


A look at the future: What does the next decade hold for metal Additive Manufacturing?
Machine price and size, maintenance costs, production speed, safety, materials, metallurgy and quality – these are just some of the factors that will play a role in driving the development of metal AM over the next ten years. Concerns, such as repeatability, post-processing and ease of use, will determine whether the technology can fulfil the potential it promises. One thing is clear: many factors must improve before metal AM can become a true mainstream production technology. In this article, Olaf Diegel and Terry Wohlers, Wohlers Associates, draw on their expertise and experience to predict what the next decade may look like for metal Additive Manufacturing. [First published in Metal AM Vol. 7 No. 3, Autumn 2021 | 10 minute read | View on Issuu | Download PDF]

As metal Additive Manufacturing continues to grow in popularity, with an ever increasing range of industrial applications, what will it look like a decade from now? Several major drivers will shape the market, including machine price and size, maintenance costs, production speed, and safety. Materials, metallurgical properties, dimensional accuracy, surface quality, repeatability, post-processing requirements, and ease of use are also concerns. They must be addressed and improved upon if the technology is to develop into a large market.
Directed Energy Deposition and hybrid systems
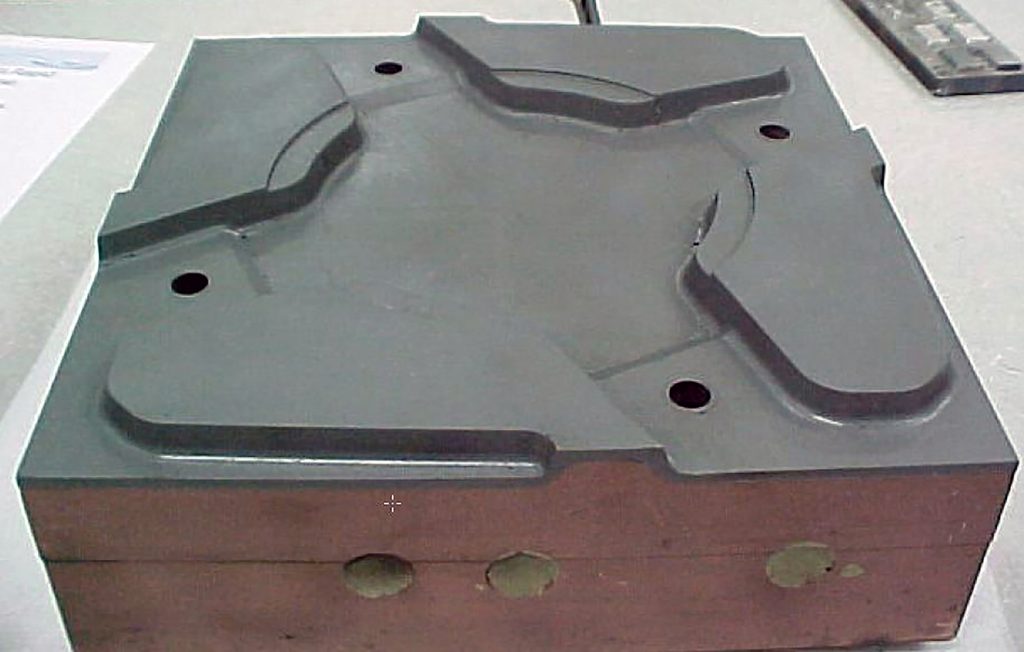
One challenge for metal AM is the production of ready-to-use parts with tight engineering tolerances and good surface finish. Most additively manufactured parts with tight tolerances require some form of machining. Directed Energy Deposition (DED) machines with integrated multi-axis CNC capabilities, referred to by many as hybrid AM machines, offer a potential solution for certain types of parts (Fig. 1). These systems first additively manufacture several layers by DED before changing to a CNC cutting tool to remove material and machine finish surfaces where needed. DED then resumes, followed by additional machining. DED and machining alternate until the part is complete.

Hybrid DED and Powder Bed Fusion (PBF) can produce ready-to-use parts directly from the machine, although both require the removal of parts from the build plate. The surfaces where the parts are attached to the build plate may require additional machining and finishing following removal. The deposition speed of DED systems is good compared to PBF, but machining time must be taken into account. Also, small features, fine holes and channels, and lattice structures are often difficult or impossible to produce using DED.
Hybrid DED systems have been available for many years. Among the first was a hybrid machine produced by DMG Mori in 2013. These machines require significant decision-making and expert knowledge to produce good parts. The user typically decides when to switch from DED to cutting and then back to DED. Also, machining is usually carried out in 5-axes, requiring more programming knowledge compared to typical 3-axes of motion.
Another challenge with hybrid DED systems is that the material is deposited at extremely high temperatures. Before machining, the material must cool. Heating and cooling cycles repeat many times when building a part, resulting in often unfamiliar metallurgical structures.

A benefit of DED is that it makes it possible to manufacture parts with functionally graded materials (Fig. 2). The POM Group, purchased by DM3D Technology in 2013, was among the first to deposit two or more metals when producing a part. The DED machine deposits powder into an energy beam through multiple tubes, each carrying a different powder. The machine can change from one metal to another, resulting in functionally graded material. This approach has potential, but it is mostly considered unproven and is not broadly understood or adopted. Part of the challenge is the possible incompatibility of the materials, preventing good metallurgical properties where they meet. While interesting, and even intriguing, we have little evidence from the past eight years to suggest that the market for Additive Manufacturing functionally-graded parts will develop significantly in ten years from now. In some ways, it is a solution looking for a problem.
Over the coming decade, many of the challenges of hybrid DED will be overcome as users and producers invest in the technology’s advancement. This may lead to it becoming a preferred process for medium and large AM parts. We can expect to see improved workflows and end-to-end solutions from established manufacturers. Companies have and will continue to retrofit existing CNC machines as opposed to developing hybrid DED from the ground up. As engineers improve their understanding of the technology, they will change their approach to design for certain types of metal parts.
Metal Powder Bed Fusion

Today, PBF is the most popular metal Additive Manufacturing process, according to research conducted for Wohlers Report 2021. It remains a relatively slow process, and, in recent years, most machine manufacturers have worked to create faster systems, usually by adding more lasers (Fig. 3 shows a four-laser PBF machine from EOS in operation). Other than improving build speed, much of the work from machine manufacturers in recent years has focused on improving part quality, partly by building parts using thinner layers.
However, this can result in slower build times. Adding a laser to a single-laser system can nearly double the production speed if the layer thickness does not change. Over the coming decade, expect the speed of PBF systems to be a significant focus.

Other advancements will include intelligent software, better controls, and more consistent results. Currently, if three users set up the same part for metal PBF, without set protocols, they will likely get three different results. This is because the user must set several parameters while preparing the build. Among them are support/anchor design and locations, part orientation, and build parameters. In the future, software tools will suggest, and even automate, much of the setup. This will result in more consistency between users.
Hybrid PBF machines, such as the Lumex series from Matsuura, integrate PBF and CNC milling. After building several layers, a CNC cutting tool machines the surfaces before spreading the next layer of powder. We expect this hybrid process to develop further, possibly adding laser ablation for micromachining. Machined chips falling into the powder are currently a challenge for these types of systems.

In ten years, the cost to purchase and maintain a metal PBF machine is expected to decline. This will be driven by competition in the market, coupled with economy of scale. The same will be true with the price of metal powders. Wohlers Report 2021 includes sixty-eight manufacturers of metal PBF systems and sixty third-party producers of metal powder, which illustrates the number of companies now competing.
Binder Jetting
Metal Binder Jetting (BJT) has been around for many years, with ExOne rolling out machines commercially in the early 2000s. Digital Metal followed years later by offering it as a service only, and then began to sell machines in 2016. Desktop Metal offered its Production and Shop metal BJT systems before acquiring ExOne in Q3 2021. GE Additive and HP are investing in the development of metal BJT systems.
After HP and Desktop Metal entered the metal BJT segment, interest in the technology increased significantly. One of the attractive features of the process is its speed in producing ‘green’ parts, potentially making it an interesting process for series production. The challenge is that BJT requires debinding and sintering in a furnace as a secondary process. Shrinkage of parts during sintering is typically in the range of 20%. This, coupled with other changes that occur in the furnace, can produce unexpected results.
This inconsistency is less of a problem when parts are small, which is why metal BJT is not used as much for parts larger than about 50–75 mm in any direction.
Overall, metal BJT is not well understood today. When a problem occurs, it can be difficult to determine the exact cause. It could be the design, build process, build orientation, sintering, or something else. The high material cost, compared to conventional forms of manufacturing, is also a consideration for metal BJT.
In ten years, many of the current problems with metal BJT should be resolved, assuming companies continue to invest in it. Part of the solution will be an improved understanding of the process, coupled with simulation software. Other improvements will come from a wider range of available binders and materials. These advancements will make it more compelling for the automotive industry to adopt BJT for production volumes. This industry has been hesitant to use metal PBF due to its slow speed and relatively high production costs.
Other developments
Material Extrusion
Over the coming decade, we will see an increase in metal Material Extrusion (MEX) machines among educational and research organisations, as well as some hobbyists and engineers working from home. These machines cost less to purchase and maintain and are easier to use, although a sintering furnace is still required. We anticipate new metal filaments that melt at lower temperatures.
Custom alloys
Most metal Additive Manufacturing alloys are conventional materials that are adapted for Additive Manufacturing. Today, only a few alloys, such as Scalmalloy, have been developed specifically for metal AM. This field will experience significant developments in the coming decade. Watch for entirely new alloys that deliver better performance at lower cost compared to materials for conventional manufacturing.
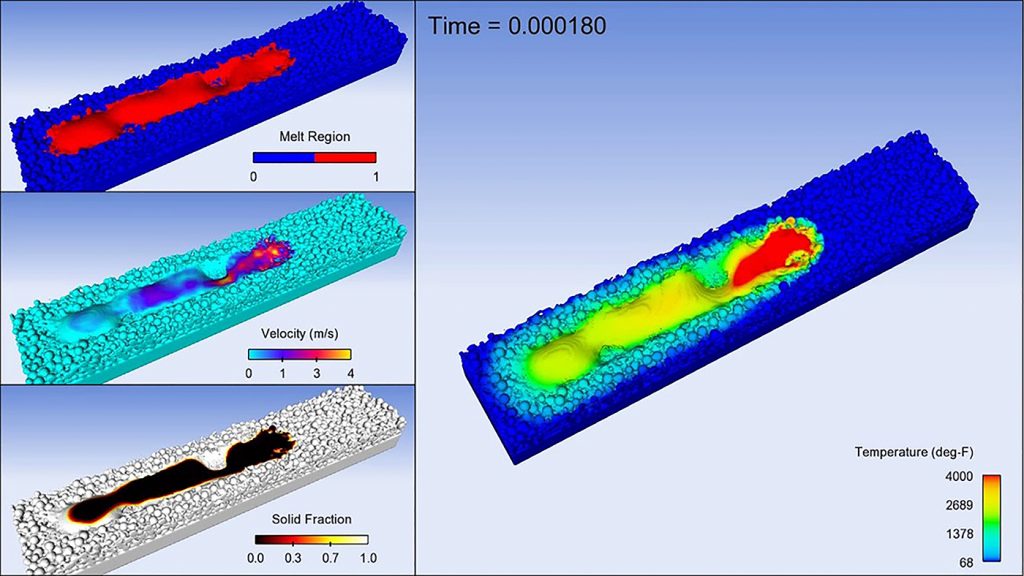
Integrated simulation and production software
We also expect to see substantial development in integrated simulation and production software over the next decade. This software will simulate the complete manufacturing process of an AM part, including the location of support material, residual stress, and the resulting metallurgical properties. Based on simulation results, combined with more advanced melt pool monitoring, machines will automatically adapt to produce better quality parts.
Process monitoring
We expect more advanced in-situ process monitoring systems to become a standard for metal AM machines. The machines will automatically take corrective action when abnormalities are detected during the build process. These systems will be more fully integrated into the machine and design software.
Conclusion
Metal Additive Manufacturing is still relatively new to most product development and manufacturing organisations. It has been available for twenty years, but, until recently, machine manufacturers only sold a few machines annually. Even today, few companies sell more than 100 machines per year, based on research for the Wohlers Report. Consequently, prices are still relatively high. This means that metal AM is not fully understood, processing speeds are low, and material and machine prices are high.
In ten years, expect the metal AM market to be quite different. Software, process monitoring, and end-to-end workflows will improve significantly. The aerospace, medical, energy and automotive sectors will likely buy and operate thousands of systems annually. Industry experience and knowledge will combine with better products and services. This will result in better quality parts at a lower cost, with new types of metal products and business models.
Authors
Olaf Diegel and Terry Wohlers
Wohlers Associates, Inc.
Fort Collins
Colorado 80525
USA

LAST MONTH’S MOST-READ ARTICLES












