Pulsed electrochemical machining offers a unique AM post-processing method
In the following extended news feature, Kirk Gino Abolafia, Technical Marketing & Sales Manager at Voxel Innovations Inc, discusses the use of pulsed electrochemical machining (PECM) in the postprocessing of metal additively manufactured components.
PECM: A unique postprocessing method for AM
The exponential growth of Additive Manufacturing technology has provided unique advantages to manufacturers, such as occasionally reducing manufacturing costs associated with consolidating operations/eliminating complex assemblies, as well as reducing material waste in comparison to conventional subtractive manufacturing. Furthermore, the advent of metal AM has allowed rapid prototyping and faster design iteration of a wide range of metal parts, including some critical components. However, as part volumes increase as a result of increased demand for AM, minor limitations of the technology are exacerbated.
For example, when considering both design and material requirements of parts within critical applications (environments with high temperature flux, or extreme stress), certain tolerances and features may not be achievable with AM by itself.
High-volume demand of these AM parts incentivises companies to find innovative ways to reduce manufacturing expenses – sometimes even at the cost of quality. To lower costs, additive manufacturers are sacrificing surface finish, resolution, and feature size to improve production capabilities by using faster laser scan strategies, larger powders, thicker layer lines, and more. Ultimately, this has created a need in the AM industry for affordable, repeatable postprocessing methods for metal parts.
Metal AM companies are seeking a secondary machining/post-processing operation that can attain higher resolution and surface quality whilst reducing production costs in high volumes.
This extended news feature will discuss a unique material removal process called pulsed electrochemical machining (PECM), a process capable of superfinished surfaces, small features, and high repeatability on metal AM parts. In this, we’ll discuss how the process works and explain how PECM can act as both a secondary machining process and a post-processing operation for high-volume metal AM parts.
How PECM works
In short, PECM is a non-contact, non-thermal material removal process capable of machining superfinished surfaces and unique geometries on high-volume metal parts and, alternatively, can act as a secondary machining – or post-processing operation – on metal AM parts.
Rather than utilising friction or heat, PECM uses electrochemistry to dissolve the workpiece material into the desired shape. A charged electrolytic fluid is flushed within a microscopic gap between the tool (cathode) and workpiece (anode), dissolving the workpiece material at a rate proportional to its proximity to the cathode.
The process is best understood by learning four key terms:
- Cathode: The cathode, or tool, is a custom-machined part that is shaped as the inverse of the desired geometry on the workpiece;
- Anode: The anode, or the workpiece, must be a conductive material, meaning PECM cannot machine plastics or polymers. The anode can take on many forms, such as an AM part, a near-net shape, or even wrought stock;
- Electrolytic Fluid: The electrolytic fluid performs two vital roles simultaneously. The fluid is both the conductor for the electrochemical reaction itself and is the flushing agent that removes the waste product from the workpiece area;
- Inter-electrode gap: The microscopic gap between the tool and workpiece where the fluid runs is a crucial variable that helps determine the precision of the process; as this gap shrinks, PECM’s precision capabilities improves. Currently, this gap can be as small as 10-100 um Ra (.0004-.004in.)
PECM is capable of high repeatability due to its significantly reduced tool wear; there is no heat or contact in the process. Furthermore, as PECM is only concerned with the conductivity of a given part (rather than its material hardness) it can machine tough alloys like Inconel at a similar rate to copper or aluminium.
The process is primarily used to machine critical aerospace and medical device components, including Inconel heat exchangers, nitinol bone fixtures, molybdenum X-ray components, and turbine blades.
However, another crucial application of PECM is for post-processing additively manufactured parts.
PECM as a secondary machining process
For most applications, the average wall thickness, resolution, and surface quality produced by Additive Manufacturing wouldn’t significantly affect the part’s fit, form, or function. However, within critical environments that require parts have increased fatigue resistance, surface quality, and tolerances, AM alone cannot produce ideal parts directly from the AM machine. To improve these features, therefore, AM generally requires a secondary machining process for critical applications.
For example, most metal AM processes can only achieve a minimum wall thickness of around 0.3-0.5 mm without a secondary process. However, a dedicated PECM tool can reduce that wall thickness down to less than 50 um (<0.05 mm). As there is no heat-affected zone or tool vibration in PECM, it can machine areas of a part otherwise very sensitive to heat or tool vibration – including ultra-thin walls. PECM could subsequently repeat these features hundreds, or even thousands, of times without tool wear.
Consider an additive nickel alloy turbine blade. Without a secondary process, the extra blade thickness, resolution, and surface quality (especially on downskin surfaces) would impact the blade’s functionality, aerodynamic performance, and susceptibility to corrosion and microcracks.
PECM should be considered as a viable secondary machining process on similar parts; by creating thinner trailing edges on turbine blades and vastly improving its surface quality, PECM could potentially improve the performance, durability, and safety of additive turbine blades.
PECM can be a complement to lower-resolution, higher-volume metal-AM operations.

PECM as a surface finishing method
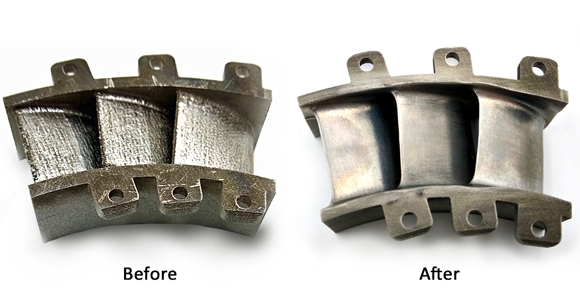
Surface abnormalities inherent to AM can cause significant problems for critical parts (e.g. introducing microcracks on aerospace parts or diminishing the sterility of medical devices). These surface irregularities can take on many forms including support structure remnants, layer lines, lower resolution on downskin surfaces, and re-melted material. Each of these issues directly impact a given part’s functionality, corrosion resistance, sterility, and lifespan.
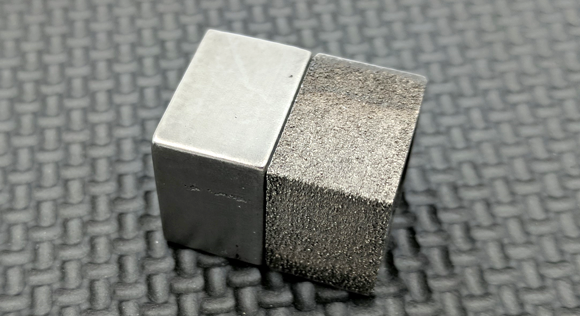
PECM, however, is capable of machining and finishing AM parts simultaneously. According to data from Voxel Innovations, PECM reduced the surface quality of metal AM parts from 5-10 µm (196-393 µin) Ra to >0.5 µm (19.6 µin) and even 0.1 µm (3.9 µin) Ra. This operation was relatively quick compared to more conventional methods, such as CNC milling, and is highly repeatable, able to create identical superfinished features in hundreds, or thousands, of parts without incurring tool wear.
In summary, PECM’s secondary machining and post-processing capabilities for metal additive parts provide a variety of unique advantages additive manufacturers should consider. These advantages include, but are not limited to, the ability to machine thin-walled or thermally sensitive areas, remove a variety of surface irregularities, and, crucially, the ability to repeat these features hundreds or thousands of times on tough materials without incurring tool replacement costs.
Author
Kirk Gino Abolafia is the technical marketing and sales manager of Voxel Innovations, an advanced manufacturing company specialising in the development of pulsed electrochemical machining (PECM). Voxel has received AS9100D certification, which includes ISO 9001:2015, and Voxel’s QMS has received ISO 13485:2016 certification as well. Abolafia has written technical articles for a variety of manufacturing publications, including American Machinist, Orthopedic Design & Technology, Aerospace Manufacturing & Design, and Aero-Mag.
To learn more about PECM, visit Voxel’s Education Portal.