


How residual stress can cause major build failures, and what you can do to prevent it
Anyone who starts out on their own evaluation of the opportunities presented by metal Additive Manufacturing will soon stumble across the phrase ‘build failure’. Whilst there can be many causes for a failed build, which of course comes at a significant cost in terms of both material wastage and machine time, residual stress is often at the top of the list. As Olaf Diegel and Terry Wohlers explain, residual stress can be both anticipated and managed though a combination of basic design rules, process settings and post-build heat treatment. [First published in Metal AM Vol. 4 No. 4, Winter 2018 | 10 minute read | View on Issuu | Download PDF]

Residual stress is one of the most common causes of catastrophic build failures in metal Additive Manufacturing. A recent LinkedIn post by Alexander Liu, a well-known metal AM trouble-shooter from Temasek Polytechnic in Singapore, demonstrated this problem with the failed build of a topology-optimised bracket. The parts kept detaching from the build plate or ripping away from the support material. It was caused by considerable residual stress within the parts.
What is residual stress?
Similarly to welding, metal Additive Manufacturing induces a substantial amount of stress on parts. This is one of the principal reasons why support material is often needed. This residual stress, as well as stress concentrations, must be relieved through heat-treatment after the build and before parts are removed from the build plate.

Residual stresses remain in a solid material after the original causes of the stresses have been removed. In itself, residual stress is not always a bad thing, and can sometimes be desirable. Shot peening, for example, imparts beneficial compressive residual stresses into metal parts. Residual stress is also used in toughened glass to allow for the large, thin, scratch-resistant glass used in smartphones. Unintentional residual stress in a designed structure, however, can cause it to fail prematurely and becomes problematic.
Many factors can cause residual stress in a part, but the chief one is controllable through design. Residual stress is a result of temperature gradients from the surface to the centre of an AM part during cooling. It can have a particularly severe impact on parts with large masses of material, as the material inside the mass cools slower than the material on the outside, inducing stress in the part.

Within the metal AM process itself, strategies can be employed to reduce the formation of residual stress. As discussed in the Summer 2018 issue of Metal AM magazine, the hatching strategy used can play a significant role in reducing residual stress. Smaller chessboard hatch patterns will, for example, create less residual stress than bigger ones, or than large meander type patterns. However, they will also slow down the process somewhat. Rotating each hatch scan, usually by 67° for each layer, can also prevent stress from building up vertically, compared to scan strategies that occur one on top of another. As with almost everything in metal AM, it can be a compromise to choose between a scan strategy that minimises stress versus maximising speed.

Survival of the part through the AM build process, without cracking or separating from the build plate or support material, is key. The first step after removing the build plate from the AM system is to stress relieve the parts in a furnace. In this process, the parts are slowly heated up so that they reach a specific temperature, with the thicker sections of a part reaching that temperature at the same speed as the thinner sections. Once that temperature has been reached, the parts are soaked at that temperature to ensure equilibrium has been reached. The parts are then slowly cooled, again with the goal of the thick and thin sections of the parts cooling at the same rate so that new residual stresses are not introduced.
From a design perspective, engineers can do a lot to reduce the risk of residual stress in a part during fabrication. This, in turn, reduces the risk of build failures, and reduces the need for heat treatment after the build has finished.

Designing to minimise residual stress
The original bracket was designed as a topology-optimised part made up of two pieces: a small clamp, and the main bracket. A topology-optimised part, however, does not automatically make it suitable for metal AM. In this case, the main part included large masses of material and uneven thicknesses, resulting in substantial stress. It also included several sharp internal corners that caused stress concentrations, likely causing premature failure of the part.

One of the most fundamental design guidelines that applies to many manufacturing methods, including injection moulding, casting, and AM, is to use an even wall thickness wherever possible. In Additive Manufacturing, this simple technique can have an even greater impact than with other manufacturing methods.

On the smaller clamp part of the bracket, a simple technique of removing unnecessary material and using ribs to maintain mechanical integrity was used to achieve an even wall thickness of 3 mm for the main body of the clamp. This is a common wall thickness used for light- to medium-duty casting applications. The ribs are 2 mm in width, which prevents an uneven thickness forming where the ribs join the cylinder. Also, the four bolt-hole lugs were shelled and ribbed to prevent them from becoming an area of residual stress. Depending on the specific application of this bracket, the nominal 3 mm thickness could be increased or decreased as necessary. All internal corners of the clamp were filleted to avoid the formation of stress concentrations.

For the main part of the bracket, the topology-optimised version was used as the design source for a parametrically designed CAD version. The clamp ends of the brackets were redesigned in a way similar to the previously described clamp. The thick centre member was split into three lofted members of even wall thickness, and the centremost of these members was designed as a U section for extra rigidity. All thicknesses were kept to 3 mm. Also, every internal corner was filleted to avoid the risk of stress concentrations at the joints.

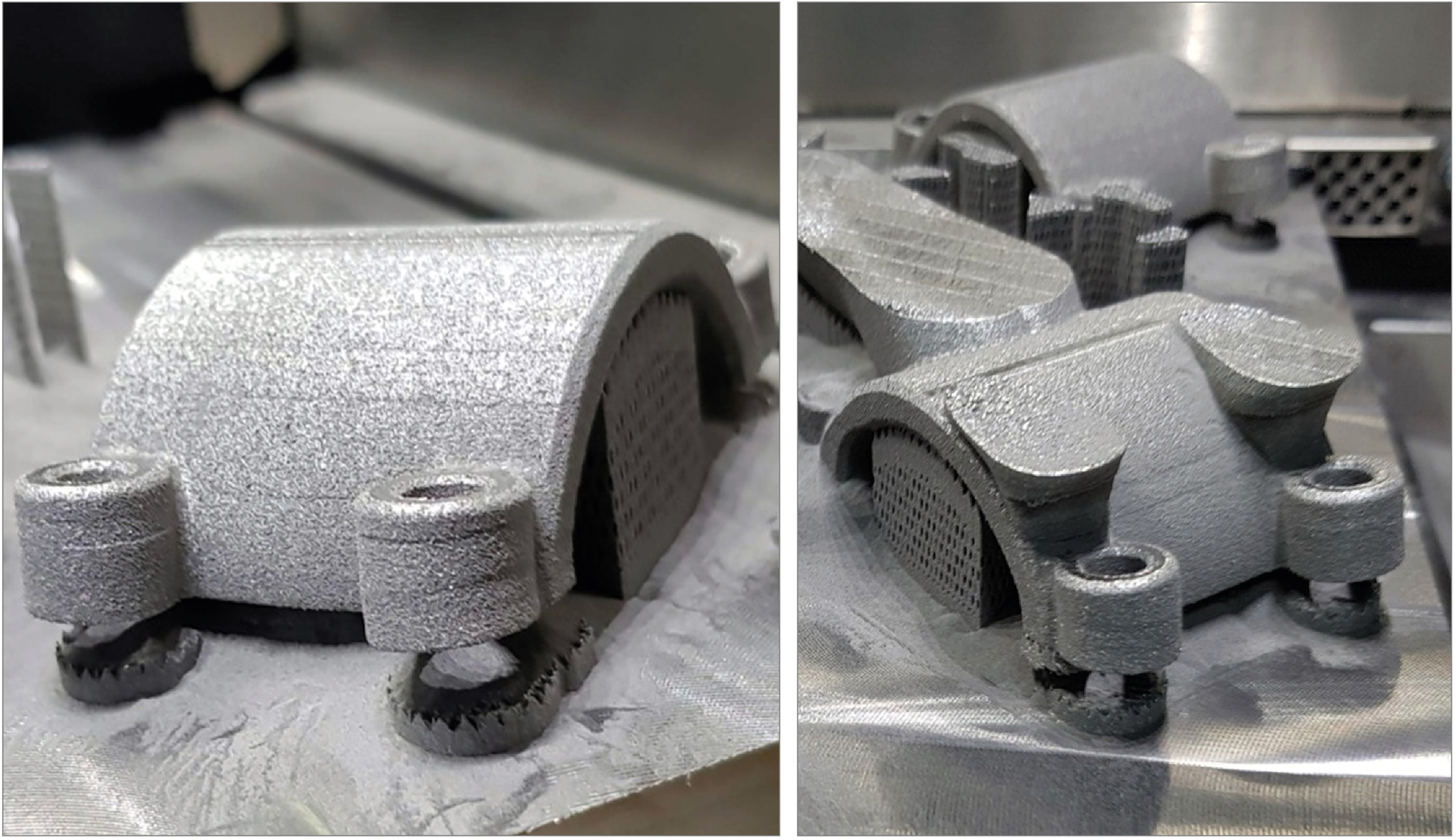
The new design was successfully built in two different orientations without any lifting off the build plate or breaking away from the support material. The smaller clamp was built in both horizontal and vertical orientations. The larger bracket was built in one orientation with one of the clamps in the horizontal position, and in a second orientation with both clamps at an angle to achieve a lower build height.

Conclusions
When designing parts for production by AM, it is important to constantly consider techniques that avoid residual stress. Applying techniques such as keeping to an even wall-thickness and avoiding large masses of material can have a dramatic impact on the ability to successfully manufacture metal parts.

Reducing the residual stresses that can build up in a part can also greatly reduce the need for heat treatment after the build is complete. Also, avoiding large masses of material, as described in a previous issue of Metal AM magazine, has a substantial impact on reducing the time and cost of manufacturing a part. The example in this article clearly demonstrates that it is not practical for conventionally designed parts – even if they employ modern design techniques such as topology optimisation – to always perform well in an AM environment. Design for AM is not a choice, but rather an absolute necessity to make best use of the true power of Additive Manufacturing.
Authors
Olaf Diegel and Terry Wohlers
Wohlers Associates, Inc.
Fort Collins, Colorado 80525
USA
www.wohlersassociates.com
LAST MONTH’S MOST-READ ARTICLES












