


Digital Metal: High-precision Additive Manufacturing technology from a metal powder giant
Sweden’s Digital Metal® has enjoyed a significant increase in its profile over the last year. This was achieved, in part, by a major brand relaunch, but more significant was the move to begin selling its machines to third parties, rather than offering AM component manufacturing solely in-house. Metal AM magazine’s Emily-Jo Hopson reports on the evolution of the company, its unique approach to developing its technology and the benefits of being owned by the world’s largest producer of metal powders. [First published in Metal AM Vol. 4 No. 1, Spring 2018 | 20 minute read | View on Issuu | Download PDF]
In September 2017, Digital Metal announced that it would begin sales of its binder jet metal Additive Manufacturing system. The DM P2500 could now be purchased or licensed from the company, giving customers external access to Digital Metal’s long-serving and proven technology for the first time. Part of Sweden’s Höganäs AB, the company has been using its binder jet AM technology in-house to produce precision small-scale components for customers since 2013, and had manufactured more than 200,000 parts before making its system commercially available.
In the competitive and fast moving AM market, holding back on a machine launch until the technology it offered was truly proven could be considered at once risky and commendable. On the release of the DM P2500, Ralf Carlström, Digital Metal’s General Manager, stated, “With the DM P2500 we are bringing to market a tried and tested Additive Manufacturing system with the capability to produce objects with unparalleled accuracy and surface finish at high volume – from day one we were able to deliver complex parts in large volumes.” By the time they were made commercially available, Digital Metal machines had already been used successfully to produce parts for the aerospace, luxury goods, dental and industrial equipment markets.

At the time of the DM P2500’s release, Digital Metal reported that its business has doubled year-on-year since its inception. Speaking to Metal AM magazine, Carlström expanded on the strategy behind the company’s development from part manufacturer to machine producer. “Selling machines is a more efficient way of creating awareness and finding more users,” he explained. “This goes hand-in-hand with increased experience of using our own machines in production since 2013, as well as serving our first licensee who got a machine installed in 2015. After more than 200,000 parts produced, we feel confident with the reliability and repeatability offered by our technology. Simultaneously, the interest from the market to purchase our technology has increased substantially.”
The benefits of metal powder expertise
Given that it is owned by leading international metal powder producer Höganäs AB, Digital Metal also represents a rare combination of a company that combines AM machine development with an unrivalled level of powder metal expertise. Established in 1797, Höganäs is the second oldest company in Sweden and the world’s leading producer of metal powders by volume, producing several hundred thousand tons annually.
Initially founded as a coal mining company in 1797, the organisation is a major contributor to Sweden’s reputation as a centre of competence for Powder Metallurgy (PM) technology and currently serves 2,500 customers in 75 countries, providing more than 1,500 products, many of them customer-specific. The bulk of the company’s powder production consists of iron-based powders for PM automotive components and in 2016 it reported full year earnings of SEK 7,265 million (approx. $905 million).

For some forty years, the key to Höganäs’s business has been its focus on the development of new opportunities and applications for metal powders. As a rapidly growing technology, it was recognised that Additive Manufacturing has the potential to add considerable value to the group’s metal powder production business. The group has been producing AM powders for a number of years, drawing on its deep material knowledge of ferrous metal powders and their manufacturing processes, combined with extensive knowledge of the relevant processing technologies.

The company’s AM powders are produced primarily at its Belgium facility, which houses four gas atomisers and three water atomisers with typical batch sizes between 60 kg and 5,000 kg. At Höganäs North America there are a further three water atomisers and one gas atomiser. Metal powder research and development is supported by the group’s global network of Power of Powder (PoP) and Tech Centres, focused on adding value through material, process and design optimisation. Höganäs’s first move into Additive Manufacturing production technology was in September 2012, when the organisation announced that it would acquire a 100% interest in fcubic AB, which it immediately rebranded to become Digital Metal.
“Metal powder is the core business of Höganäs,” explained Carlström. “This powder technology know-how has been very beneficial for improving the reliability and repeatability of the Digital Metal process.” More recently, Höganäs has grown increasingly focused on resource efficiency, challenging established metalworking processes to identify more sustainable solutions. Digital Metal’s technology is a natural extension of this aim; while laser-based AM technologies can consume a large amount of power and generate a large quantity of material waste, for example from support removal, Digital Metal’s binder jet-based process allows for the manufacture of complex parts without supports, at room temperature, and enables a high level of powder reuse.

Digital Metal’s high-precision binder jet AM
Binder jet Additive Manufacturing is a process in which parts are built layer-by-layer by applying a liquid binding agent on each metal powder layer, as opposed to melting layers of powder with a laser or electron beam as in Powder Bed Fusion (PBF) processes. Typically, binder jet AM makes use of ‘MIM-cut’ powders, a particularly fine metal powder grade traditionally used for Metal Injection Moulding (MIM) and usually featuring particle sizes between 5-20 µm.
Digital Metal’s binder jet process takes place at room temperature, in a build box that doesn’t require a protective atmosphere. Because no melting takes place during the process, the surrounding powder in the build box provides enough support for even very complex geometric structures to hold their shape during manufacture; therefore, no support structures are required (Fig. 4).

This makes the removal of powder during cleaning much easier and reduces the need for post treatment of parts. “The ability to print without supports, and the short down-time between different jobs, enables the high productivity offered with Digital Metal technology,” explains Carlström. “In addition, because the excess powder in the build box has not been exposed to high temperatures or a protective atmosphere, all loose powder removed during cleaning can be reused.”
Upon their removal from the build box, all components must be debound and sintered to achieve the required final density and material properties for their applications. According to Digital Metal, the separation of the AM and heat treatment processes allows a wider selection of materials to be used with its DM machines, with the capability to optimise each step individually for the material in use. “Theoretically, the material offer is substantially wider with binder jetting versus melting technologies due to the nature of Powder Metallurgy,” stated Carlström.
Advantages of Digital Metal vs PBF Additive Manufacturing
While Digital Metal is not the only Additive Manufacturing company to have embraced binder jet AM as a process, it states that its patented technology is unique in the high resolution, surface finish and productivity it offers for very small components. In a comparative study conducted by CETIM, the Technical Centre for the Mechanical Industry, St Etienne, France, researchers additively manufactured identical parts using Digital Metal’s binder jetting process and a laser PBF process.

The study identified a considerably improved surface quality and accuracy in Digital Metal parts made in 316L stainless steel, CoCr and Ti6Al4V versus parts made using laser PBF. As well as the immediate improvement in surface quality offered in comparison to some conventional AM processes, Digital Metal offers processes to further enhance the surface quality of its parts, such as peening, blasting and tumbling (avg. Ra 3.0 µm) and superfinish (avg. Ra 1.0 µm).

“We felt many times like an outsider in the field of metal AM when we started our service offer back in 2013, struggling to take some space among the large laser and electron beam players,” Carlström recalls. “However, there is a strong demand from the market to improve the productivity of metal AM in order to widen the range of applications. Therefore, the next challenge for the AM industry is to move from predominantly prototyping to volume production. Binder jetting’s capability to offer high productivity goes very well with current market development.”

“In laser and electron beam AM, the more energy being used to melt layers together, the higher productivity. But this also results in less detail and rougher surfaces of produced parts,” he continues. “PBF can improve the surface finish and detail of parts by reducing power and layer thickness at the expense of productivity. Digital Metal technology results in high detail accuracy, fine surface appearance and tight tolerances in combination with high productivity of small metal components.”
Overlap with Metal Injection Moulding
Table 1 offers a comparison of some of the strengths and weaknesses of a number of net shape processes. Here, it is clear that when it comes to the resolution and surface finish of parts produced, the only process with the ability to produce similar results is Metal Injection Moulding, from which binder jet AM borrows much of its technology.
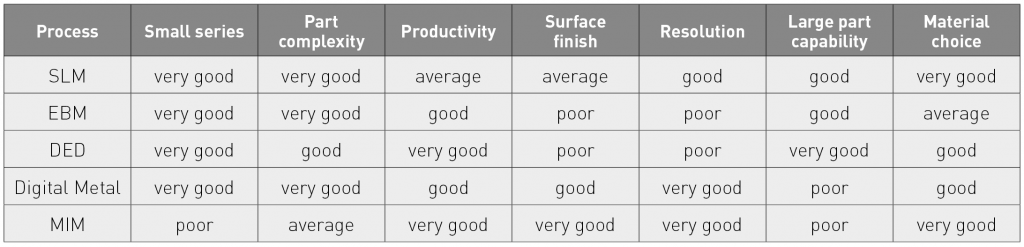
With the two technologies offering similar USPs, Carlström stated that he sees binder jet Additive Manufacturing as a complementary technology, rather than a threat, to MIM. “There are many similarities with MIM and Digital Metal technology,” he explained. “Sintering, used by both processes, provides the strength of the components. It results in similar mechanical properties, densities and microstructures. The established standards used by the MIM industry are also therefore applicable for our technology; the depth of knowledge and infrastructure, in terms of sintering furnaces for example, already exists in MIM. Therefore, we see our technology as a logical complement to MIM for the production of prototypes or small series.”
An area in which binder jet AM might pose a threat to Metal Injection Moulding, Carlström notes, is in the production of parts with complex internal features, for example cooling channels or ducts for the transmission of fuel or fluid. Using MIM, parts with hollow internal structures must be moulded in two parts and subsequently welded together. By enabling the production of such components as a single part, binder jetting has major potential for the series production of components for aerospace, automotive and other industries where part consolidation, and the resulting weight, material and time savings, are key.
While some customers consider the need for debinding and sintering of parts as an obstacle to their adoption of the technology, Digital Metal is confident that its technology remains the more economic option, in terms of both time and cost savings. “Our process is a two-step process, with printing and debinding/sintering as the primary steps,” stated Carlström. Comparatively, he suggested, PBF processes are multi-step process that include the build process, removal from the build plate, support removal and plate reconditioning, as well as any stress relieving heat treatment.
“This means that it is not enough to purchase a laser AM machine and get started, you also have to invest a substantial amount in post-treatment equipment,” he continued. “The Digital Metal process uses standard sintering furnaces as used by the MIM industry worldwide. We invested in one of the smallest batch furnaces a few years ago for our production of components. Although the sintering chamber is small, the furnace will still be able to handle the output from four to five of our DMP 2500 machines.”
Thanks to the use of standard MIM sintering equipment, it may also be possible for companies to make use of external ‘toll-sintering’ service contracts, further minimising the required investment in adopting binder jet AM processes. “MIM has a track record of more than thirty years, with an impressive global footprint supplying a diverse number of different industries today, with primarily small metal components,” stated Carlström. “Due to the size and capability of the industry there may be possibilities for contract sintering in the future.”
New applications for AM
Rather than attempt to compete with established manufacturing processes, the key focus of Digital Metal is to develop completely new applications for its technology. Alexander Sakratidis, Sales and Marketing Manager, explains, “Our technology is well-suited for breaking new ground. As an example, twelve different components were in different stages of volume production at our site during 2017 and a common factor is that none of them have been produced before.”
“Out of a total of 50,000 parts shipped in 2017, one single geometry accounted for 25,000. This is for an industrial application that dates back to 2016. The serial production parts that we have delivered cover industrial, dental and luxury applications, meaning that small metal AM components are, like MIM parts, suitable for most market segments. Developing new components which have not been produced before means creating new markets. This takes time, but for those who have patience big opportunities lie ahead.”
Automotive application
Digital Metal was selected by supercar manufacturer Koenigsegg to produce the windshield washer nozzles for a new vehicle using its binder jet AM technology. These tiny, exceptionally complex components feature a mirror glass finish, a cut-out of the company’s logo on the outlet and a nozzle containing a number of hidden performance-enhancing functions (Fig. 7).

With the vehicle in question being valued at several million US dollars, the highest degree of function and quality was crucial, as well as the weight concerns familiar to the automotive industry. Because the type of Additive Manufacturing developed by Digital Metal doesn’t require support structures, it is much cheaper to produce lightweight, hollow shapes such as these without the additional cost or wastage of support materials.
Koenigsegg’s logo was produced to an extremely high degree of accuracy using Digital Metal’s capacity for very high horizontal resolution, making it possible to additively manufacture designs in minute detail, while the high strength of its finished components made the logo robust and resistant to the environmental wear and corrosion any windscreen washer nozzle is exposed to.
Watch application
In November 2016, Swiss start-up Montfort approached Digital Metal to print the dials for its watches, designed to have a finish resembling the mineral, crystalline structure of rocks. The detail required would have been beyond most other Additive Manufacturing processes, but Digital Metal’s high precision made it possible to achieve the tiny geometric patterns Montfort required. An example watch with the Digital Metal face is shown in Fig. 8.

Opportunities in the aerospace sector
For such critical applications as those in the aerospace sector, laser and electron beam Additive Manufacturing have, to-date, been preferred to binder-based systems due to the requirement for fully dense components. However, Carlström stated that Digital Metal has identified a number of opportunities in the aerospace industry in which the company’s binder jet process may compete with laser and electron beam AM. “It is true that the aerospace sector prefers technologies that offer fully dense capability. The MIM industry has until recently not been very successful in this segment, and consequently we did not see this as our primary target when we entered into the AM market,” he explained. “However, MIM is now starting to make inroads into aerospace and we have met more and more players who have a need for complex small metal AM components made with standard materials. We have therefore revised our view and see a very interesting potential in this field.”
“On top of this, there is also a need for non-weldable AM parts in aerospace,” he continued. “The aerospace industry wants to replace cast parts with AM technology to increase the geometrical complexity. AM technologies that melt different layers together generate high cooling rates resulting in stresses, often ending with cracking of the part. Binder jetting offers an interesting possibility to solve this dilemma with non-weldable grades. An additional HIP step after sintering has the potential to solve the aerospace industry’s density requirements.”

In September 2017, it was announced that Honeywell Aerospace and Digital Metal were exploring a number of joint Additive Manufacturing projects to merge Honeywell’s expertise in aerospace engineering with Digital Metal’s unique AM technology.
“The binder jetting technology Digital Metal uses to print small metal parts has the potential for various applications within the Honeywell Aerospace programme,” explained Don Godfrey, Engineering Fellow – Additive Manufacturing at Honeywell Aerospace. “We believe this will also be critical to applications in other key areas of the broader aerospace industry.”
The evolution of Digital Metal’s technology
Fcubic began as a project at the Swedish industrial institute IVF, which began to explore binder jetting for the printing and sintering of ceramics to full density in the 1990s. When this project ended, a member of the research team made the decision to pursue the work independently as fcubic, applying the technology to metals. After building its first Additive Manufacturing system in 2006, fcubic began looking for a partner to bring the technology to market and eventually came into contact with Höganäs, which evaluated the technology over two years before acquiring the company.
One year later, in November 2013, the company reported that it had established a production line for the manufacture of parts using Digital Metal technology at its Höganäs headquarters. At the time, the vast majority of the AM industry’s revenue was derived from plastic Additive Manufacturing, and the technology was in the early stages of its progression from rapid prototyping to the series production of components. Using its new binder jet technology, Höganäs reported that it had successfully produced a selection of complex shaped components for prototype and series production.
In October 2014, Höganäs expanded Digital Metal’s production capacity and staffing levels, driven by increased interest in the company’s technology. Two new Digital Metal machines, designed in-house, were added to its facility, bringing its total capacity to four machines and the necessary staff to operate them. At the time, the company was only producing stainless steel components, but had already begun developing titanium, silver and copper for commercialisation.

On the capacity expansion, Carlström stated, “The interest in Digital Metal is based on our ability to offer a combination of good tolerances, surface finish and detail accuracy. These benefits are further enhanced by the ability to offer high productivity. Digital Metal will continue to build more printers based on the evolving market demand.”
Indeed, the company announced a further boost to Digital Metal’s capabilities in late 2015, when a new sintering furnace was added to increase its output of metal AM components and offer additional material alternatives. “The new sintering furnace significantly increased our capacity,” Carlström commented, “enabling us to sinter a wide range of metal powders.”
The addition of this high-temperature sintering furnace, with variable sintering atmosphere settings and very precise temperature adjustment controls, marked another step in Digital Metal’s steady drive to develop its in-house expertise, better understand its technology and produce the kind of high-quality, high-strength metal components required by its target markets. In the same year, the first of Digital Metal’s licensees installed and began to operate a DM machine at its plant, marking the first DM system in use outside of the company’s own facility.
Over the following two years, Digital Metal continued to additively manufacture a range of components for external customers, develop its technology and expand the range of materials it offered. The technology was used primarily to manufacture prototypes of small components – often smaller than 50 mm. However, in April 2016, Carlström reported that the company was also meeting an increasing demand for small series production. At the same time, the owner, Höganäs, stated that it would increase its focus on the post-processing of products, as well as investing in new equipment.
A Digital Metal system, the DM P2000, was licensed and delivered to CETIM in July 2017. This machine was equipped with an upgraded build box, binder supply and powder handling system, stated Hans Kimbald, responsible for Digital Metal’s technical development. In the same month, the company announced that it had further extended the range of materials compatible with its machines, adding titanium Ti6Al4V to its offerings, which already included stainless steels 316L and 17-4PH. Widely used throughout the metal AM industry, Ti6Al4V’s combination of high strength, hardness and ductility are highly valued for a number of components, particularly in Digital Metal’s target aerospace, dental, medical and industrial markets. The material also offered a 45% part weight reduction compared to conventional steels.
Capacity expansion as machine sales take off
In November 2017, Digital Metal revealed that the production of machines for sale to external customers was well underway; in line with its plans, the company is considerably expanding its operations and creating a number of new roles within the organisation. Recruitment of engineers, technicians and sales representatives has begun and more will be added to assist in the development of new materials and systems, as well as serving increased market demand. To accommodate serial machine production, the company’s office and plant at Höganäs are being expanded by 50% of their original size.
The company’s DM P2500 has been adapted for commercialisation with updated technology and a reduced footprint. Carlström explained, “The first batch consists of six new printers containing the latest automation control systems. In addition, we have reduced the overall dimensions of the machine, making it more easily positioned. Our existing machinery will be upgraded to the latest technology at the same time.”
The DM P2500 can produce smaller and more intricate components than any previously known AM system and has a print speed of 100 cm3/h to a resolution of 35 µm and average surface roughness of Ra 6 µm before finishing. Offering an overall print volume of 2500 cm3 and the potential to manufacture up to 50,000 small, complex objects in a single print run, with zero support structures, the DM P2500 is tailored to AM’s increasing focus on industrialisation. Fig. 11 shows the intricate details that can be achieved.

Included in Digital Metal’s expansion plans are additional facilities for the in-house Additive Manufacturing of custom parts, still key to the business. These include separate on-site facilities for quality control and isolated spaces for the AM of materials requiring special handling in a controlled environment. Some of these expanded facilities are expected to enable the company to further enhance its materials offering, creating the potential for new partnerships. “By developing our range of materials, we open up for new collaborations with companies in industries such as aerospace, where there is a great need for components that can withstand extremely high temperatures, made with superalloys,” explained Carlström. On the expansion of the company overall, he added, “For us, this expansion is just a beginning. We are no longer thinking linearly. Instead, we are planning for exponential growth.”
Digital Metal looks to the future
When fcubic was acquired in 2012, the market potential of Additive Manufacturing was estimated to be $1 billion. Five years later in early 2017, Wohlers Report calculated the current value of the Additive Manufacturing industry at more than $6 billion. Yet, amid ever-growing hype around AM, Industry 4.0 and ‘the 3D printing bubble’, Digital Metal has maintained its focus on core markets and applications for its technology.
Looking back on the rapid evolution of the AM landscape over the past five years, Carlström is confident about the bright future of metal Additive Manufacturing and of Digital Metal’s place in it. “We have made many different types of advanced prototype for a large number of global customers since the start in 2013 of Digital Metal,” he stated. “Twelve different geometries have evolved from the prototyping stage into serial production during this period.”
“The longer I have been involved in this industry, the more convinced I have become of the positive future for metal AM.” The industry, of course, still has challenges to overcome. “There is an expectation that metal Additive Manufacturing will move to the next level, from prototyping to serial production,” he added. “Productivity or cost per produced unit is an essential parameter that needs to be improved in order to meet long-term growth expectations outside aerospace or medical implant markets. There are different initiatives ongoing to improve productivity around the world and I’m confident that this industry has a prosperous future. The productivity offered by Digital Metal fits very well into this future requirement.”
Author
Emily-Jo Hopson
Assistant Editor
Metal Additive Manufacturing magazine
Email: [email protected]
Contact
Ralf Carlström
General Manager
Digital Metal AB
SE-263 83 Höganäs
Sweden
Email: [email protected]
www.digitalmetal.tech

LAST MONTH’S MOST-READ ARTICLES












