


Natural resources and national strategies: How metal Additive Manufacturing is taking off in Australia
Australian expertise is today becoming much more commonplace on the international AM scene. From technology and materials suppliers to application developers, companies are growing on the back of world-class research and education facilities, and a business environment where innovation and international trade are rewarded. Combine this with an abundance of AM-relevant natural resources and, as Alex Kingsbury explains, an environment has been created in which AM is thriving. [First published in Metal AM Vol. 5 No. 1, Spring 2019 | 25 minute read | View on Issuu | Download PDF]

Australia has had a varied and interesting relationship with manufacturing since its beginnings as a nation in 1901. Given Australia’s relatively remote location in the world, it was important to establish a manufacturing base. As a result, protectionist economic policies were implemented that meant that imported goods attracted high tariffs; this had the desired effect, and manufacturing, and therefore a prosperous middle class, thrived right through to the 1970s. At this point, tariffs in Australia were the highest in the industrialised world.
The landscape changed significantly in the 1980s and 90s when aggressive tariff reform was pursued in Australia as part of a worldwide trend towards opening international trade borders. The manufacturing sector necessarily refocused away from domestic supply, towards export. This refocusing of manufacturing was felt hard by many. Ultimately however, the businesses that were already globally competitive prevailed, alongside those that had built resilience into their business models and supply chains. What remains of the manufacturing sector to this day is a sustainable and vital industry that is globally competitive and export oriented.

This sector has benefitted from the exceptional skills base that has been incubated over a number of decades. Generous government support is also available for companies wishing to develop intellectual property, participate in research and development activities and connect with offshore trade. The strong and growing university sector not only develops highly capable graduates, but also supports local companies with world class research facilities and research and development programmes.
This refocusing on manufacturing in Australia comes at a time when metal Additive Manufacturing is maturing and becoming more widespread. For reasons which remain unclear, in adopting nearly every new technology, Australia has lagged approximately five years behind the rest of the world. However, when adoption does occur, it tends to happen very quickly; metal AM has been no different, and just like we saw AM take off globally in 2012, this point was reached in Australia, somewhat predictably, in 2017. Now that the seeds have been sown, we have an interesting range of activity happening ‘down under’, which this article will profile.
Leading industrial AM companies
To date, AM activity in Australia has been driven primarily by entrepreneurial activity. For a supposedly ‘laid back’ nation, Australia has a thriving start-up scene, albeit mostly in the software, financial technology and biotechnology sectors. Interestingly, some of the most prominent players in Australian AM are equipment suppliers, with key examples being Aurora Labs, SPEE3D and Titomic. All three companies rely heavily on their ability to create value-driven intellectual property, and two of them – Titomic and SPEE3D – have intellectual property in cold spray technology.
SPEE3D
Melbourne, Victoria
Byron Kennedy, founder and CEO of SPEE3D, attributes “having ready access to people and knowledge” as enabling the industry to grow in Australia. Kennedy and co-founder/CTO Steven Camilleri are both entrepreneurs at heart; they were looking for more efficient methods by which to rapidly prototype parts for their high-efficiency electric motors when they visited the cold spray lab at the Commonwealth Science and Industrial Research Institute (CSIRO). The technology struck them as having a lot of potential to replace the casting process, while drastically cutting down lead time.

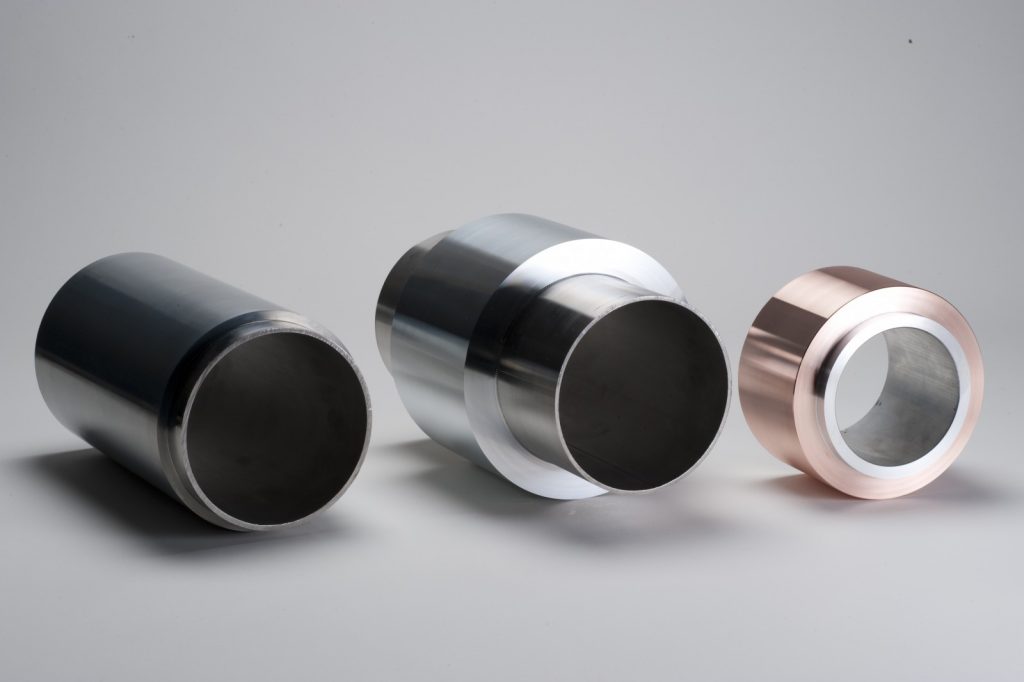
Having successfully commercialised their electric motor development company, the partners focused on creating a high-speed metal Additive Manufacturing system based on cold spray technology. Aluminium and copper are a strategic focus for the team, as this is where cold spray and their machines will provide the most value. “We have access to some of the lowest cost materials in the world. Bauxite to produce our aluminium feedstock is mined in Queensland, smelted and atomised in Tasmania, and delivered to Melbourne,” says Kennedy.
Today, SPEE3D offers two machines, LightSPEE3D (Fig. 2)and the larger format version, WarpSPEE3D. The company is rapidly pursuing plans for expansion into North America and Europe for sales and service support, but will remain Australian based. The expansion has been key to overcoming one of its biggest hurdles, as Kennedy explains: “12,000 kilometres is a big challenge. We need to provide offshore customers assurance that we’ll provide them a high level of service if they buy a machine.”

So far, however, that hasn’t perturbed FIT AG in Germany, which bought a system to build capability for the technology in Europe in September 2018. In fact, apart from sales to Australian universities, all of SPEE3D’s sales have been offshore and include the purchase of a system by Singapore Polytechnic. This is unsurprising, however, as Kennedy notes, “it’s essential to be export focused.” Various government programmes have supported SPEE3D’s growth, and Kennedy is emphatic that this level of support has been enormously helpful.

Aurora Labs
Perth, Western Australia
On the other side of Australia in a suburb of the mining city of Perth, Aurora Labs came to being under a similar set of circumstances. Founder and CEO David Budge is also a serial entrepreneur, who was seeking a method which could be used to make AM faster and cheaper. He credits the comparative isolation of Australia as the reason behind the nation’s creative resourcefulness. “Australian people are very good at thinking outside the box because we are so far from everything,” he says. “Having to wait weeks for someone to fly a part in to fix something means that we skill up pretty quickly. We fix things ourselves and this leads to an inventive culture.” This is particularly so in Perth, known for being one of the most isolated cities in the world.
Aurora Labs has ambitious plans. From producing and selling its low-cost laser machines to developing its multi-level rapid manufacturing technology, pursuing low-cost powder production and a recent joint venture with engineering firm WorleyParsons; it’s not surprising that a public listing was the best method of raising capital to fund all this activity. Budge is clear on this point: “Accessing capital is challenging. We don’t have an established venture capital network like in the US. You either list on the ASX or go overseas.” Aurora Labs chose the former and will be staying in Australia. Like SPEE3D, though, they are quickly establishing sales and support offices in a few key locations close to their customers.

Titomic
Melbourne, Victoria
Titomic is another high-profile metal AM company that has raised capital to fund ambitious technology development plans. Having secured licences to CSIRO intellectual property relating to cold spray technology, it set about building its very large format cold spray system in Melbourne.
Commercialising cold spray is not straightforward; it is not a thermal process, so the properties of cold sprayed parts differ from traditional, thermally processed objects. Jeff Lang, founder, CEO and Managing Director, is a believer in cold spray’s ability to revolutionise manufacturing. Indeed, cold spray has unique characteristics such as the ability to combine dissimilar metals, apply coatings, and create near-net shape parts, all in the absence of a thermal energy source. Understanding that the market will not readily accept cold spray technology as an immediate commercial solution, Titomic’s business model starts with a collaborative agreement where the technology is tested against customer requirements.
Like Aurora Labs, Titomic raised its capital on the Australian Securities Exchange (the ASX) by listing as a public company. This early listing tactic is somewhat unique to Australia; whereas elsewhere in the world an early stage technology company would raise capital through private or venture capital, in Australia these marketplaces for capital are less interested in investing in manufacturing companies or hardware style businesses. Listing on the ASX provides a secure and easy conduit to smaller investors who have the appetite for higher risk investments. Institutional investors also look to the ASX in Australia for portfolio diversification, and thus the ASX is an easy and transparent route by which to attract this type of investor. While access to capital via the ASX is overall easier, staying in the public spotlight while developing a technology and its corresponding market can be challenging. It exposes the company to an additional level of scrutiny, and also comes with an additional cost burden.
Anatomics
Melbourne, Victoria
Also unique to the Australian landscape is the public-private funding model that the health sector relies on. Well-resourced public hospitals act as the backbone of privately funded surgical practice. Competition is healthy, and surgeons rely on innovation and excellent patient care to be successful. This has had the effect of driving much innovation in the medical technology (medtech) field, and therefore in the associated AM technologies. Anatomics, a medical technology business founded by neurosurgeon and entrepreneur Paul D’Urso, was a first mover in this space. Having worked with AM polymers for anatomical models, Anatomics partnered with CSIRO to move into metal AM. Together, Anatomics and CSIRO designed and printed the first titanium heel implant for a cancer patient facing amputation below the knee. This was followed by the first additively manufactured sternum and rib implant for a patient in Spain. D’Urso’s company now exports additively manufactured implants to thirty different countries around the world.
OMX Solutions
Melbourne, Victoria
In 2015, a one-off collaboration between oral-maxillofacial surgeon Dr George Dimitroulis and the University of Melbourne was successful in additively manufacturing a jawbone implant for a patient. This work led to the creation of AM-based spin-out OMX Solutions.
Initially created to commercialise the temporomandibular joint (TMJ) implant that was created during the collaboration, the company now designs and markets a range of customised oral maxillofacial implants that use metal Additive Manufacturing as the primary processing technique (Fig. 5). “The TMJ and other maxillofacial implants are perfect candidates for AM,” explained Mick Shaddock, General Manager of OMX. “AM addresses the ability to have a patient-specific, perfectly fitting implant. A TMJ implant is challenging as the surgeon is working with a small amount of bone stock, so AM is an excellent solution.”

Shaddock credits the strong medical technology network in Melbourne for incubating talent and giving rise to much of the innovation in this space. “Melbourne is absolutely the leader in the AM medtech space,” he stated. “We have world-class organisations and leading experts at our doorstep here. The expertise is across the industry spectrum and includes academic, research, private and public enterprises and, importantly, a highly interested and progressive clinician base.” He is also positive about the government assistance, stating that, “Attracting government funding helps opens doors to domestic expertise and offshore connections.”
However, the biggest challenge for OMX, Anatomics and others is the looming change of regulations by the Therapeutic Goods Association (TGA) in Australia. The proposed changes could see a significant shift in the approach to customised implants. Most significantly, the move to limit annual production would effectively quash the business model for customised implants, which relies on medium volume levels to be viable. Overall, however, there is recognition that the current regulations are in need of updating to manage the unique nature of AM and the implications the technology has for implant manufacture.
Amaero Engineering
Melbourne, Victoria
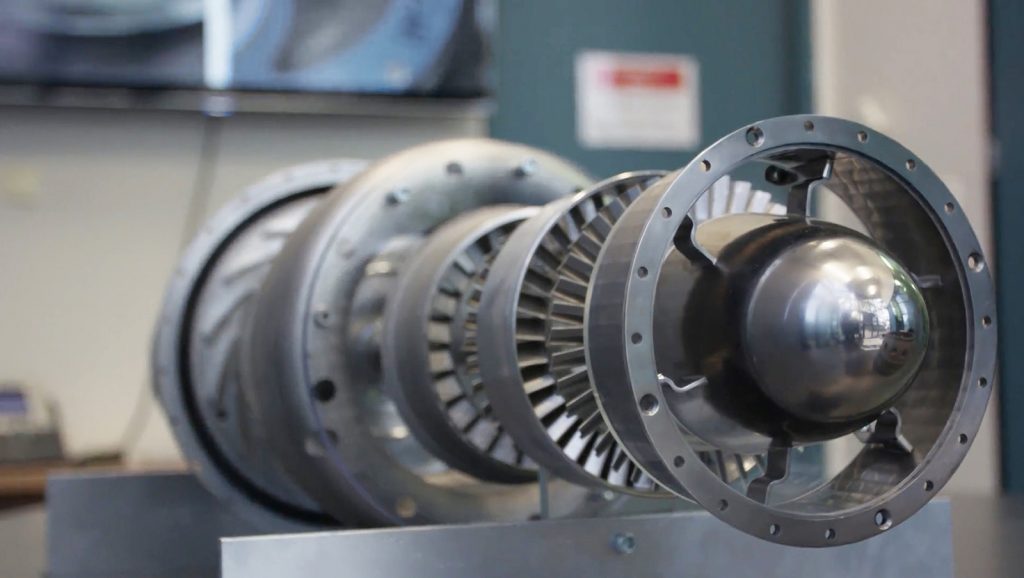
The defence sector in Australia is currently experiencing unprecedented growth. Many large capability programmes are being awarded in-country and international programmes such as the Joint Strike Fighter have provided many small-to-medium enterprises in Australia with exposure to international supply chains. Additionally, the defence sector’s strong links with research institutions have assisted adoption of AM technologies. Amaero Engineering is a Melbourne-based metal AM service bureau that has seen good growth in defence-related work. Early in 2016, it was assessed by global defence contractor Raytheon as ITAR compliant and ready to receive production orders. It has also established its first offshore manufacturing venture, a partnership with Safran Power Units in Toulouse, France, to print gas turbine components. As a spin-out from Monash University, it has access to a range of large format metal AM systems; this enables it to build parts that many defence partners are looking for both locally and internationally.
Breseight Engineering
Sydney, New South Wales
The first metal AM service bureau in Australia was Breseight Engineering. Originally operating as a conventional tool-making and machine shop, Breseight experienced sales and revenue volatility through the 1980s and 90s and knew it needed to change. “We needed to look at new technologies and improve our business model to align it with the top manufacturing countries in the world,” explains Kevin Cullen, Managing Director. “From there, we identified 3D printing as being the technology of the future.”
However, it was a long road ahead for Breseight; its first metal AM machine arrived in the early 2000s, when no one knew how to utilise the advantages of AM. “We were ten years too early and had a white elephant hanging over our head,” says Cullen. However, Breseight weathered the storm and the investment paid off. It has since added a number of metal AM machines and business is booming, especially as it looks to international markets and partnerships. Of the advantages of being located in Australia, Cullen notes Australia’s unique positioning to Asia as being one of the highlights.
Conflux Technology
Waurn Ponds, Victoria
One company that stands out as unique in the Australian context is Geelong-based Conflux Technology. The company was founded by Michael Fuller, an ex-motorsport engineer who was looking for ways to maximise the efficiency of the heat exchangers in Formula One race cars. Utilising AM, he patented a design that used computational fluid dynamics to model the optimum fluid pathways for heat exchange. Fuller and three co-founders were then able to convince AM Ventures in Germany of Fuller’s vision, and in 2017, Conflux secured Series A investment. No other AM company has been able to attract significant overseas funding while remaining in Australia.
The company focuses on AM thermal applications (Fig. 7), and its market is truly global. “99.9% of our enquiries come from North America, Europe and Japan,” says Fuller, “customers and stakeholders are applying pressure for us to be more closely located to our target markets; there is a necessity to have regular face-to-face engagements.”

For now, however, the lifestyle benefits of being so closely located to some of the world’s top surf beaches are the pull factor in attracting top talent. “All the people at Conflux enjoy the lifestyle in Australia,” Fuller explains. “We have a very international team.” There are technical benefits as well; nearby Melbourne is home to Australia’s synchrotron, which the staff at Conflux regularly use to conduct experiments and inspect parts. Without access to such a powerful facility, Conflux would be sending parts overseas to conduct the testing necessary for its products.
Bastion Cycles
Melbourne, Victoria
Metal AM in Australia has recently crossed into the sporting goods market. Representative of the shift in manufacturing, Bastion Cycles founders Ben Shultz, James Woolcock and Dean McGeary were looking for new opportunities when Toyota closed its Technical Centre in Australia. The trio took the skills and expertise honed and developed during their years in the automotive industry and applied it to their passion — cycling.
Their dream was to create a high-performance bicycle made from carbon fibre tubing and additively manufactured titanium lugs. The resulting product is a very high strength, lightweight bicycle that is perfectly tailored to each individual customer (Fig. 8). Initially, they outsourced their AM operation, but have recently brought AM in-house, allowing them to apply their design knowledge to other applications, including sporting equipment for athletes competing in the Olympic and Paralympic games, and motorsport components.

Renishaw Oceania
Melbourne, Victoria
Bastion Cycles has a strong relationship with Renishaw Oceania, the Australian division of Renishaw plc, headquartered in Gloucestershire, UK, which established an AM presence in Australia before most other international suppliers. Mike Brown, Managing Director of Renishaw Oceania, states that this was an intentional move and key to approaching the Australian market. “Renishaw’s philosophy was to have the service and support in place before we approached the market,” he explains. “Establishing a presence was fundamental to catering to the rather unique Australian marketplace.” Brown attributes this move to Renishaw’s success in Australia.
Support from government & R&D
The positive role that both government and academia have played in the adoption of AM technology has been pivotal in Australia. Much of the AM industry in Australia has either been exposed to AM or assisted in AM projects via a government or research initiative, or both. The move by the research sector in the first instance was absolutely intentional; many research institutes had excellent capabilities in metal-based manufacturing, built up through decades of supporting a traditional manufacturing industry. The advent of metal AM was a logical next step for that capability, and much of the deep expertise in aluminium, steel and titanium crossed over easily into metal AM research.
RMIT University
Melbourne, Victoria
Universities and R&D institutes such as CSIRO also believed that local industry would readily accept the technology and, therefore, that industry-sponsored projects would be forthcoming in time. Historically, Australia has been criticised for having poor research commercialisation outcomes, but in metal AM the translation has been strong. “Universities were and are the place to assist companies wishing to get into that space,” says Professor Milan Brandt, Director of RMIT University’s Advanced Manufacturing Precinct (AMP) and a pioneer of metal AM in Australia. “RMIT’s vision for the AMP was to conduct research into digital and advanced manufacturing as they knew that was where manufacturing was going.” This foresight has paid off, and RMIT now enjoys a reputation as one of the leading innovators for AM in Australia.

RMIT and many other Australian universities have also had success in attracting overseas students, particularly from China, South-East Asia and the Asian sub-continent. This has had the effect of boosting enrolment numbers and added to the university ‘bottom line’ significantly. State-of-the-art facilities have been instrumental in attracting these students, and growing enrolment numbers have justified further facilities investment. For RMIT, its traction with industry both locally and overseas has made further investment in metal AM not only desirable, but essential to its continued success.
University of Sydney
Sydney, New South Wales
Numerous universities around Australia are now attracting international collaborations. Recently, the University of Sydney signed a ten year Memorandum of Understanding (MoU) with GE Additive to accelerate the adoption of metal Additive Manufacturing in Australia, which will see GE Additive invest $1 million annually in research and development activity. Part of the attraction for GE Additive was the potential for AM to have a positive impact on the economy of Australia; the MoU is centred around the university’s plan to develop an advanced manufacturing hub in Western Sydney — the home of many traditional manufacturing businesses. Both GE Additive and Sydney University are aligned on a plan to transform the region via collaboration with local businesses.
Innovative Manufacturing Cooperative Research Centre (IMCRC)
Melbourne, Victoria
Global medical company Stryker’s investment in the Just in Time Implants research collaboration, a five-year, AU$12.1 million project involving two Australian universities and a hospital, is yet another example of an international AM-focused collaboration on Australia soil. The project is co-funded by the Innovative Manufacturing Cooperative Research Centre (IMCRC), with David Chuter, IMCRC CEO and Managing Director, stating, “Australia’s innovative manufacturing and medtech environment offers research partners a unique setting for ground breaking research programmes. This is highlighted in Stryker, a global organisation who have chosen to collaborate with Australian universities and a local hospital to conduct their innovative research.”
The IMCRC was established by the Australian government to assist industry-led research in the manufacturing sector. To date, it has funded AM research projects in medtech, mining, defence and aerospace across Australia. The CRC model co-funds projects between industry and researchers with the aim of commercialising research in areas in which government believes Australia has competitive strengths. IMCRC activity has led to more than AU$115 million being spent in R&D investment in Australia on manufacturing projects, and importantly, AM technology is a priority area for the IMCRC.
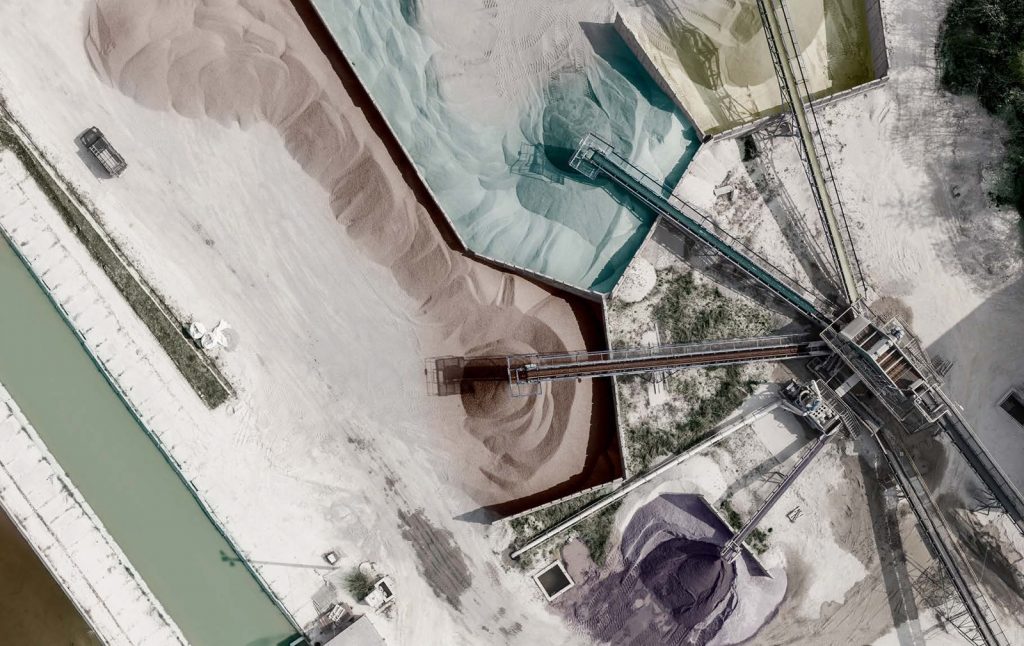
Abundant natural resources
It is worth noting that much of the current investment in metal-based technologies is driven by a broader objective than just the rehousing of skills and research capability from a traditional manufacturing sector. Australia is home to some of the most abundant reserves of natural resources in the world, including some of the largest reserves of important and strategic ores for metals such as aluminium, titanium, nickel, steel, and tantalum. Rich in mineral resources, Australia’s abundant deposits are currently exported at a minimum value, and value-added products are bought back at two-to-three times the magnitude of the material’s initial value. Additive Manufacturing could open up new opportunities in creating an end-to-end value chain, from mineral resource to final product.
Clean TeQ Metals
Melbourne, Victoria
John Carr, Scandium Marketing Manager for Clean TeQ Metals, which is developing a nickel-cobalt-scandium mine in Australia, is a strong proponent of value-adding minerals before export. “There is a big opportunity to value-add across the board, but there needs to be a mindset shift,” he says. Indeed, the mindset shift has to come in the form of new approaches to metal processing technology. For AM in particular, the opportunity to directly produce metal powder for AM processes is compelling. This is what spurred Coogee Chemicals, Perth, Western Australia, to invest in CSIRO-developed technology — a two-stage process that produces a titanium powder product. The process uses titanium tetrachloride, a chemical produced in Australia from Australian ore, to directly produce titanium particles. Using this material in AM processes has the potential to not only significantly reduce the material cost (due to its simple and continuous operation), but also opens up opportunity for Australia to ‘re-shore’ a titanium industry; that is, develop at home an industry that is currently located overseas.
Meanwhile, Carr and colleagues at Clean TeQ have been actively developing markets for one metal that the company knows has great relevance to AM — scandium. Known as a ‘spice element’, scandium has a potent strengthening effect on aluminium alloys and is ideal for lightweighting (and therefore many AM) applications. However, the adoption of scandium has been held back by the lack of a reliable and secure supply. This is something that Clean TeQ is looking to overcome by processing material from its high-grade deposit with its Clean-iX® technology.
“It allows us to more efficiently extract a whole range of metals using one technology platform,” explains Carr. “At our mine, we can extract the metals straight from the slurry and are able to combine a number of process steps into one.” For Clean TeQ, AM is the ideal end-point for its material, but the path to get there is not straightforward. “We have to play the long game and do fundamental research to fill the gaps in the literature that we can share to generate the interest in aluminium scandium.” Monash University in Melbourne and Deakin University in nearby Geelong have been able to help the company fill the gap with alloy development and applications-based research projects.
The lucky country
Australia has long been known as ‘the lucky country’, and for good reason. It is the 13th largest economy in the world. It is, in essence, a vast island that contains immense brain power, abundant natural resources, and a first-class research sector. Its proximity to Asia puts it in a powerful position for trade, and furthermore, it has a stable, democratic system of government that poses little to no sovereign risk for investors and business owners.
The Australian government not only recognises the importance of manufacturing in its economy, but appreciates that high-tech, high-value advanced manufacturing technologies are the future for Australia’s manufacturing sector. Furthermore, the Australian government is proactively encouraging businesses to invest in R&D through generous funding models and tax rebate schemes for research. ‘Industry 4.0’ or digital manufacturing is front and centre of most modern manufacturers’ mindsets. Memory of the slow-down through the 1980s and 90s, caused by exposure to international markets, is still fresh, and business owners understand the fundamental importance of being globally competitive. With a local population of just 24 million, export is and will remain the holy grail of manufacturing in Australia.
Collaboration with research institutes remains high on the agenda for Australian manufacturers, and AM in particular has been a breeding ground for a number of productive industry-research partnerships. Australian universities have strengthened off the back of record levels of enrolled students, and in turn have been able to bring world-class facilities and a wealth of knowledge to local and international research projects. This is having a catalysing effect as universities contribute to productive partnerships with local industry.
Yet somehow, those 12,000 kilometres remain one of the biggest challenges. It is known as the ‘tyranny of distance’ – the geographical remoteness that has defined and shaped the Australian people. As a positive, this has given rise to a resourcefulness and creativeness that has led to a number of AM-related businesses. Yet on the flipside, the distance works against the need to trade and export internationally. Some manufacturing businesses have become victims of their own success, being almost entirely leveraged overseas. Despite the fact that we live in an increasingly interconnected world, there is still no replacement for a face-to-face meeting and an in-country presence.
Australians are well known for being laid back, but a lesser known fact is that Australians are also very hard working. Those in the metal AM industry will continue to put in long travel hours to ensure that business is conducted face-to-face and that strategic international partnerships are forged. With the continued focus on export, developing intellectual property, and collaborating with universities and research institutes, the metal AM activity that was initially slow to start in Australia, is really starting to take off.
Author
Alex Kingsbury
Metal AM specialist
Melbourne, Victoria
Australia
[email protected]
www.additiveeconomics.com
Tel: +61 401 332 381

LAST MONTH’S MOST-READ ARTICLES












