the SLM process by using multiple laser beam sources and multiple laser scanning systems in one machine.
However, with the use of a beam diameter of approximately 100 µm, as commonly used in commercial SLM systems, the intensity at the point of processing is significantly increased due to the use of the increased laser power. This effect results in spattering and evaporation of material and therefore in an unstable and non-reproducible SLM process [2]. In order to avoid spattering and rough surfaces in the application of high laser power, a so-called skin-core strategy is used [3], where the outer skin is made with lower beam energy and the core with a higher energy.

Investigations by Fraunhofer ILT demonstrated that through the use of this concept, the build rate can be increased by a factor of 9 in the case of a maraging tool steel 1.2709. In addition, functionally adapted component design using topology optimisation may also lead to smaller levels of part volume and therefore to cost reduction.
![Fig. 5 Revenues from metals for AM [1]](http://www.metal-am.com/wp-content/uploads/sites/4/2022/07/05-5-1024x579.jpg)
With regard to the increasing demand for quality assurance in order to detect welding defects, the Austrian research institute FOTEC Forschungs- und Technologietransfer GmbH reported in its paper Melt pool monitoring and applications of Metal Additive Manufacturing [4] that it has developed a photodiode-based monitoring system that is built into the working chamber of an EOS M280. Using fast signal processing by Matlab, imperfections can be reliably found and can be visualised in the form of a 3D model.
Materials utilisation in metal Additive Manufacturing
The areas which are of primary interest for the wider utilisation of Additive Manufacturing determine the market for commercially available metal powders. These include mainly bronze-based alloys, stainless steels and precipitation hardening (PH) steels, as well as high strength maraging steels. For medical applications, CoCrMo-alloys and pure titanium are the most prominent choices. For lightweight structures, AlSi-alloys (having a low melting point) and TiAl6V4 powders are in widespread use, mainly in the aerospace industry. Finally, nickel base superalloys with superior creep resistance at high temperatures, for example IN718, and corrosion resistant alloys such as alloy 625, are quite frequently used.
As presented in the paper Powder for Additive Manufacturing by Carpenter Powder Products [5], the quality requirements are challenging because chemistry, powder size distribution, cleanliness (metallic and non-metallic inclusions) and flowability all have a remarkable influence on the final product properties. An important question concerns the re-use of powder, because this may lead to some negative effects with regard to oxygen or other contamination pick-up during powder handling.

Currently, most of the metal alloy powders used have similar compositions to those used in cast or wrought form. Further chemistry modifications are performed to improve weldability and mechanical properties. Beside the optimisation of the main welding parameters of laser energy and scanning speed, preheating temperature, welding sequence or hatching style and stress relaxation by additional coupled heat sources are remedies for the avoidance of crack formation.
The metallurgical aspects of the SLM process, which are primarily related to the very short welding time, were considered in the presentation Selective Laser Melting – a metallurgical and materials related view [6]. The limited time available for diffusion combined with the high undercooling from melting lead to very fine microstructures and unstable or metastable phases. Temperature gradient and cooling rate determine the local microstructure as well as the residual stress state or distortion and the likelihood for cracking. For a new tool steel grade using a Bohler metal powder, optimal laser power and scanning speed were derived, to deliver zero porosity in the cross section, which is necessary for a good polishing quality in the manufacture of injection moulds for plastics, for example.
An exposure strategy, patented by Concept Laser and discussed in the paper The advances of 3D systems direct metal printing for industrial parts manufacturing [7], allows a significant reduction in residual stress. This is based on stochastically placed islands, which are worked through in succession. The typical topology appearance is like a chess board.
Lightweight designs for automotive, aerospace and space applications
![Fig. 6 Use of metal Additive Manufacturing in different industrial sectors [1]](http://www.metal-am.com/wp-content/uploads/sites/4/2022/07/06-6-1024x561.jpg)
As a general rule, the economic application of metal AM technology is based on the requirement for a small number of parts or tools, for the use of expensive materials and for small size parts having a very complex geometry. Fig. 6 shows the most important application sectors for the utilisation of metal AM.
The main benefit of AM for aerospace applications is a very high raw material to product conversion rate, equating to a low buy to fly ratio. Fuel consumption is primarily determined by the weight of the aircraft. Topology optimisation supports the design of load-adapted parts based on an FEM-analysis. Elements with low stresses are deleted until the optimisation criterion is fulfilled. This approach usually results in very complex parts with 3D freeform surfaces and hollow structures which can be preferentially fabricated by SLM without any geometrical restrictions. Meiners [2] demonstrated the high potential for weight reduction in the case of an aircraft seat with a weight reduction of approximately 15% being achieved. In addition, the method of topology optimisation can be combined with fine internal lattice structures to obtain a good stiffness to weight ratio, greater energy absorption capacity, etc.
![Fig. 7 Integration of lattice structures in functional parts [2]](http://www.metal-am.com/wp-content/uploads/sites/4/2022/07/07-5-1024x415.jpg)
Thanks to the unique properties of lattice structures and their low volume, the integration of functionally adapted lattice structures in functional parts is a promising approach for the realisation of the full technology potential of SLM. Parts made in this way are shown in Fig 7. It is worth noting that, for AM, manufacturing costs are independent of part complexity. Other interesting designs for the improvement of material efficiency using topology optimisation and bionic concepts were shown in the paper Additive Designed Manufacturing [8]. Fig. 8 demonstrates inner lattice structures in a cylinder head. In this case, the weight of the component could be reduced from 5.1 kg to 1.9 kg, equating to a 66 % weight reduction.
![Fig. 8 Lightweight design of a bionic cylinder head [8]](http://www.metal-am.com/wp-content/uploads/sites/4/2022/07/08-5-1024x652.jpg)
In the MTU Aero Engines presentation The Additive Manufacturing Process Chain for Jet-Engine Applications [9], Dusel reported on the significant increase in parts produced by metal AM, thanks to short lead times, cost reduction, and the enabling of new designs. The first serial AM production parts (boroscope bosses for the A320NEO engine) were introduced in 2013 with a scheduled production ramp-up in 2015/16. Six production machines (M280) and mainly nickel base alloys (IN 718, MAR-M509) are in use. In addition to the AM machines, the complete process chain needs to be set up, consisting of data preparation, stress relieving, parts removal, heat treatment, surface finish/machining and final inspection. It is essential to optimise the complete processing chain and to implement a quality assurance system to monitor every single stage.
QA aspects along the process chain are divided into those before (powder and machine condition, preparation procedure etc.), during (machine monitoring, TPM) and after (FPI, X-Ray, visual inspection, material testing) AM production. MTU summarised the internal challenges as follows:
- Further development of quality assurance
- Extend material database
- Extend AM part portfolio
- Establish design rules and layout for lightweight construction
- Make γ’ strengthened materials accessible for AM production
- Integrated AM production facility
Expectations from the market were outlined as:
- Comparability between machines
- Productive machine time > 5500 h / year (OEE)
- Increases in quality and productivity
- Thinking in terms of serial production
- Further development of the complete process chain
- Exchange of knowledge regarding critical defects
- Common material and process parameter database
For spacecraft parts, AM is seen as a key technology to reduce the weight of standard structural components and to reduce the production costs of complex parts. Within two European Space Agency (ESA) projects, the applicability of AM technologies for the production of different systems and subsystems of telecommunications missions has been analysed. The benefits in terms of cost savings, potential assembly, integration time and mass savings at system level have been assessed. The most promising processes for Ti and Al alloys are SLM and EBM. Several structural parts were identified by OHB System AG in the paper Additive Manufacturing for space application [10], which could result in weight and production cost reductions if produced by AM. Fig. 9 shows some typical examples.
![Fig. 9 Possible spacecraft parts for AM [10]](http://www.metal-am.com/wp-content/uploads/sites/4/2022/07/09-5-1024x736.jpg)
In order to take full advantage of the AM process all parts need to be redesigned and this leads, in most cases, to solutions with higher levels of complexity or smaller detail dimensions that render the parts no longer suited for conventional machining. The prerequisites for the introduction of AM technologies as a standard manufacturing process for spacecraft application are space-specific qualification and verification strategies, which are currently not in place. The most problematic issue in relation to standardisation is the large number of process parameters, the influences of which on the manufactured part are not always known or are unverified.
As an example component, OHB optimised an existing antenna support bracket, as seen in Fig. 10, which was originally designed to be milled from a bulk material block as can be seen in the image on the left. The optimised part on the right hand side is made by AM with a mass saving of 40%.
![Fig. 10 Optimisation of a conventional support bracket design (left) for AM (right) [10]](http://www.metal-am.com/wp-content/uploads/sites/4/2022/07/10-4-1024x551.jpg)
In comparison to conventional investment casting, Varetti in his paper The EBM Technology at AvioAero – the dark side of the moon [11] identified that a 50% cost reduction could be achieved with AM. He showed various Ti-based parts and even an LPT blade made from TiAl using the EBM process.
Tooling applications
As illustrated in the papers Additive Manufacturing at University of Applied Science Upper Austria [12] and Metal Additive Manufacturing for tooling applications – Laser Beam Melting technology increases efficiency of dies and holes [13], tools for metal forming and casting as well as polymer injection moulding can be improved using AM through the implementation of complex cooling systems close to the surface.
In sheet metal forming using press hardening (Fig. 11), as well as in aluminium die casting, this method can improve component quality and reduce process cycle time. Complementary to this, Vollmer in his paper Evaluation and optimization of forming tool coatings processed by laser metal deposition [14] showed the use of the LMD process to create thick film coatings on stamping tool surfaces.
![Fig. 11 Tool for hot sheet metal forming [13]](http://www.metal-am.com/wp-content/uploads/sites/4/2022/07/11-3-1024x577.jpg)
Eifeler Lasertechnik illustrated the wide range of applicability of the LMD process in the paper Laser metal deposition: A solution for wear protection, challenging repair and dimensional change [15]. The three main areas of application are repair of tool components (repair of tool edges), provision of preventive wear protection and production of functional layers with increased thermal conductivity, surface hardness and adapted physical or chemical properties.
Conclusions
Metal Additive Manufacturing has gained greater significance in recent years. The most commonly used process for building metallic components is Selective Laser Melting (SLM). This process is economically used to manufacture small parts with complex geometries and in small quantities, without the need for tools. In combination with design approaches such as topology optimisation and lattice structures, outstanding solutions for lightweight constructions can be achieved.

These characteristic features make SLM the predominant fabrication process in application areas such as automotive, aircraft and space technology. In addition, tools with conformal cooling systems are established products for AM. Medical applications for AM are also of great interest, but have not been covered in this overview.
Authors
Prof. Dr. Bruno Buchmayr
Prof. Dr. Buchmayr is Head of Chair for Metal Forming at Montanuniversitaet Leoben, Austria Tel.: +43 3842 402 5600
Email: [email protected]
Prof. Dr. Jürgen Stampfl
Prof. Dr. Stampfl is leading an AM group within the Institute for Materials Science and Technology at TU Vienna.
Tel.: +43 1 58801 30862
Email: [email protected]
References
[1] Wohlers T., Wohlers Report – 3D Printing and Additive Manufacturing State of the Industry, Wohlers Associates, 2014
[2] Meiners, W.: Selective Laser Melting on the way to production: recent research topics at Fraunhofer ILT, MAMC 2014, 20/21 November 2014, Vienna, Austria
[3] Schleifenbaum, H.et.al.: Werkzeuglose Produktionstechnologien für individualisierte Produkte, In: Brecher C.(eds.) Integrative Produktionstechnik für Hochlohnländer, Springer, 2011
[4] Gumpinger, J.et.al.: Melt pool monitoring and applications of metal additive manufacturing, MAMC 2014, 20/21 November 2014, Vienna, Austria
[5] Lherbier, L.W.: Powder for Additive Manufacturing, MAMC 2014, 20./21.Nov.2014, Vienna
[6] Buchmayr, B.: Selective Laser Melting – a metallurgical and materials related view, MAMC 2014, 20/21 November 2014, Vienna, Austria
[7] Averyanova, M.: The advances of 3D systems direct metal printing for industrial parts manufacturing, MAMC 2014, 20/21 November 2014, Vienna, Austria
[8] Schäfer, D.: Additive Designed Manufacturing, MAMC 2014, 20/21 November 2014, Vienna, Austria
[9] Dusel, K.-H.: The Additive Manufacturing Process Chain for Jet-Engine Applications, MAMC 2014, 20/21 November 2014, Vienna, Austria
[10] Schlitt, R.: Additive Manufacturing for space application, MAMC 2014, 20/21 November 2014, Vienna, Austria
[11] Varetti, M.: The EBM Technology at AvioAero – the dark side of the moon, MAMC 2014, 20/21 November 2014, Vienna, Austria
[12] Huskic, A.: Additive Manufacturing at University of Applied Science Upper Austria, MAMC 2014, 20/21 November 2014, Vienna, Austria
[13] Müller, B. et.al.: Metal Additive Manufacturing for tooling applications – Laser Beam Melting technology increases efficiency of dies and holes, MAMC 2014, 20/21 November 2014, Vienna, Austria
[14] Vollmer, R. et.al.: Evaluation and optimization of forming tool coatings processed by laser metal deposition, MAMC 2014, 20/21 November 2014, Vienna, Austria
[15] Pötzl, R.: Laser metal deposition: A solution for wear protection, challenging repair and dimensional change, MAMC 2014, 20/21 November 2014, Vienna, Austria

LAST MONTH’S MOST-READ ARTICLES












