


Separating metal AM parts from the build plate – an underestimated challenge
Within the Additive Manufacturing workflow, it is easy to underestimate the challenge of removing parts from a build plate. As GF Machining Solutions' Dogan Basic explains, in Laser Beam Powder Bed Fusion (PBF-LB) the wrong choice of equipment can lead to higher costs, longer build times and even part breakages. In response to this challenge, the company developed a solution designed specifically for PBF-LB build plate removal: the AgieCharmilles CUT AM 500. Here, Basic introduces the features and benefits that the CUT AM 500 brings to the industry. [First published in Metal AM Vol. 7 No. 3, Autumn 2021 | 10 minute read | View on Issuu | Download PDF]

The Additive Manufacturing of metal parts is a complex process that requires specific expertise and high-performance solutions. Beyond just the build complexity, the majority of parts built with Laser Beam Powder Bed Fusion (PBF-LB) technology require critical post-processing steps, which have an impact on the geometry and quality of the final part and must be considered from the early stages of part design, and, therefore, can be restrictive. Among these critical steps is the separation of the parts from the build plate. This step may seem trivial, but in fact presents many challenges.

Should you have the opportunity to visit companies that use PBF-LB machines, you will discover that several techniques can be used for the separation process. Some of them may use so-called manual processes, typically for the smallest parts, such as dental implants, for which the support structures are easily breakable. As part size increases, other techniques are necessary and require the use of machining to remove the parts from the build plate. The most common processes used for this are bandsaw cutting and wire-cutting EDM.
The choice of technology used will depend on criteria such as the size of the part, its geometry, the build material, and the intended application, as well as the profile of the company, its sector of activity and even its geographical location. When looking at the bandsaw option, one can easily see the robustness of the process, the attractive price it offers and the cutting speed as key advantages. With regard to EDM, generally recognised advantages are the cut quality, surface finish, and greater protection of the integrity of the cut, or accuracy, achievable with this technology, mostly due to the fact that it creates less cutting forces on the parts.
However, if you talk to users of one technology or another, you quickly understand that, currently, neither of them effectively overcome the unique challenges of the separation process. Indeed, when one looks more closely at the bandsaw, the economic advantages it appears to offer may turn out to be much smaller. This is because the width of the saw implies that a substantial number of additional layers must be produced during the AM process, which can dramatically increase build time and hence total production cost. Indeed, the use of the saw requires the building of at least 2 mm of additional stock material to be able to pass the saw between the part and the build plate. In addition, the saw cannot be used for all cuts, in order to obtain the required surface finish. The sawing forces on the parts are not negligible, and can cause damage and deformation, especially for thin-walled parts. The material used for the part can also create complications for a bandsaw; parts additively manufactured in Inconel and titanium present significant challenges for efficient sawing. However, some companies accept the limitations of the bandsaw, as they have not found an adequate alternative solution.

EDM technology offers some advantages over the bandsaw, particularly in that it uses a wire cutting diameter that is much thinner than the saw, allowing build costs to be reduced. Nevertheless, in terms of cutting speed, the results are much slower than those possible with the saw. In addition, standard EDM technology is not always suitable for cutting complex geometries or cutting through support structures, causing wire breaks. Cutting can quickly become difficult when this aspect comes into play! Finally, as standard EDM machines operate vertically (and so do bandsaws, for that matter), setup time can be very long, especially for large build plates, and it is difficult to preserve the integrity of the parts during cutting.
The AgieCharmilles CUT AM 500

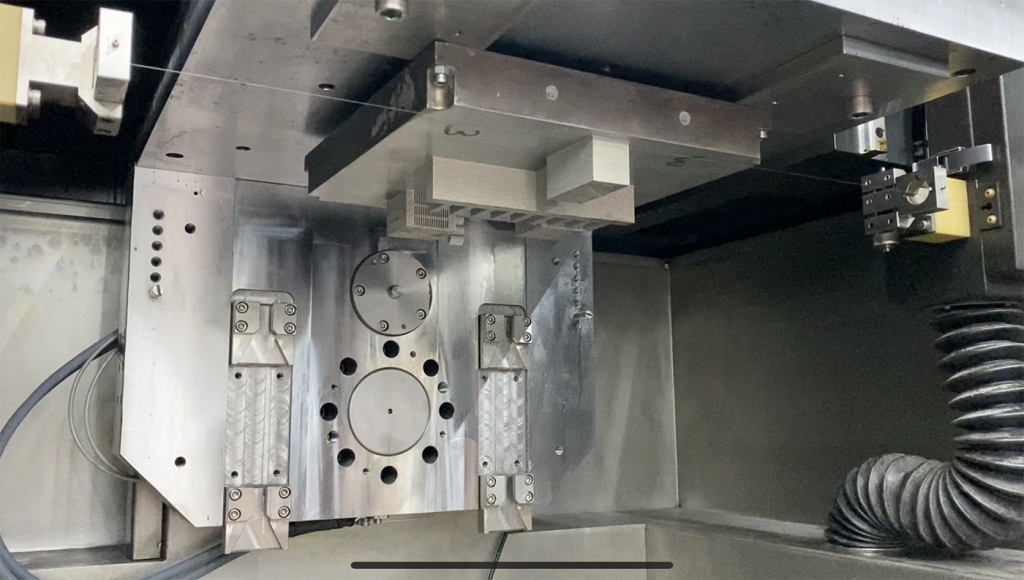
It is by observing these two technologies, and by identifying the problems faced by users of PBF-LB technology, that GF Machining Solutions has developed the AgieCharmilles CUT AM 500, a unique horizontal cutting machine suitable for use with all commercial PBF-LB machines. One benefit offered by this horizontal cutting machine includes a large work envelope of 500 x 500 x 490 mm which can easily accommodate not only large build plates, but also tall parts.

By using 0.20 mm diameter wire, enabling a small kerf (the width of material that is removed by the cutting process) users are able to minimise the extra material they need to add when building a part. This can result in substantial savings. Since there is no physical contact between the wire and the workpiece, there is no possibility of damage to the parts from the cutting action. In addition, the surface is both smooth and precisely oriented in line with the axis of the built part.
Some medical and aerospace applications prohibit contamination of the cut surface with copper or zinc, which is common with raw brass and traditionally coated EDM wires. The use of molybdenum wire in the CUT AM 500 eliminates this possibility.
Finally, the CUT AM 500 offers significantly faster cutting speeds than conventional wire EDM. These high cutting speeds are accomplished by the combination of a number of advanced technologies: with a wire travel speed of 20 m per second, the wire actually drives the dielectric into the cut, even for multiple parts being cut simultaneously. This is a big advantage over other so-called ‘fast-wire’ EDM technologies. At these speeds, on a traditional wire EDM, a 5000 m spool normally does not last long; however, the CUT AM 500 reuses the thread by winding it onto another spool before reversing direction to wind the thread onto the original spool. This round-trip reuse of the wire between two spools allows a minimum use of consumables.

In addition, GF Machining Solutions has developed a dedicated water-based dielectric AC CUT AM 500 Concentrate to maximise erosion performance and minimise costs. A unique generator utilises a combined EDM / ECM cutting action that leads to improved cutting speeds. This power supply uses bipolar pulse technology, which virtually eliminates chemical attack on titanium and other susceptible materials.
Simplifying setup, operation and reducing costs
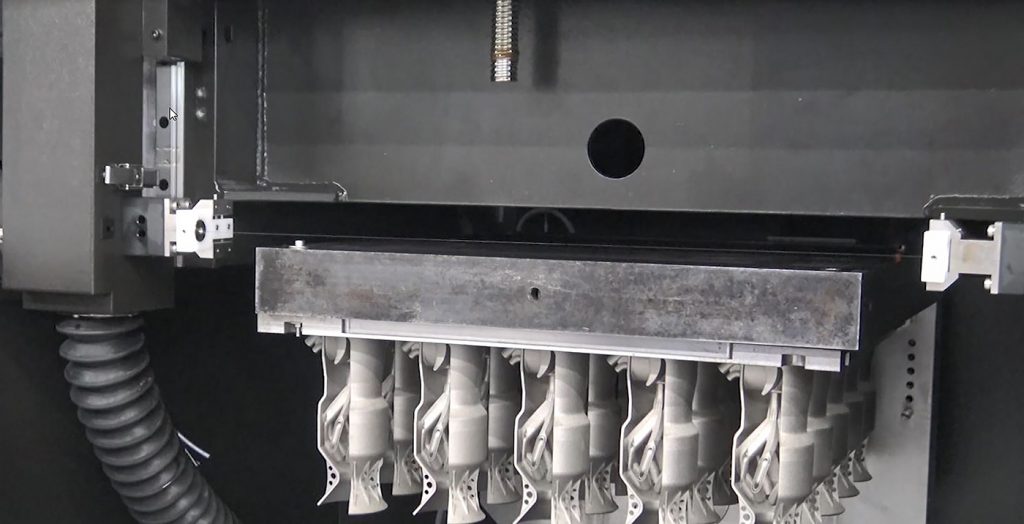
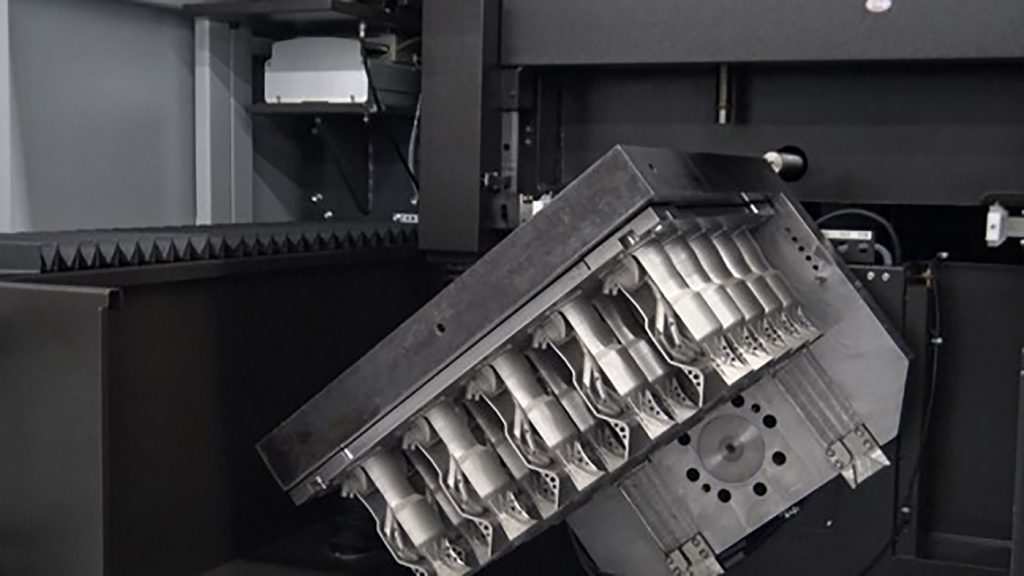
The combination of the horizontal wire, reverse part separation technology and the collecting basket ensures clean cut and undamaged parts. Because the CUT AM 500 was designed to accept AM builds in their native horizontal position, the operator benefits from a safe and simplified solution when fixturing the builds to the table. Once loaded, the table will invert the parts safely into position. Then, with a few simple inputs to the user-friendly HMI control panel, separation jobs are easily programmed. From the design stages of the machine development, the concept of minimising the operating costs was critical.
Benchmark testing
In order to test the performance of the CUT AM 500 compared to other traditional technologies, we recently performed a benchmark test, and the results are presented in the following points. The idea was to additively manufacture parts of different, complex geometries, in three different materials. As you can see in Fig. 5, we decided to attempt parts in three groups with the following, challenging features:
Group A
Two parts, bulk section, no supports:
- Front large cutting
- Multiple cuts
Group B
Two parts, 1 mm thick support section of two types:
- Wall
- Cone
Group C
One part:
- Powder filled cavity
After cutting was complete, the results of these tests showed, with the CUT AM 500, we were able to achieve:
- A setup time of less than two minutes
- No wire breakage
- A low, surface-only level of oxidation on titanium parts
- A cutting rate that is 3–4 x faster than that achieved with standard EDM
- A total leadtime – including the build process – that is 3–4 x faster than that achieved with a bandsaw
- A total cost of ownership 3 x cheaper than that achieved with standard EDM
- A total cost of ownership* 6 x cheaper than that achieved with a bandsaw
Conclusion
The CUT AM 500 was developed based on our identification of needs observed among users of AM machines for a more effective, efficient build plate removal technology. Today, after receiving feedback from customers in all markets and industries, we can be confident that we have provided a solution that improves their daily manufacturing operations.
Author
Dogan Basic
Product Marketing Manager
GF Machining Solutions
Geneva, Switzerland

LAST MONTH’S MOST-READ ARTICLES












