


Velo3D’s SupportFree tech enables AM of mission-critical turbomachinery for solar power array
Hanwha Power Systems, headquartered in Changwon, Gyeongsangnam-do, South Korea, recently used Velo3D’s SupportFree metal Additive Manufacturing technology to produce a shrouded radial expander wheel for a solar power array, resulting in an 80% reduction in build time and a 90% reduction in the amount of support material required.
Power generation equipment may comprise hundreds of parts, but among them are select mission critical components that can determine the performance of the entire system. Many of these highly-optimised parts can be difficult to manufacture, and present some of the greatest engineering challenges. Tradeoffs must often be made between performance, availability, volume, quality and cost.
Chad Robertson, senior engineer at Hanwha Power Systems’ US R&D centre, and his team are developing turbomachinery for a high-efficiency power-generation system utilising Supercritical CO2 (s-CO2) as the working fluid in a recompression Brayton cycle (RCBC).
Heat input to the cycle will be delivered from a concentrated solar-power array. The solar power project, which is in-part supported by the US Department of Energy (DoE)’s office of Energy Efficiency and Renewable Energy, has the end-goal of using this equipment for a concentrating-solar-power plant.
The s-CO2 being used for the solar-power project is a fluid state of carbon dioxide in which it is held above its critical pressure and temperature. At these conditions, the fluid is very dense, resulting in compact machinery and optimal thermodynamic cycle conditions allowing for increased thermal-to-electric energy conversion efficiency when compared to steam Rankine cycles.
The overall system works by transferring heat from a large solar array into a working fluid (CO2) that is channeled through a series of radial expanders to extract power. The final expander is connected to a gearbox that drives a generator and various additional compressors needed for completing the power cycle to deliver electricity to the grid.
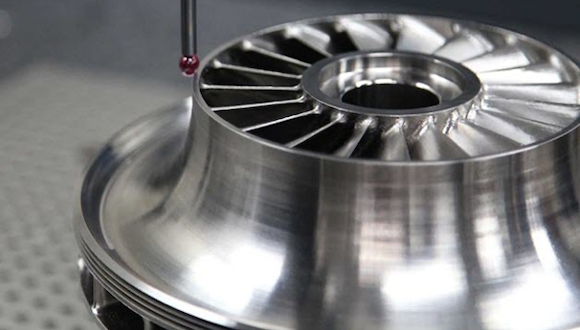
“The temperatures and pressures in such a system need to be very high,” explained Robertson. “Our goal of optimum efficiency drove us to design a shrouded turbine wheel, or impeller, where the flow path of the working fluid is covered on both top and bottom. This eliminates any gap between the impeller and the housing that would reduce wheel efficiency.”
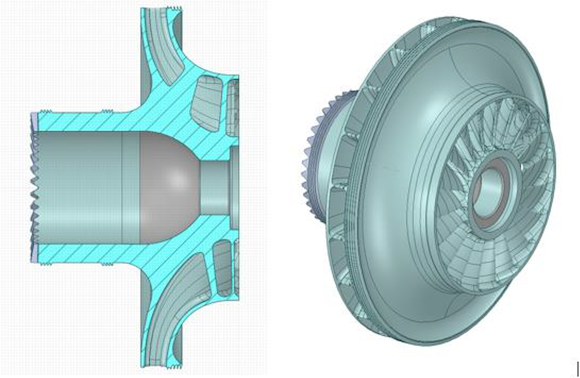
The Hanwha team evaluated several different potential manufacturing techniques for making the new component. “These shrouded impellers are a significant manufacturing challenge, even conventionally,” he continued. “The geometry is quite complex, as the enclosed, sweeping blades are a three-dimensional shape that is not easy to define, and the high-temperature nickel alloy that we use is difficult to machine.”
With these constraints in mind, the team reviewed and rejected a number of conventional techniques, such as five-axis milling or precision investment casting, due to roadblocks in cost and accuracy. With traditional manufacturing, the shrouded wheel would have taken multiple steps to manufacture; an open impeller and a shroud would have had to be produced separately and then brazed, with the bonding of the two having the potential for weakness or distortion in the finished piece.
Hanwha decided to explore Additive Manufacturing as a more direct route to simplification of the entire process. AM offered an opportunity to iterate more quickly, refine the design, increase performance and optimise function. The company worked with Stratasys Direct Manufacturing, Los Angeles, California, USA, to produce the part, having previously worked with the company on prototype test builds for shrouded impellers.
“We were looking for an additive vendor that could provide us with a turnkey part,” noted Robertson. “We wanted to supply design specification, materials requirement – and then get back a finished part we could basically put right on our machine.”
Andrew Carter, Senior Process and Manufacturing Engineer at Stratasys Direct, explained how the company came to select Velo3D’s SupportFree AM to produce the part. “What enabled us to take on this shrouded turbine wheel project was what we’re calling a next-generation Additive Manufacturing system,” he stated. “We’ve found that the new Velo3D Sapphire system dramatically improves the process and really stands alone in this next-gen category.”
Prior to acquiring its in-house Velo3D Sapphire machine, Stratasys Direct wouldn’t have bid on the Hanwha part, Carter said. “Previous projects with other AM-equipment vendors had shown us that the removal and clean-up of all the necessary support structures required for successful prints on their machines was labour-intensive, costly and, in some sections, basically impossible.”
With the Sapphire metal AM system, however, the need for supports is greatly reduced, if not entirely eliminated, due to the machine’s ability to overcome the ’45º rule,’ which dictates that angles lower than 45º require additional vertical supports to hold up portions of a part during Laser Beam Powder Bed Fusion (PBF-LB).
By using the Velo3D system to additively manufacture the Hanwha shrouded impeller, Stratasys Direct was reportedly able to greatly reduce both the total volume of material used and the surface area for which the system needed to build supports.
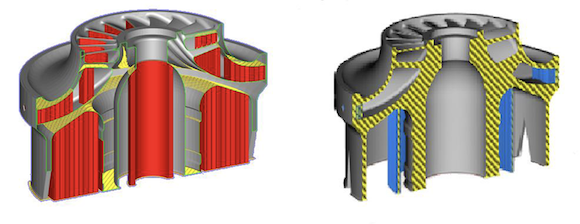
The engineers compared a Hanwha component design created with conventional AM support requirements against what would be required by the Sapphire. For the conventional AM machine, they modelled supports for all surfaces less than 45º from horizontal. On the Velo3D machine, they only needed to add supports on surfaces at less than 10º from horizontal.
The result was a 90% reduction in support material. Stratasys Direct has since continued improving its process with the Sapphire and can now build all the way down to zero degrees, in certain applications, without supports.
Using less material provides a number of significant savings, noted Carter. “In addition to lower material costs to our customers overall, requiring far fewer supports has eliminated a lot of post-processing work. This, in the long run, will contribute to reduced labour time and expense on the shop floor.”
Using the Velo3D Sapphire also enabled Stratasys Direct to build the part using a high-temperature nickel alloy (718) for the impeller, with high accuracy. “Due to the consistency we get from the Velo3D system, we ended up with a near-net shape part on the build plate that required correspondingly less in the way of post-processing,” explains Carter.
Build-time reduction was another benefit of using the next-gen AM system. The machine features two 1 kW lasers with full build-plate coverage aligned to less than a 50 µm overlay tolerance. This means that each laser has the capability to reach anywhere on the build plate and deliver a full kilowatt of power (for bulk-metal processing).
The lasers also create a virtually invisible overlap on larger parts like the Hanwha impeller. Combined with the time savings of producing much less support material, the dual high-power lasers are said to enable an 80% reduction in overall build time.
Ensuring the sound mechanical properties of the Hanwha turbine wheel is extremely important for the test programme as it moves forward, the company explained.
The wheel will be rotating at greater than 14,000 RPM during testing and will be in a high-temperature environment, so it is critical that the material properties of the turbine are well understood. As part of the project, Stratasys Direct built test samples and heat-treated them alongside the turbine to measure tensile and stress rupture properties.
ASTM F3055-14 provides a general specification for the Additive Manufacturing of nickel alloy 718. At testing, the measured tensile results all exceeded the ASTM F3055 minimum requirements. The chemical composition of the test samples was also reviewed and met ASTM requirements.
The impeller was also subjected to review using digital X-ray, CT scanning and FPI. No measurable defects were detected by the scans. The turbine was then balanced and spin-tested at speeds exceeding the design conditions and rechecked for surface cracks using FPI.
“The success of the centrifugal impeller wheel prototypes Stratasys Direct made for us with the Sapphire machine from Velo3D has definitely increased our interest in Additive Manufacturing,” stated Robertson.
“It has opened up design freedoms for our team, and sparked a renewed effort to better quantify the material properties and capabilities of additively manufacturing parts. The combination of the state-of-the-art 3D printing and expert project management truly did make the impossible possible.”

























