


RapidTech + FabCon 3D: Innovations in binder-based AM and advances in conformal cooling
From June 20-22, 2017, the German city of Erfurt became a centre of gravity for Additive Manufacturing, hosting the annual RapidTech technical conference and its accompanying trade exhibition, FabCon 3D. Dr Georg Schlieper visited the event for Metal Additive Manufacturing magazine and highlights a number of innovative trends in metal Additive Manufacturing process technology and applications, including the latest binder-based Additive Manufacturing technologies and innovations in toolmaking. [First published in Metal AM Vol. 3 No. 3, Autumn 2017 | 15 minute read | View on Issuu | Download PDF]

This year’s RapidTech + FabCon 3D event attracted a record attendance of more than 4,800 visitors and over two hundred exhibitors. Now in its 14th year, the organisers also reported a 20% increase in exhibitor numbers over the previous year and an increase in floor space of nearly 25%. The RapidTech conference, held in English and German with simultaneous interpretation, featured nearly a hundred presentations from Europe and further afield, and covered some of the most important sectors of Additive Manufacturing through a series of parallel Trade Forums.
The conference opened with a keynote presentation by Charles ‘Chuck’ Hull, recognised as the inventor of stereolithography and co-founder of 3D Systems, a leading US producer of AM machines. Hull shared the story of his career and spoke about the many frustrations that each inventor has to go through before a product is created that can be manufactured and marketed economically. Today, Hull is 3D Systems’ Chief Technology Officer.
BASF: printing metal like plastics
Several innovative AM technologies were presented in the exhibit hall which will complement, and possibly compete against, established powder bed AM processes such as laser and electron beam Powder Bed Fusion (PBF) and Binder Jetting. BASF SE, Germany, introduced a polymer filament containing a high concentration of 316L metal powder. The filament material is based on the company’s Catamold® binder system, which has been used successfully for many years in the Metal Injection Moulding (MIM) industry. In cooperation with the Austrian company EVO-tech GmbH, BASF has developed a Fused Deposition Modelling (FDM) process analogous to the printing of polymer filaments and Evo-tech presented a desktop printer for both polymer and metal filaments under the brand name EVO-lizer (Fig. 2).

The EVO-lizer, with external dimensions of 860 x 840 x 540 mm, has a build space of 270 x 200 x 210 mm and is equipped with two high temperature nozzles for melting the filament at up to 330°C. Nozzle diameters between 0.2 and 0.8 mm are available, generating a layer thickness of 0.1–0.75 mm. The EVO-lizer can be plugged into any 230 V household power plug and the power consumption is just 250 W.
Needless to say, the price point for this printer is an order of magnitude less than the price of a PBF-based metal AM system, which could lead to a dramatic reduction in cost for certain types of additively manufactured metal product.

Processing the extruded part
BASF’s filament is produced by working metal powder into a polymer binder based on polyoxymethylene (POM), with a metal powder content of 50–60% by volume. It has a diameter of 1.75 mm and can be printed like a polymer filament. The result is what is called a green part (Fig. 3) requiring further processing. The parts created using this method are reportedly characterised by an excellent green strength that allows for the removal of scaffolds and post-processing to be carried out in the green state with little effort and at low cost in order, for example, to improve the surface quality or individual dimensions.

Debinding
The next step is the degradation of the POM binder in an acid environment at temperatures around 120°C. The catalytic debinding process uses highly concentrated nitric acid (HNO3) with a concentration of at least 98%. The acid vapours rapidly decompose the main binder constituent without damaging the part, thereby creating a network of open porosity in the part. The part shape and size are not changed, nor is there any deformation during the debinding process, since the temperature for catalytic debinding is significantly lower than the softening point of the binder system. A portion of the binder remains in the part after catalytic debinding so that sufficient strength is maintained to hold the part together and allow safe transportation to the sintering furnace.
The speed of binder degradation using this method is relatively high, as compared to other binder removal processes such as solvent or thermal debinding. BASF claims that the main binder constituent, POM, can be completely removed from parts with up to 5 mm wall thickness in less than three hours. The main reaction product is formaldehyde, which is further degraded by the flame of a natural gas burner so that the final products are completely harmless to the environment. Industrial debinding ovens for this process are available from several manufacturers and in various sizes, either batch type or continuous.
Sintering
After the removal of the main binder constituent by catalytic debinding, the parts are sintered at a temperature above 1300°C to create a solid metal structure. The portion of the binder remaining in the component after debinding, the ’backbone binder’, is rapidly evaporated through the open pore network while the parts are heated to sintering temperature. As the organic components are removed, the fine powder particles begin to sinter, forming solid material necks at their contact interfaces. This way, the metal powder does not disintegrate and the part shape is maintained throughout the process.
Sintering, the process by which powdered material is transformed from a loose arrangement of powder particles into a solid material without losing the shape of the component, is accomplished by diffusion processes, i.e. atomic displacement and material transport in the solid state. As the temperature increases, so does the part strength, as the internal porosity is reduced until the part is almost fully dense.

The driving force of sintering is the reduction of the free surface energy. Along with the densification goes a shrinkage of the part, amounting to roughly 15% linearly. At the end of the sintering process the material is nearly pore-free and the physical properties are similar to those of wrought materials.
This complete process may sound rather complex to readers who are not familiar with MIM, but it is a well-established industrial process and many millions of parts are produced by this technology every day. MIM parts manufacturers with catalytic debinding ovens and sintering furnaces can easily adopt EVO-lizer technology or similar for rapid prototyping or small series production.
AIM3D: FDM of MIM feedstock granules
Another AM innovation was presented by Germany’s AIM3D GmbH. This start-up is a spin-off out of Rostock University. Clemens Lieberwirth, AIM3D’s Technical Manager, has invented a micro extruder for use as an AM print head which handles MIM feedstock granules like an injection moulding machine. Integrated in an AM system, it can manufacture metal parts by FDM. As with BASF’s new filament, these green parts then undergo a MIM-style debinding and sintering cycle to achieve the required material properties (Fig. 4).

The AIM3D system can handle commercial polymer granules as well as metal and ceramic, making it easier for manufacturers to extend their range of materials using the wide variety of feedstocks commercially available. Lieberwirth told Metal Additive Manufacturing magazine that successful tests have been carried out with 17-4 PH, 316 and 304 stainless steels, tungsten carbide and ceramic feedstocks. Even copper has recently been manufactured.
This system is not restricted to a catalytic debinding system and is able to process even feedstocks based on water soluble binders, thereby reducing the required investment for binder removal systems. The system will be commercially available starting in 2018.

These developments mark a significant step towards cost reduction for metal AM components. However, more research and engineering development is required to prove the integrity and reproducibility of materials produced by this technology. Dimensional accuracy and surface quality, critical features of all AM processes, need further improvement. Since the technology is still very young, significant progress in this respect can be expected in the years to come.
XJET: inkjet printing for metal and ceramic powders
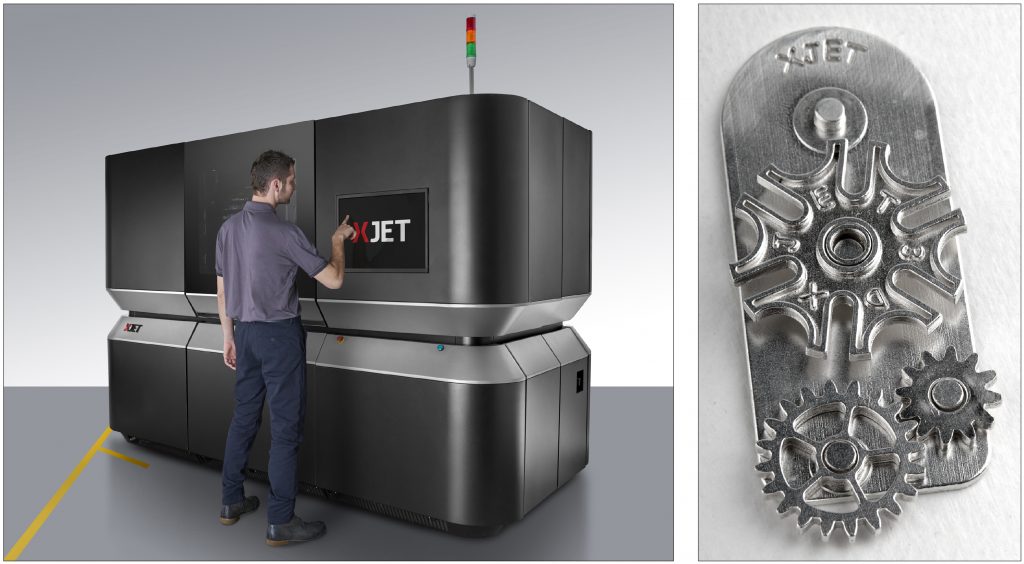
A new AM technology for metals and ceramics was promoted by XJET Ltd., Rehovot, Israel. ‘Nano Particle Jetting’ uses a slurry of sub-micron metal or ceramic powder particles in a carrier liquid as raw material, which is supplied in sealed cartridges. Printer heads are used to deposit an extremely thin layer of particles with each print cycle.
During production, the machine’s build space is heated, thereby evaporating the carrier liquid and creating firm contacts between the powder particles. Scaffolding structures can be made of a different material to the product, making them easier to remove than traditional scaffolds and supports. The manufactured green parts are then sintered to almost full density, with a shrinkage between 5 and 10% linearly, depending on the material.
XJET claims to have achieved unprecedented detail, excellent dimensional accuracy and surface quality in parts produced with this technology (Fig. 5). Among the metals available, 316L stainless steel has been processed so far. The speed of manufacture is reported to be similar to that of other AM technologies thanks to a multitude of nozzles in the printer heads.
These examples show that there is still room for substantial innovation in metal AM. It is exciting to see the continued development of such technologies and that new and unconventional ideas are being realised by researchers. This will lead to more competition among the various alternatives in metal AM technology, exert a pricing pressure on the established laser beam systems and further extend the range of applications of metal AM products.

Advances in AM for conformal cooling applications
Since the emergence of metal Additive Manufacturing, the toolmaking industry has adopted this technology for various industrial applications. Many of these have been reported in this magazine; perhaps the most well-known being mould inserts with internal cooling channels, for injection moulding and pressure casting tools. In its Trade Forum on Tool, Mould and Fixture Making, the RapidTech conference covered this topic and the latest broader developments in the sheet metal forming of automotive components and body parts.
Optimising cooling channel design
Gerald R Berger, of the University for Mining, Metallurgy and Materials in Leoben, Austria, presented his research on the optimisation of cooling channel design in injection moulding tools. The time required for the injection moulding cycle comprises the times required for tool closing, injection, holding the pressure, cooling, tool opening and ejection of the component. To a great extent, productivity is determined by the required cooling time (i.e. pressure hold time plus remaining cooling time). Accelerated cooling is therefore a key approach for increasing productivity. For components with large differences in wall thickness, the installation of tool inserts with internal cooling channels produced by Additive Manufacturing is particularly advantageous.
Berger compared three different injection moulding tool insert designs, one in the traditional design with two copper pins of 6 mm diameter to help remove the heat faster due to the high thermal conductivity of copper and two inserts with internal cooling channels made by metal AM (Fig. 6).
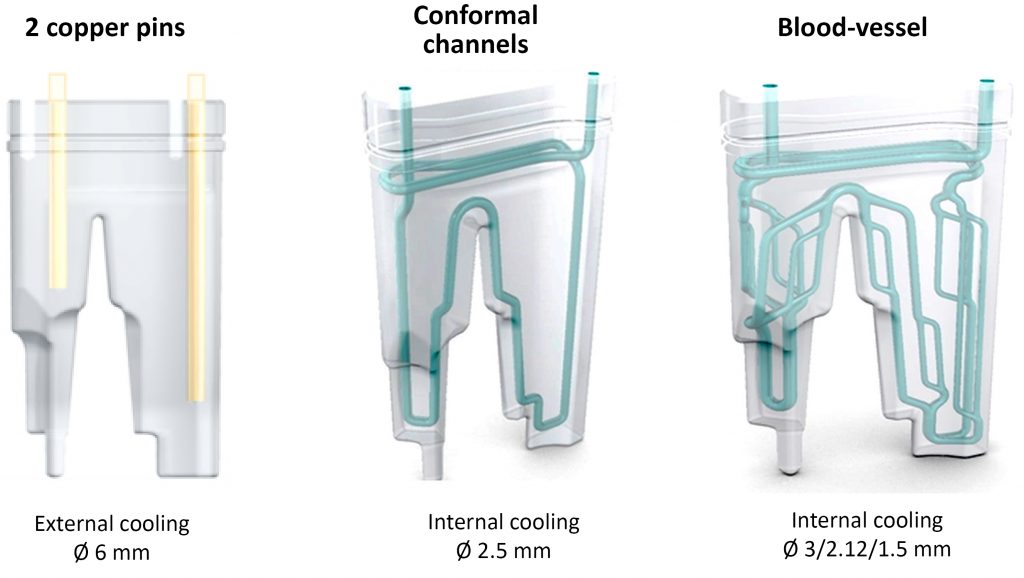
The first AM design presented was a single conformal cooling channel with a constant diameter of 2.5 mm. Conformal cooling means that one or more cooling channels are designed to follow the contour at a constant distance as close underneath the surface of the insert as possible, without putting the stability of the component at risk.
The second AM design was modelled to mimic the structure of blood vessels, with several branches of channels. The channel diameter was reduced at each branch by the square-root of 2, starting from 3 mm through 2.12 mm to a minimum diameter of 1.5 mm. This ratio derives from the condition of equal volumetric flow rate through each channel. A constant flow of the cooling medium and limited pressure differences between the channels were achieved by keeping equal length between the branches as far as possible.
The performance of the investigated cooling concepts was studied in a series of computer models. Fig. 7 shows the calculated surface temperature of the mould insert at 3.5 s after the start of the moulding cycle for the optimised cooling concepts. Images A-D compare two different insert materials, namely steel 1.2343 (A, C) and the copper base alloy AMPCO 83 (B, D) with a higher thermal conductivity than steel, and two cooling concepts, the conformal (A, B) and blood vessel cooling channels (C, D). The higher thermal conductivity of the copper alloy resulted in a marked lowering of the surface temperature, but the effect of the blood vessel cooling compared to the conformal cooling was even more pronounced.
In the discussion that followed the lecture, a listener commented that the blood vessel solution was practically problematic because it would be almost impossible to clean the channels once they were clogged. A practical application would therefore always prefer cooling channels of a uniform diameter over a branched version.
Development of an automotive component forming tool
Although at first sight they may sound almost the same as the injection moulding and pressure casting applications mentioned above, the technical requirements for sheet metal forming are much more demanding. While the temperatures during injection moulding of polymers are usually less than 200°C and temperatures of about 500°C are reached during aluminium pressure casting, sheet metal forming involves temperatures of about 1000°C for austenitising the steel sheet. This is then rapidly cooled to below 200°C in the press to achieve a martensitic hardened structure. Because of the high temperatures involved, the requirements for the mould insert material are much higher than for the other applications mentioned above.
Automotive components made from high strength steels by sheet metal cold forming pose extremely high challenges on the forming process. Alternatively, direct hardening in the forming press offers higher strength and consequently the option to save weight by reducing the sheet thickness. Furthermore, parts can undergo martensitic hardening in sections where high strength and wear resistance is required and left with higher ductility in other sections by cooling less rapidly.
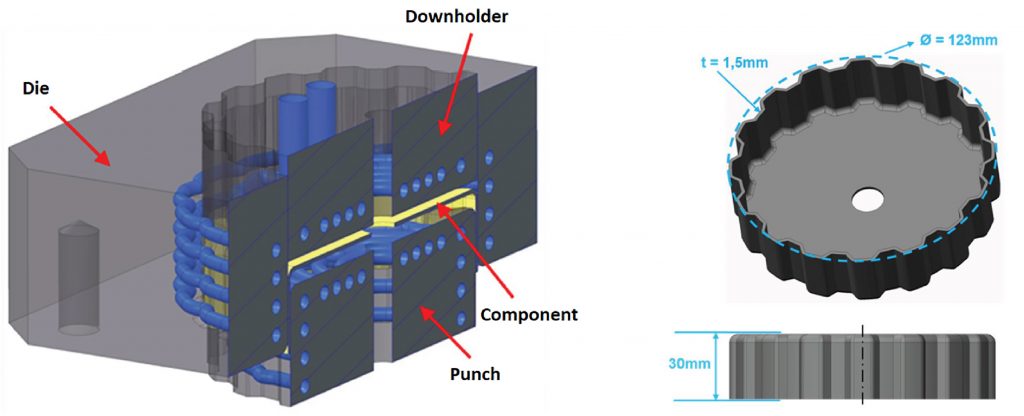
Mathias Gebauer of Fraunhofer Institute for Machine Tools and Forming Technology (IWU) in Chemnitz, Germany, has developed a sheet metal forming tool with conformal cooling channels made by Additive Manufacturing. The three tool elements which make direct contact with the component, i.e. punch, die and downholder, were all equipped with conformal cooling channels (Fig. 8). For economic reasons, a hybrid solution was chosen whereby only the functional geometry with the cooling channels was made by Laser Beam Melting and the main body of the tool elements was made by conventional technologies. With this innovative tool solution, the cooling time required to cool the component from 1000°C to below 200°C and create a martensitic structure could be reduced from ten to three seconds. Here, conformal cooling is crucial to remove the heat fast enough to achieve a martensitic steel.
Car body parts by direct press hardening
Today, car body parts are usually cold formed from steel sheet in several steps on highly automated stamping and press lines. The huge stamping and forming tools used represent a major cost factor in the production of car bodies. Reducing the thickness of the steel sheet offers significant potential for weight reduction; as a result of the trend towards weight reduction in car production, body panels have become ever thinner. In order to achieve sufficient strength and stability, automotive companies have developed a process to harden body parts in the forming press, called press hardening.
Rapid cooling of steel sheet of a reasonable size from 1000°C to below 200°C requires an extremely efficient cooling system. This can only be achieved with conformal cooling channels, as demonstrated by Roland Malek of Volkswagen Slovakia.
Malek reported on the results of manufacturing a demonstrator body part by press hardening. Two mould inserts were compared, one with conventionally drilled cooling channels and one with conformal cooling channels made by Laser Beam Melting. The two solutions are shown in Fig. 9. The upper example has the drilled cooling channels and the lower one has the conformal cooling channels. Temperature profiles of the formed sheet with conventional cooling (top) and conformal cooling (bottom) are also shown. The insert with drilled cooling channels was not capable of cooling the part fast enough for complete martensitic hardening. There was a critical area in the centre where the maximum temperature was still 335°C, whilst the part manufactured with conformal cooling had a maximum temperature of 177°C.
In the discussion following the presentation, an objection was raised that the few tool steels currently available for laser Powder Bed Fusion wear relatively quickly under the high pressures and temperatures they are exposed to during press hardening and thus cannot guarantee a sufficient lifetime. Malek agreed and suggested that it is the responsibility of AM machine developers to enable the production of tool steels with higher carbon contents. This would contribute to further industrialisation of Laser Beam Melting and could be a major advancement for the toolmaking industry, growing the demand for AM systems.
Start-up Award: security keys coming out of the powder bed
During the conference, a Start-up Award was given for a particularly innovative business idea relating to AM. All companies that entered the competition presented their business plans to an expert jury, with the winner receiving €3000.
This year, the jury unanimously selected Alejandro Ojeda, Co-Founder and Managing Director of Urban Alps AG, Zurich, Switzerland, for the development of a new type of high-security key. The Stealth Key is similar to conventional high-security keys, but incorporates two flat side covers to hide the key profile – the essential information for unlocking a door – so that it cannot be easily copied, even using the latest 3D scanners. Other geometrical details to prevent copying can be integrated in the design at no extra cost.
The key, manufactured by Laser Powder Bed Fusion, requires no post-processing except separation from the support structure. Fig. 10 shows a batch of stealth keys prior to removal from the build plate of the AM system. According to UrbanAlps, the target price for these keys, when produced at high volumes, is approximately €30.

The jury stated that it was especially impressed by this concept because it demonstrates the feasibility of mass producing consumer products by metal AM. UrbanAlps is now seeking three pilot customers willing to test the innovative key concept in daily practice in order to eradicate any teething problems and prove the usefulness of the stealth key concept.
Author
Dr Georg Schlieper
Harscheidweg 89
D-45149 Essen, Germany
Tel. +49 201 712098
Email: [email protected]

LAST MONTH’S MOST-READ ARTICLES












