Additive Manufacturing drives spherical powder development at PSI

PSI Ltd, based in Hailsham, UK, is probably best known for the design, manufacture and installation of gas atomisers to make spherical powder for use in metal AM and other Powder Metallurgy applications. Atomisers supplied range from small laboratory ones, processing a few kilograms, up to large, sophisticated plant delivering multi-thousand tonnes per year.
What is less well known, however, is that PSI is also active in designing plant for a diverse range of other processing technologies. In the field of advanced engineering materials, these are often complementary to its PM activities. These technologies include Chemical Vapour Deposition (CVD) used to coat powders, Electron Beam Physical Deposition (EBPVD) to coat aerospace turbine hot section components, melt spinning and strip casting to make high performance (FeNdB) magnetic powders and several other processing technologies. These all relate to gas atomisation in that they have rapid solidification science in common, generating high performing material microstructures.
For the R&D team at PSI, metal Additive Manufacturing has, over the past five to ten years, thrown up a whole series of interesting and unique challenges. PSI has developed process equipment with specific advantages to the AM industry.
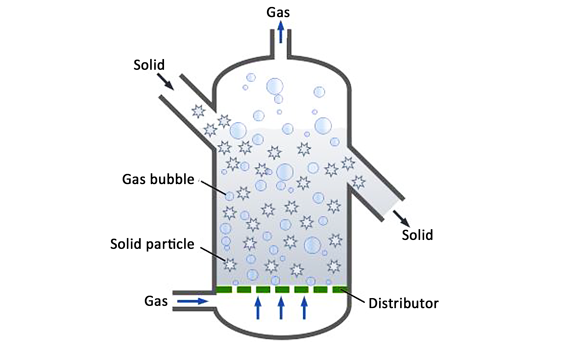
Fluidised Bed Reactors (FBR)
PSI has been working in fluidised bed technology for several years in the processing of metal and ceramic powders. In very simple terms an FBR is a container of powder, generally housed in a pressure or vacuum containment vessel. At the base of the container is a porous plate through which a whole variety of heated gases may be passed, inert or reactive in nature. The gas flow energises the powder (fluidises) so it appears to the naked eye as a pot of boiling liquid.
Heat treatment of metal powders and FBR’s are not new but, in combination, offer a range of intriguing opportunities to produce powders with sophisticated properties targeted at the advantages and challenges that metal AM presents. These include the use of coatings that can modify the behaviour of powders when being introduced to the build zone, during melting and the mechanical, electrical and magnetic properties of the finished part. Another use is for the heat treatment of powders to modify their rheological properties to suit a range of different AM powder flow requirements.
The recycling of AM powders is another advantage of FBR. Regardless of the particular AM technique employed, powder not incorporated in the build may become oxidised or experience modified flow properties. FBR’s can be used to regenerate such powders.
PSI has also used its in-house FBR to process aluminium powders for a non-AM process, namely Cold Spray, where a novel alloy composition and heat treatment resulted in enhanced properties in the coatings. Here, the powders were extracted from the FBR and subjected to a cold gas quench, thus retaining the soft, solution heat treated structure. The advantage of FBR’s in contrast to other powder modification processes is that the fluidising action gives a very uniform process environment in terms of temperature and process gas distribution. Furthermore the process can be scaled up to tonnage quantities and can be operated on either a batch or continuous basis.
Gas Classification
Generally, after atomisation, metal powders are graded into the familiar size fractions depending on the requirements of each particular AM technique, whether it be PBF-LB, typically at 15 – 45 µm or 15 – 60 µm or coarser cuts for PBF-EB use.
Sieving at the finer cuts (in the size range 10 – 25 µm) can be particularly problematical. It is true that advances in sieve technology have occurred over past years leading to shorter process times and reduced incidence of sieve ‘blinding’. However, the problem still essentially remains. A solution exists in the use of gas classifiers to remove the undesirable fines in a powder distribution whilst retaining a sieving operation at the coarser cuts where sieving rates are much faster.
Gas classifiers are cyclone-like devices which are a standard method of separating a powder distribution into coarse and fine fractions. However, simple cyclones are not capable of precisely dividing atomised metal powder into the desired fractions and rejecting oversize and undersize. Gas classifiers generally have a slotted rotor inside a cyclone body which rotates at high speed and greatly enhances the sharpness of cut and, therefore, improves the economics of production and allows powder producers to meet the exacting specifications of those using the powder.
Such classifiers are generally fed with very large volumes of air to suspend and transport the powder. This has no cost consequence if a powder is not sensitive to oxidisation in the air flow. However, when reactive and possibly explosive powders are required to be processed, argon is the process gas of choice. Here, the cost can become prohibitive.
To solve this, PSI has extended its range of gas classifiers from lab scale to those handling hundreds of kilograms per hour under inert gas. Operating in a highly automated way, these efficiently recycle the argon, limiting the cost to just the initial charging of the system.
External melt delivery
As with most manufacturing processes, when efficient use of feedstock within the process is approaching optimum, the focus turns to reducing the input cost of metal.
PSI has introduced the ‘Contipour’ atomising process whereby two furnaces alternatively feed molten metal to a central holding tundish that supplies the atomising zone. Rather than using the pouring furnaces to melt the desired alloy, those furnaces merely act as holding devices into which metal from an external source. These are adjacent to, but operationally separate from, the atomisation unit which then operates on a continuous basis. Thus when one furnace is empty it is removed and refilled while the other furnace continues to top up the tundish.
This technology is particularly attractive to operators of large melting equipment, such as steel electric arc furnaces, where existing use of melt is currently directed towards other processes such as casting. Here, having already invested in the melting plant, the operator may wish to divert part of the output to the relatively high value adding operation of metal powder production.
Analysis of the CAPEX and OPEX components of powder cost when liquid metal is introduced in this way shows a disruptive reduction in those costs.