


Additive Manufacturing of a honeycomb structured Ti-6Al-4V oil-gas separation rotor for aero-engine applications
The aerospace sector has been a key driver in the commercial development of metal Additive Manufacturing. Whilst some of the major application announcements of recent years can be looked back upon as milestones for the industry, numerous lower profile developments continue to demonstrate how metal AM has the capability to increase efficiency and add value in a multitude of application areas. We review a paper published in the Journal of the Minerals, Metals & Materials Society highlighting the potential for an innovative oil-gas separation rotor for aero-engine applications. [First published in Metal AM Vol. 2 No. 2, Summer 2016 | 10 minute read | View on Issuu | Download PDF]
A potentially significant novel aerospace application for Additive Manufacturing was the subject of a recent paper in the Journal of the Minerals, Metals & Materials Society (TMS) (JOM, Vol. 68, No.3, 2016, pp. 799-805) by a research team from the State Key Laboratory of Porous Metal Materials and the Shenyang Engine Design and Research Institute, China. The authors were HP Tang, Q B Wang, G Y Yang, J Gu, N Liu, L Jia and M Qian. Ma Qian was a Guest Research Professor at the State Key Laboratory for the period of the project.
Oil–gas separation is a key process in an aero-engine lubrication system. The lubrication and cooling of shaft bearings in an aircraft turbine are usually achieved through the injection of lubricating oil into various sealed bearing chambers that house the shaft bearings. The resulting oil–air mixture from the system is separated by an oil–gas centrifugal separator.

The core component of the oil–gas centrifugal separator is the separation rotor. In early designs, the rotor of an oil–gas separator was made from steel blades with the separation efficiency reaching only about 83%. Consequently, in the1970s, Rolls-Royce pioneered the use of metal foam or sponge as oil–gas separation rotors. When an oil–gas mixture passes through such a porous medium, small oil droplets are trapped in the pores allowing effective secondary separation or recovery. As a result, the separation efficiency improved significantly. Such rotors were subsequently employed in the Rolls-Royce Trent series engines and achieved an oil–gas separation efficiency of greater than 99.0%.
Although metal foam rotors can be made to have porosity up to 95% and density down to 0.5 g/cm3, they have low mechanical strength and, in addition, mass distribution can be inhomogeneous because of the non-uniform pore size distribution. Also, metal foams often show a high ventilation resistance due to the imperfect pore structure.

The research reported in this paper dealt with the design of a Ti-6Al-4V honeycomb structure with hexagonal cone-shaped pore channels, its manufacture by Selective Electron Beam Melting (SEBM) and the assessment of its mechanical strength and oil–gas separation efficiency. The design was awarded a patent (CN103273065 B) by the China Patent &Trademark Office on 1 April 2015.
In relation to the design of the honeycomb structure, to minimise the ventilation resistance of the separator, it is essential to adopt the shortest flow path while achieving high separation efficiency. The concept adopted by the authors was to make a honeycomb structure, which consisted of cone-shaped pore channels with a hexagonal cross-section, while avoiding communications between adjoining channels. Compared to circular pore channels, the use of hexagonal pore channels offered advantages in terms of:
- Higher porosity per unit area
- A design better suited to production by AM. When building such a structure by powder bed AM, the melting area is uniform in the bed in making each layer of hexagonal porous structure, whereas, in contrast, there is a significant variation in melting with respect to circular pore units.
Before determining that hexagonal-section channels offered the optimum solution, other channel shapes were also evaluated. A square or rectangular cross-section offers a smaller effective pore channel size than that with a hexagonal cross-section. An octagonal or dodecagonal pore channel can offer a greater effective pore channel size than a hexagonal pore channel. However, every four octagons need to be connected by a small square, while every three dodecagons must be linked by a small triangle.

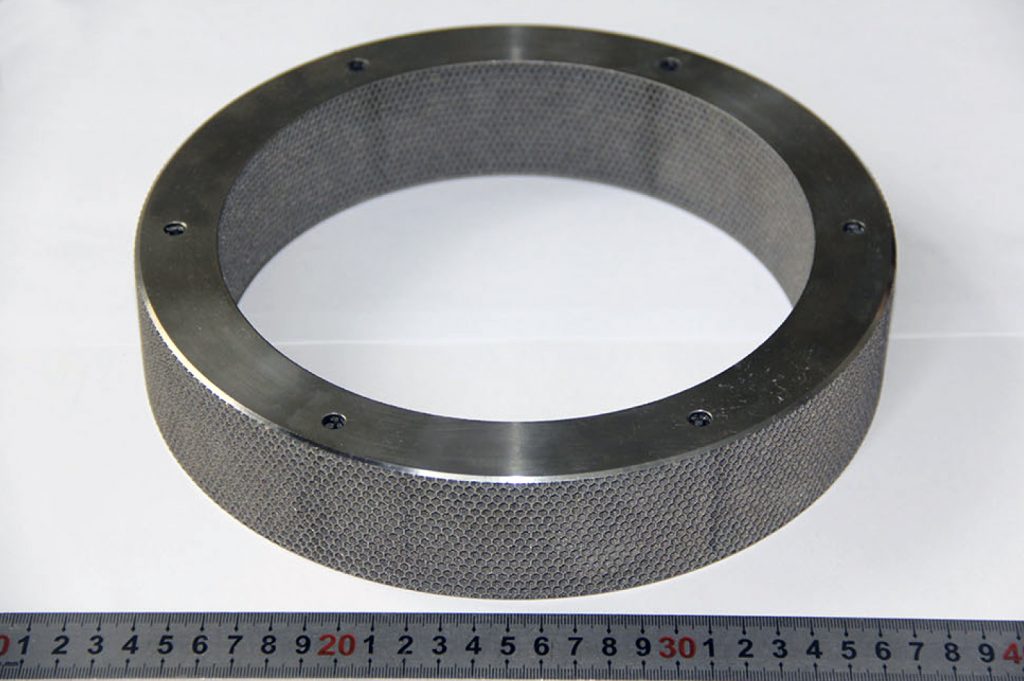
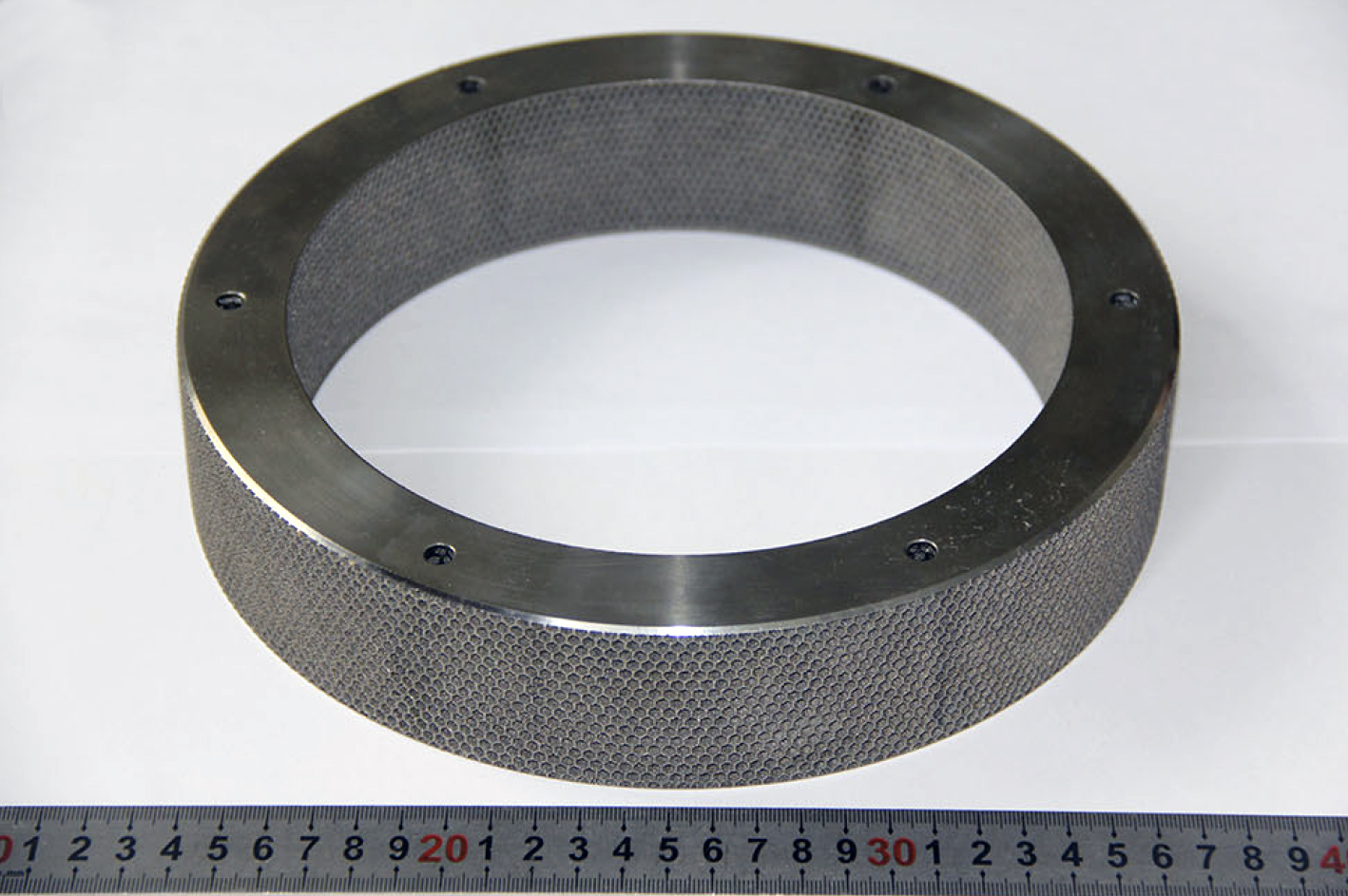
The hexagonal honeycomb structure was then designed using a Computer-aided three-dimensional interactive application (CATIA) 3D graphic design software suite. The final design was additively manufactured using SEBM, after a number of prior trials on smaller honeycomb units. The major problems encountered in these trials included formation of large defects due to lack of fusion and distortion due to thermal stress. Fig. 1 shows one of the manufactured honeycomb oil–gas separation rotors. SEBM enabled the manufacture of the complex honeycomb structure with uniform hexagonal conical unit cells (Fig. 2).

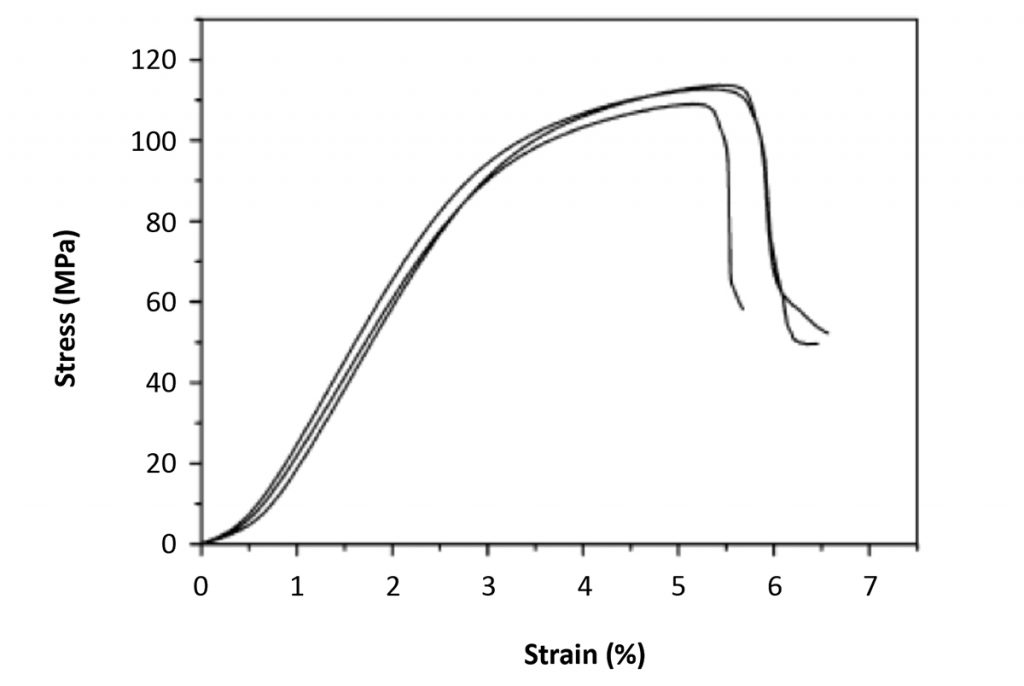
The compressive stress–strain curves for the honeycomb-structured Ti-6Al-4V samples as seen in Fig. 3 are shown in Fig. 4. The compression strength reached 110 ± 1.12 MPa. This high strength indicates that the pore shape and size in the Ti-6Al-4V honeycomb structure, additively manufactured by SEBM, is stable and promising for high-speed rotation oil–gas separation applications.
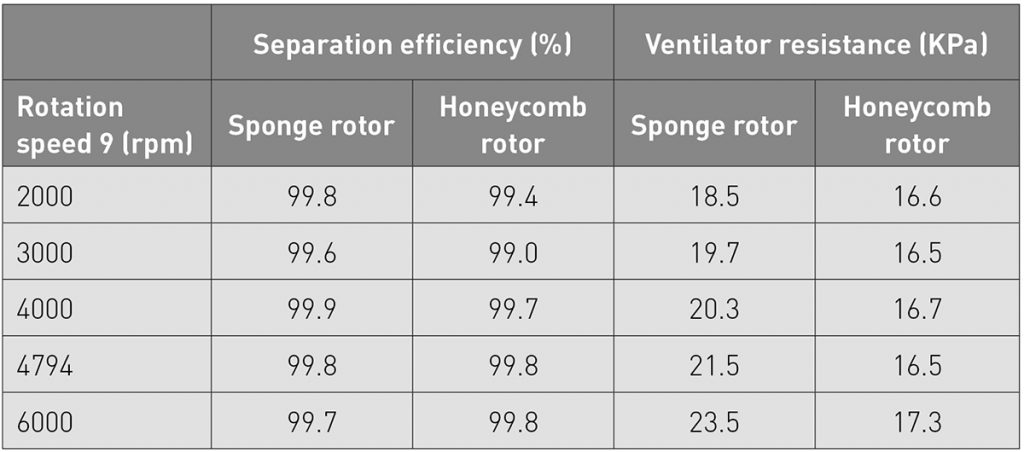
The oil–gas separation performance of the honeycomb-structured Ti-6Al-4V rotor was assessed in comparison with a Ni-Cr alloy sponge rotor manufactured by the research team. Table 1 summarises the results. The separation efficiency of the honeycomb-structured Ti-6Al-4V rotor was equivalent to that of the Ni-Cr alloy sponge rotor at rotation speeds above 4000 rpm, achieving 99.8% of separation, while being slightly lower at speeds below 4000 rpm. However, a distinct advantage is that the ventilation resistance of the honeycomb-structured rotor is noticeably lower than that of the Ni-Cr alloy sponge rotor, especially at rotation speeds above 4000 rpm. In addition, the ventilation resistance of the honeycomb-structured rotor is much less sensitive to rotation speed than that of the Ni-Cr alloy sponge rotor. Since high speed rotations (up to 18,000 rpm) are preferred for rapid and efficient separation, the honeycomb-structured rotor has a clear advantage over the Ni-Cr alloy sponge rotor in this regard.
The authors reached the final conclusion that, with further design optimisation based on both modelling and experimental evaluation, the novel honeycomb-structured Ti-6Al-4Vseparator rotors, additively manufactured by SEBM, have the potential to be used as the next generation oil–gas separation rotors in aero-engine lubrication systems.

LAST MONTH’S MOST-READ ARTICLES












