Additive Manufacturing: Myths, misconceptions and untruths
The past decade has seen tremendous growth in metal Additive Manufacturing. To a certain degree, the field has become a victim of its own success, resulting in a number of myths, misconceptions and untruths. Some of these are even becoming detrimental to the further adoption of AM around the world. Olaf Diegel and Terry Wohlers draw on their combined industry experience to address the ten most common misunderstandings and myths relating to AM and present the reality of the technology at its current stage. [First published in Metal AM Vol. 4 No. 3, Autumn 2018 | 10 minute read | View on Issuu | Download PDF]
Additive Manufacturing will replace conventional manufacturing
A number of articles have suggested that AM is the future, and that someday, almost everything will be made by it. This is unlikely to occur in the foreseeable future. The cost of producing AM parts will decline in the coming years, but it will nevertheless remain a more expensive option for the production of high quantities of components. This will especially be the case for low-value products. The layer-by-layer nature of AM makes it relatively slow, which contributes greatly to the cost.
Those intimately familiar with AM see it as complementary to conventional manufacturing. Certain jobs can be achieved with AM which would not be possible with conventional manufacturing. These include complex shapes and geometric features, often using less material, resulting in lighter-weight parts. Also, it is possible to produce some types of custom products affordably, especially ones that would be inconceivable using conventional methods of manufacturing. Parts that can be easily manufactured on a three-axis CNC machine are usually best produced in this way.


Metal AM will contribute substantially to the sale of countless CNC machines and other conventional tools and methods, such as heat treatment, surface finishing, and inspection, to support the post-processing of parts. The factory of the future is likely to include an array of manufacturing technologies; the challenge for product development engineers will be to know when to use a particular technology to add the most value to products.
Almost anything can be made by AM
One of the catch-phrases of AM for many years has been that you get ‘complexity for free.’ This refers to AM being well-suited to making extremely complex parts that would not, or could not, be made conventionally. Adding to part complexity does not add a great deal to the cost of building a part on the machine, but this saying does not take into account the added design time or post-processing required.
What is interesting is that the inverse is also true. In other words, geometrically simple parts are often not commercially viable to make by AM. This does not mean that they cannot be made by AM, but making them in this way often does not add enough value to justify the higher cost of the process.
Press the print button and the machine does the rest
This is one of the biggest myths in AM, especially metal AM. Most metal AM systems produce near net shape parts. This means that they are not capable of producing parts with the same engineering precision as conventionally made parts; parts requiring high precision are machined or post-processed in another way. Some manufacturers are beginning to address this by integrating AM into CNC machines to produce hybrid systems.
Parts made by metal AM usually require a substantial amount of pre- and post-processing. In fact, a survey conducted in connection with Wohlers Report 2018 found that about 46% of the cost of a metal AM part is from pre- and post-processing. In research conducted by the the NextGenAM project, EOS, Daimler, and Premium AEROTEC estimate that pre- and post-processing costs could be as high as 70%.

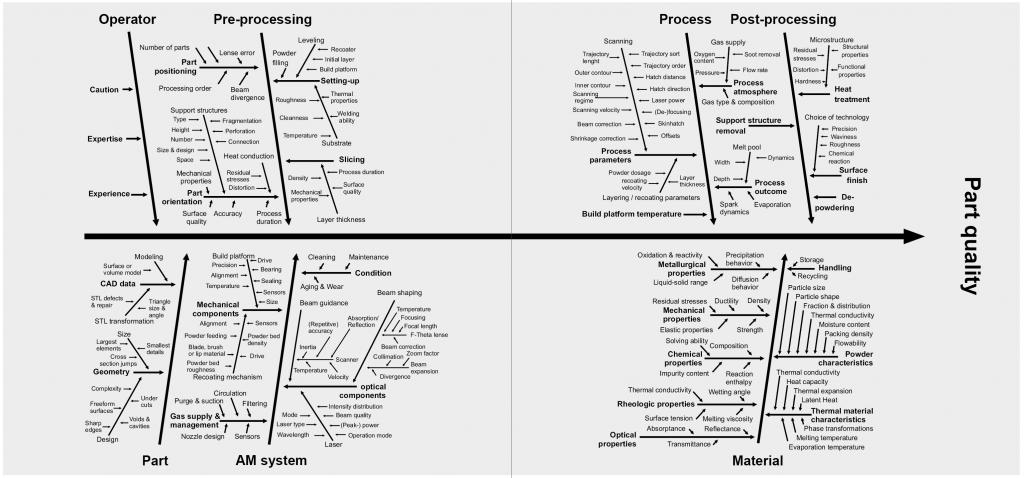
A great number of pre- and post-processing tasks are less than automated and require a great deal of operator knowledge and skill. In preparing a build, the operator must decide how best to orient the parts and where and what type of support structures and anchors to use. Also, a person must determine the best machine build parameters to optimally melt the metal and successfully build good quality parts. Three different operators will often end up with three different part qualities, even when using the same machine and material.
Christoph Haberland of Siemens Industrial Turbomachinery AB has created an Ishikawa diagram of the wide range of factors that impact metal AM part quality. This illustration paints a picture of the sheer complexity involved in building good quality metal parts by AM (Fig. 2).
Desktop 3D printers are similar to industrial AM systems
Countless news stories, Hollywood films, television series, and personal conversations have portrayed low-cost 3D printers as being capable of producing high-end production-quality parts. In general, this is not true. The recent Ocean’s Eight film, for example, portrays a desktop 3D printer producing gold and precious stone jewellery in quality levels that are just not achievable. Some high-end industrial machines can process precious metals, such as gold, but good results can require days of post-processing.
Material extrusion-based metal AM systems are now available commercially, so it is only a matter of time before metal AM penetrates the low-cost, desktop market. Even so, a wide gap in quality and speed will remain for some time between desktop 3D printers and high-end Additive Manufacturing systems.

This should not be construed as a devaluing of desktop 3D printers in any way. In fact, the opposite is true; desktop 3D printers are incredibly valuable tools for the generation of ideas and for prototyping. We strongly believe that nearly every engineer or designer should have a desktop 3D printer near them. However, they should also have access to industrial production machines when jobs require them.
Metal AM can make parts less expensively
A surprising number of people believe that AM can produce parts at a lower cost. In some case, this may be true but, in general, AM is more expensive, especially as production volumes increase. AM is usually cost-effective when it adds value to a product beyond what is possible with conventional manufacturing.
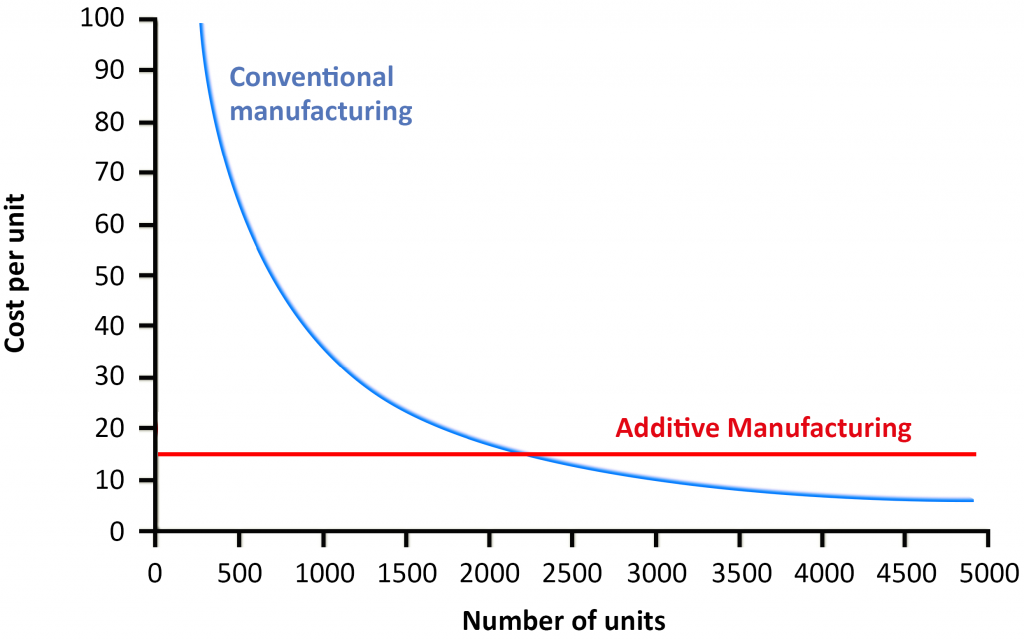
Fig. 3 shows that, with conventional manufacturing, costs typically decrease as quantities increase. With AM, costs remain roughly constant, with some exceptions. The break even point — the point where the two lines cross — varies widely, depending on the size of the part, price of the material, and speed of the machine, coupled with other factors.
Every home will have a 3D printer
Some believe that most of us will one day use 3D printers at home to produce products. This is highly unlikely to occur in the foreseeable future. One reason is that most modern products contain a range of materials, including metals, plastics, and electronics; high-end systems may be able to process a combination of materials in the future, but these will be very expensive and difficult to use. Even the most basic desktop 3D printers require design skills and software tools beyond the reach of most people.
The future may bring simple and low-cost 3D printers aimed at children and hobbyists, but these will be suited for a limited number of materials and products only. A 3D printer designed for custom food, such as chocolates, is a possibility for homes in the future, but one might argue that this type of work is best left to culinary experts at bakeries and in other commercial settings. The idea of 3D printing at home is akin to many having sewing machines, yet few people are wearing home-made clothing.

Most ‘3D printed products’ are indeed 3D printed
We often discuss ‘3D printed products’ made in metal and/or polymer, but much or most of the product is not 3D printed at all. We see this in footwear where only the sole, or part of an insole or sandal, is 3D printed. The majority of the product is produced using one or more methods of conventional manufacturing.
The 3D printed guitars produced by ODD Guitars are another example. We may refer to them as 3D printed guitars, but only their main bodies are 3D printed. The guitar necks are CNC machined, the bridges and tuners are cast, and the plastic pickup rings and knobs are injection moulded. Other parts of the guitars are produced using other methods (Fig. 4).

Another example are the Invisalign dental aligners from Align Technology. We may refer to them as 3D printed dental aligners, but AM is used for only one part of the process. The aligners, themselves, are not 3D printed. A digital model of the patient’s teeth is produced, and an orthodontic specialist manipulates the digital model to produce a series of teeth models. Each 3D model is printed on a vat photopolymerisation system that serves as a ‘form’ over which the plastic aligner is thermoformed. A five-axis milling machine is used to cut away the excess material so that the aligner fits well along the gum line. Laser engraving, tumbling and other processes are used for marking, polishing, and cleaning. The start-to-finish process truly represents the factory of the future, with AM being a part.
These examples should not denigrate AM at all, particularly if it is being used for the right reasons to help manufacture products. In fact, these types of products would not be possible or affordable without the use of AM.
Most metal AM systems are similar
Most metal AM technologies and systems get lumped together as ’magic’ machines that can make impressive parts. In truth, however, they vary widely. Powder Bed Fusion systems are vastly different to Directed Energy Deposition systems; Laser Powder Bed Fusion systems are different to Electron Beam Powder Bed Fusion systems. Parts from these machines can have differing metallurgical properties, support structures and anchors, and surface finishes. Also, the amount of post-processing required can differ greatly.
It is important to understand that no single technology is better than all others, despite what some may claim. Every technology has its advantages and disadvantages, and this applies to machines that produce parts in metal or polymer. Understanding these machine types is essential to knowing when to use one technology over another and how to best design for them.
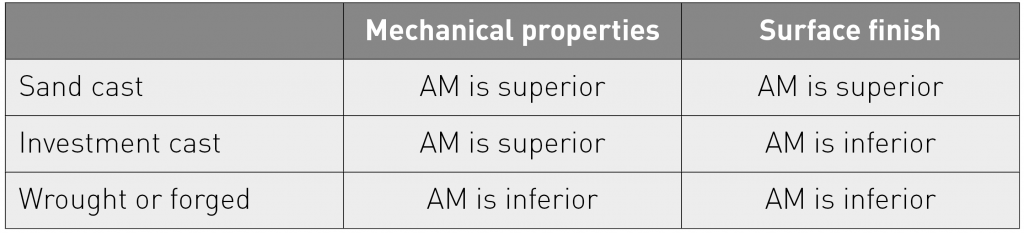
AM parts are inferior to conventional parts
Engineers are generally conservative, so questions are often asked about the mechanical integrity and the quality of metal AM parts compared to those made conventionally. Articles and research studies reveal differences between the properties of metal AM parts and those produced by conventional manufacturing, but this should not always be seen as a negative. Table 1 provides some general guidelines on how AM parts compare to conventional manufacturing.
For AM to add value, it is recommended that parts are designed for AM. If the design dramatically reduces material and weight, the outcome may be more favorable than suggested by the material properties. In fact, a reduction in material and weight can offer manufacturers the ability to use a stronger and more expensive material, resulting in improved functionality. The total material cost may be lower because less material is used.
An insufficient number of AM materials are available
This myth may be true in some instances. More than anything, it highlights the fact that much of engineering design is related to material choice based on historical use. An alternative is to consider the function of a material when coupled with good design for AM. Materials such as Scalmalloy from APWorks are being developed specifically for metal AM, and in the future, we will undoubtedly see more specialised materials produced for Additive Manufacturing.
Conclusion
As metal AM grows in popularity, more resources will become available to further develop and refine the technology. This will result in faster, more repeatable and lower cost machines. A lack of understanding of the realities of metal AM is an impediment to its wider acceptance and adoption. Knowing what works and what does not, while separating fact from fiction, can help organisations to make the best possible decisions. Good decisions lead to happy AM machines, materials and services suppliers, as well as elated customers.
Authors
Olaf Diegel and Terry Wohlers
Wohlers Associates, Inc.
Fort Collins, Colorado 80525
USA
www.wohlersassociates.com
LAST MONTH’S MOST-READ ARTICLES