


Additive Manufacturing in Aerospace: Highlights from the AMA 2018 international conference in Bremen
Much of metal Additive Manufacturing’s recent success has been driven by the aerospace sector, where demanding applications have propelled progress in all aspects of the technology, from process stability and quality to part design and materials. Together, these advances are enabling metal AM to meet the next challenge: that of wider serial production. As the University of Bremen’s Christian Kober reports, it was this challenge that formed the central theme at this year’s International Conference on Additive Manufacturing in Aerospace. [First published in Metal AM Vol. 4 No. 4, Winter 2018 | 20 minute read | View on Issuu | Download PDF]

After a successful first conference in 2016, over 130 participants from more than fourteen countries came together in Bremen, Germany, from September 19–20, 2018, for the International Conference on Additive Manufacturing in Aerospace (AMA).
Whilst around a third of the attendees came from research institutes, the majority of participants consisted of representatives from numerous companies in the space and aerospace industries. Among those were global players including Airbus, Boeing, Ariane Group and MTU Aero Engines, AM machine manufacturers such as EOS and Trumpf, and a number of small to medium-sized enterprises in the relevant fields.
More than twenty presentations were given over the course of the two-day event, all of them on the theme ‘Challenges of AM Serial Production’. These were complemented by a small exhibition and a poster presentation session where each poster’s authors presented their topic in a four-minute talk. This was followed by a longer poster session, in which detailed discussions with other participants were encouraged.
The conference programme was organised into five sessions addressing the process chain for AM serial production, AM-related lightweight design, part testing and quality assurance, high-production rate AM technologies, and data handling and simulation-driven solutions.

Given its central theme of AM for serial production, the conference programme was structured with a clear industrial focus. However, with a technology such as Additive Manufacturing, applications that are currently in serial production are a rarity. Much development is still necessary to bring the technology to maturity as a production tool, so it is unsurprising that nearly half of the presentations at AMA 2018 did not come from industry, but rather from universities and research institutes. This enabled the audience to gain insight from a number of perspectives, from organisations which, however different, are all dealing with a very similar field of problems and goals. OEMs, suppliers, start-ups, software engineers and researchers, each with their own point of view, each offered valuable contributions by sharing the methods they have used to address these problems and achieve these goals.
Today, a small number of additively manufactured space and aerospace parts are qualified and certified for serial production for use by OEMs. However, while today this is in most cases based on single-part qualification, the process itself must be qualified in order to be competitive in the future. Over the course of the conference the different aspects of the AM process, challenges in terms of serial production and approaches for qualification were all presented, with talks covering topics from single part examples to company roadmaps, and from additively generating features for given structures to algorithms capable of automatically calculating hundreds of designs within minutes.
Highlighting the state of the art in AM
The conference was opened with a short welcome from Conference Chairman Prof Dr V Ploshikhin, University of Bremen (Fig. 2), followed by a video message from Senator Martin Günthner, Ministry of Economic Affairs, Labour and Ports, Bremen. Next, the first keynote lectures were presented by Dr Joachim Schmidt, Premium Aerotec, Germany, and Raphael Salapete, Ariane Group, France, who offered insights into the state of the art as relating to the serial production of aerospace parts and applications for rocket engines.

This first overview presented many of the benefits and improvements achievable by Additive Manufacturing. The integration of functionality into a single part, and thus the possibility to appreciably decrease the required manufacturing steps, is one of the great advantages of the technology. Furthermore, the secondary effects of Additive Manufacturing adoption were highlighted; for example, when a hydraulic component is additively manufactured in a flow-optimised design the pressure requirements may be lower, leading to the development of smaller and lighter pumps and pipes. Effects such as these are not typically taken into account in today’s evaluations of the process, but have the potential to create sweeping improvements across the aerospace industry.
Furthermore, the results of the ‘Next Generation AM’ project have been highly promising with regards to the industrial automation of – in this case – powder bed-based Additive Manufacturing processes. A pilot scenario was created by Premium Aerotec GmbH, Daimler AG and EOS in which a robot automatically unloads an AM machine and transfers the build plate to a furnace for subsequent heat treatment. It is then optically measured or 3D scanned before being transferred robotically to a saw for separation from the build plate. In automated solutions such as this, the downtime of machines, particularly Laser Beam Powder Bed Fusion (LB-PBF) machines, can be significantly reduced.

The challenges of serial production
The first conference session dealt with the process chain for AM serial production and was opened with a keynote lecture by Christoph Hauck, CEO of Toolcraft, a German-based AM components supplier. Hauck offered insights into the challenges and changes posed by such a complex and rapidly evolving technology (Fig. 3), along with a new application case study.
This was followed by two presentations from Emmanuel Muzangaza, Manufacturing Technology Center (MTC), UK, and Philipp Bruckbauer, Airbus DS, Germany, which showed the numerous hurdles and steps involved when parts are qualified or new materials implemented into the aerospace industry’s process chain.
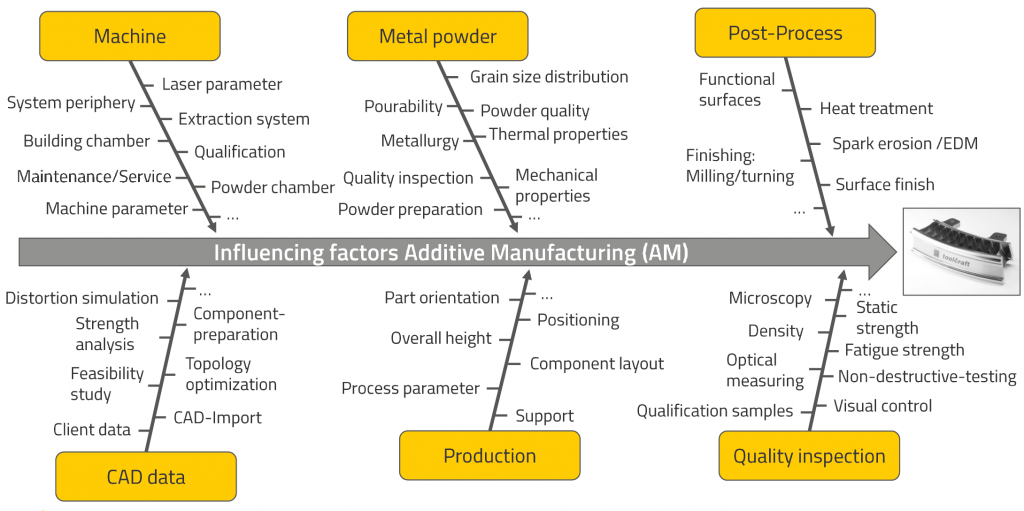
All three speakers highlighted that the current absence of universal standards for AM complicates the process of qualification in general. Today, numerous extensive physical tests have to be carried out that take material, part and process into account. Particularly in the early stages of development, where simple samples such as tensile specimen and elementary geometries are built, no specifications are defined. The result is that a broad field of tests must be undertaken, since the influences in the process are so numerous.
Understanding both the material science and the technology behind metal AM is essential to ensure that materials are safe, reliable and durable. Nevertheless, the involvement of different industries and, therefore, the development of robust and meaningful standards would be of benefit to the whole Additive Manufacturing community.
AM and lightweight design
The second conference session dealt with lightweight design and how Additive Manufacturing is influencing this field. This session was opened with a keynote presentation by Dr Jens Telgkamp, Head of Additive Manufacturing Research & Technology at Airbus Operations GmbH, Germany, who outlined the usage of Additive Manufacturing at Airbus.
A presentation by Michael Süss, from the Technical University of Dresden, then gave a good overview of the influence of parameters and material on optimisation algorithms. His talk was based on the well-known FCRC-Bracket, and showcased the results of the latest optimisations and how this would change if the material was not Ti-6Al-4V but, for example, an aluminium alloy. He also pointed out how important the right boundary conditions are. For the FCRC bracket, for example, the real failure load was nearly four times higher than the one predicted in 2012. With optimised algorithms, a version of the bracket was created that was 75% lighter than the original machined bracket, significantly exceeding that of the previous 13% weight reduction.

Many participants were impressed by a presentation from Dr Moritz Maier, ELISE GmbH, Germany, who spoke about the company’s development of ‘technical DNA’, an algorithm that automatically develops sophisticated geometries based on defined boundary conditions. Unlike regular algorithms, ‘technical DNA’ is able to generate numerous different designs for a fixed loading condition within minutes, each optimised to another ‘secondary boundary condition’ such as necessary support volume during build up, mass, overhanging surfaces, etc. This development is reported to enable a drastic reduction in iterative costs by up to 99% compared to standard development methods.
The session was closed with a talk by Klaus Hoschke, Fraunhofer EMI, Germany, which dealt with the enhancement of robustness and damage tolerance in lightweight structures. For this, EMI researchers have introduced mesostructures where functional lattices replace bulk material. Furthermore, the concept of failsafe designing was taken into account, and it was concluded that an optimised structure should focus more on robustness, rather than on stiffness alone. Additionally, mesostructures can effectively improve the reduction of stress concentrations.
Testing and quality assurance
In the third session, Part Testing and Quality Assurance, Evangelos Chatzivagiannis, MTC, UK, drew the audience’s attention to the challenges posed by the quality demands of the aerospace industry when dealing with Additive Manufacturing. One of the main points of the presentation was that aerospace standards for Additive Manufacturing are today well-developed but heavily overlapping, and that understanding common requirements will help suppliers. Furthermore, a wide range of equipment is currently needed for new product introduction, some of which is quite expensive.
Tim Domagala, Materialise, Belgium, followed with the presentation of a case study on the AM of parts for a two-mirror telescope, an optical instrument used on satellites (Fig. 4). Here, the main challenges were the required geometric accuracy, the need to withstand heavy vibrational and shock loads during the start of the carrier rocket’s launch, and the surface treatment of complex inner structures. To prove the quality of the otherwise inaccessible surfaces after post-processing, a second part was generated which could be opened. The project members are confident that they will have a TRL5 demonstrator by the end of the project.

Vibrational loads, in the broadest sense, were also addressed in a talk given by Prof Dr Gianni Nicoletto from the University of Parma, Italy. His topic was fatigue testing aimed at the qualification of metal parts produced by LB-PBF. Since Additive Manufacturing can be quite expensive, due among other factors to the high cost of metal powders, an investigation was carried out with ‘mini specimens’. It was shown that specimens with dimensions of 22 x 7 x 5 mm, with a round notch with r = 2 mm in the middle, generated in different orientations, lead to fatigue results comparable to regular-shaped specimens. Additionally, the influence on fatigue of different surface treatments, compared to the as-built surface, was determined.
Maximilian Raab, APWorks GmbH, Germany, spoke on the plasma electrolytic polishing of complex Ti-6Al-4V parts and its geometric applicability. A complex test specimen showed various different surface situations, most of which could be satisfactorily polished. However, he reported that small features of less than 0.5 mm tended to disappear during polishing.

In the last presentation of the session, Tim Wischeropp, Fraunhofer IAPT, Germany, spoke on ‘Six Sigma Methodology for Increased Process Stability in AM.’. This method was developed in order to optimise a process with numerous parameters without exceeding the number of necessary experiments. Several participants were very pleased to see that this method had found its way to the Additive Manufacturing industry.
Panel discussion: ‘The effects of defects,’ future challenges and new opportunities
One of the highlights of day one was a panel discussion at the close of the sessions. Here, experts from various fields of metal Additive Manufacturing participated in a discussion moderated by Dr Jens Telgkamp, Airbus, Germany, and Joerg Sander, Hensoldt Sensors, Germany. The members of the panel were Dr Remedios Carmona, Airbus, Germany, and Dr Guy Larnarc and Dr Raphael Salapete from Ariane Group, France, who together represented the OEMs.
The supply chain industries were represented by Joachim Zettler, APWorks, as well as Gerd Weber and Dr Joachim Schmidt, both from Premium Aerotec. A research-oriented perspective was provided by Prof Dr Christoph Leyens, a Professor at Technical University of Dresden (GER) in the field of Materials Science and Director of the Fraunhofer Institute for Material and Beam Technology (IWS), and Prof Dr Vasily Ploshikhin, a Professor at the University of Bremen in the field of Additive Manufacturing Simulation. The final participant was Volker Thum, Managing Director of the German Aerospace Industries Association (BDLI).
The discussion of problems and challenges between the panel members led to a topic which could be called ‘the effects of defects.’ Questions asked by the panel included: What circumstances cause what kind of defects? Which defects are causing problems and which are tolerable? And do we really need the ‘perfect’ part?
To answer these questions, a better and more sophisticated understanding of the material science at play in Additive Manufacturing is necessary. As Prof Leyens stated, “In other technologies, mankind needed thousands of years to come to where we are today, and Additive Manufacturing has just started.”
It is important to recognise at this stage the impressively high technological level that has already been reached in this field. But in general, it is recognised that people still need to gain more trust in the technology. In conventional manufacturing methods such as casting or machining of sheet metal, one finds defects such as pores, anisotropies in the material properties and distortions, but ‘no one cares’ – or rather, these things are taken into account throughout the whole process chain.
In Additive Manufacturing, on the one hand, engineers and designers have only little experience; on the other, topics such as pores, surface roughness and fatigue are handled with great care. One of the major tasks for the industry is to gain a deeper understanding of aspects such as the influence of specific primary and secondary process parameters and post-processing steps on material properties. It must also be clarified which post-processing steps are really necessary: for example, is a heat treatment step needed in addition to a HIP-process to guarantee that the part will be as expected, and how can a certain quality be guaranteed?

The last point in particular addresses machine manufacturers, as it is recognised today that two different machines may not produce parts of the same quality. This fact is rather unique in Additive Manufacturing technologies and a big hurdle on the way to (effective) serial production. The reason for this is that Additive Manufacturing not only produces a part, but the material as well.
Furthermore, most of the materials that are today used in AM are not designed for the AM process. Instead, they have their origin in die or investment casting, meaning that some alloying elements in the used powders exist to improve on the casting process, but may be useless for laser, electron-beam or arc-based Additive Manufacturing processes.
Scalmalloy® (AlMgSc) is an example of a material developed specifically for metal Additive Manufacturing and, according to Zettler from APWorks, “This material is really shaping business cases.” In Laser Beam Powder Bed Fusion, this alloy forms an excellent microstructure and therefore has very good mechanical properties. This leads to a high potential, for example, in sophisticated lightweight structures, enabling the effective usage of this technology where profitable business cases are possible.
In general manufacturing scenarios, business cases are hard to create when Additive Manufacturing technologies are used to replace conventional ones. Weight reduction, and thereby mass reduction, in combination with function integration is an important aspect of improving economic competitiveness. Combined with a material which is optimised for additive technologies, the benefit can be maximised. However, while key to the future of AM, the development of optimised materials from scratch is a long and costly procedure. A suggested approach for short term applications is, therefore, to tailor existing alloys to the specific process and application required.
In addition to exploiting the full competitive advantages of AM in terms of geometric freedom and functional integration, the concept of the ‘digital spare part’ can offer a very lucrative business model. In the automotive industry, for example, countless different spare parts exist for hundreds of vehicle types and models. Today, a lot of money is spent on the storage and logistics of such spare parts. With further improvements to AM technology, the way spare parts are handled, stored and produced could completely change.
While the automobile industry is one offering very large volumes of parts, the space industries part quantities are smaller by orders of magnitude. However, in rocket applications such as the Ariane 6 project, Additive Manufacturing is enormously decreasing lead times – especially during the development phase. This is one of the major aspects that will help the Ariane Group to compete against organisations such as SpaceX.
For large scale parts, it may be more likely that wire-based AM technologies will prevail over powder-based technologies. Today, powder deposition / powder-based Directed Energy Deposition (DED) technologies are already being used to add features to existing structures. This adding of functionality increases the competitiveness of otherwise conventionally manufactured parts, and these hybrid methods are established technologies that are used in turbine engines today.
Hybrid processes, high production rates and digital security

The second day of the conference opened with a series of keynote lectures by Prof Dr Christoph Leyens, Technical University of Dresden & Fraunhofer IWS, Dr Claudio Dalle Donne, Airbus, Germany, and Georg Fischer, Gefertec, Germany. They talked about the possibility of adding features to existing structures, enabling the cost- and material-efficient production of complex rocket engine parts.
Demanding materials such as nickel-based alloys were also discussed, and the concept and potential of Directed Energy Deposition technology was presented in detail, including gas shielding when manufacturing titanium and the potential for manufacturing large parts using DED – first from the researcher’s point of view and then from the perspective of an OEM and from the supply industry.
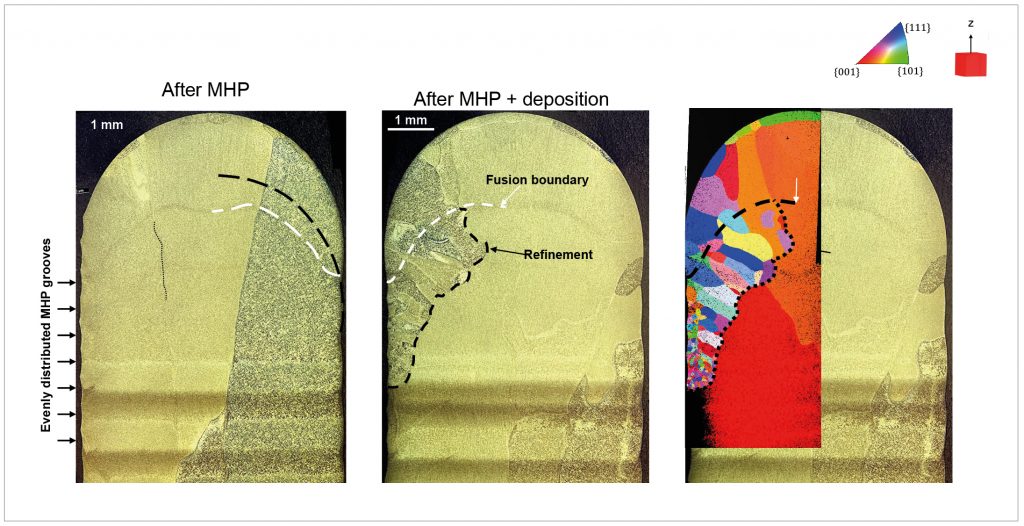
High production rate technologies were also addressed, commencing with a presentation by Jan Roman Hönnige from Cranfield University, UK. This presentation discussed spatially tailored mechanical properties in Ti-6Al-4V wire-arc additively manufactured components, and the according process integration. This tailoring of mechanical properties was achieved by rolling and, in a second approach, machine hammer peening. Using this method, it was possible to achieve recrystallisation of the surface and increase the surface hardness (Fig. 6).
A two-scale approach for the faster prediction of part distortion in Directed Energy Deposition processes with the goal of dealing with large-scale components was presented by Dr Fabien Poulhaon, ESTIA, France. This approach is based on the inherent strain method, known from welding and powder bed Additive Manufacturing simulations. Results from simulations like this can be used to calculate necessary oversizes for machining. The last talk in the session was held by Dr Thomas Gilles from IRT Saint Exupéry, France., who presented work undertaken on processing maps for DED processes, as well as giving a detailed overview about the influence of key process parameters.
In the final session of the conference, digital topics around Additive Manufacturing were addressed. The first talk of this session was given by Scott Zimmerman, Concurrent Technologies Corporation, USA, on cybersecurity. This topic in general is very important in the field of Additive Manufacturing and Industry 4.0, for example when dealing with the concept of digital spare parts or the ‘digital twin’.
One of the most important points was that all levels of personnel in an organisation must be trained to avoid security weaknesses. Alexander Morrison, MTC, UK, spoke about the data framework for Additive Manufacturing, approaches to handling the large amount of generated data and how this can be used as a ‘learning factory’, based on the current, public funded project DRAMA, which aims to lead, among other things, to decreased risks when starting with Additive Manufacturing technologies by creating a ‘decision support system’ (DSS).
The final two presentations of the conference were given by Dr Patrick Mehmert, Simufact Engineering GmbH, Germany, and Dr Enrique Escobar di Obaldia, Ansys Germany GmbH, who highlighted the latest developments in the field of Additive Manufacturing simulation and how it can be used, for example, to compensate process-specific distortions or identify ‘hotspots’ during the build process.

Conclusion
What is clear from this year’s conference is that we have barely scratched the surface in terms of our understanding of the full potential for AM in aerospace and space. Beyond the technology’s major advantages such as lightweighting, the integration of functionality into a single part – significantly reducing manufacturing steps – is proving to be one of the great advantages of AM. This alone has the potential to drive innovation across the aerospace industry.
Author
Christian Kober M.Sc.
Group Leader – Mechanics and Preprocessing, Airbus endowed Chair for Integrative Simulation and Engineering of Materials and Processes (ISEMP)
Bremen Center for Computational Materials Science (BCCMS)
Universität Bremen
Fachbereich 1 / Physik
Am Fallturm 1, TAB-Gebäude
28359 Bremen
Germany
Tel: +49 421 218 62327
Email: [email protected]
www.bccms.uni-bremen.de/isemp/

LAST MONTH’S MOST-READ ARTICLES












