


NYU researchers publish study on in-situ defect monitoring AM
Researchers from Composite Materials and Mechanics Laboratory, Mechanical and Aerospace Engineering Department, New York University, Tandon School of Engineering, have released a paper covering in-situ monitoring methods for the Additive Manufacturing process which can help evaluate the quality of material deposition and develop methods of in-situ intervention. The research was published as ‘In-situ Monitoring of Sub-surface and Internal Defects in Additive Manufacturing: A Review’ in the journal Materials & Design.
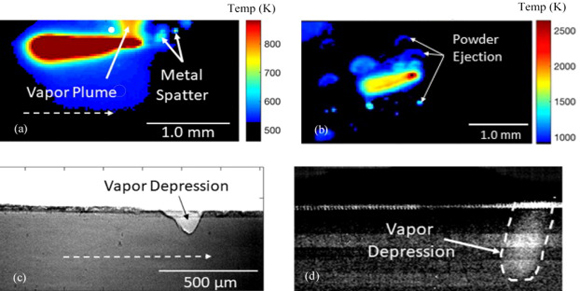
In this research paper, application of both imaging and acoustic methods for the in-situ detection of sub-surface and internal defects is discussed. Imaging methods consist of visual and thermal monitoring techniques, such as optical cameras, infrared (IR) cameras, and X-ray imaging.
Many studies have been conducted that prove the reliability of imaging methods in monitoring the Additive Manufacturing process and build area, as well as detecting defects. Acoustic methods rely on acoustic sensing technologies and signal processing methods to acquire and analyse acoustic signals, respectively. Raw acoustic emission signals can correlate to particular defect mechanisms using methods of feature extraction. In ‘In-situ Monitoring of Sub-surface and Internal Defects in Additive Manufacturing: A Review’, representation and analysis of the acquired in-situ data from both imaging and acoustic methods is discussed, as well as the means of data processing. Ex-situ testing techniques are introduced as methods for verification of results gained from in-situ monitoring data.
The studies showed that IR cameras were found to show sub-surface and internal defect formation tendency in the part with sizes up to 1000 μm, as well as detect vapour plume and powder spatter ejection in the Additive Manufacturing process; X-ray imaging was found to identify depressions and other melt pool characteristics. Simultaneous use of imaging methods provided a way to study melt pool dynamics in 3D and detect sub-surface defects in printed components with sizes as small as 50 μm.
Acoustic sensors are used to record acoustic signals generated from the Additive Manufacturing process, which are then analysed to provide critical information about the formation of internal defects in an additively manufactured part. A variety of signal processing methods were found to facilitate feature extraction through techniques such as thresholding and background noise reduction. Certain frequency ranges, window sizes, time spans, and energy density concentrations were found to correlate to the formation of certain internal defects.
XCT was introduced on a unit- and micro-scale level. Unlike in-situ monitoring imaging methods, XCT is a post-manufacturing ex-situ process for inspection and validation. XCT and in-situ optical images can be compared to estimate defect locations. XCT also provides a way to identify large or multi-layer defects in a printed component. More research is needed to improve data fusion and overlaying concepts, as well as provide complex data analysis techniques.
Despite some limitations, integrating image and acoustic signal processing methods into the Additive Manufacturing and monitoring process enables real-time feedback control. Such methods can be used to identify defect initiation in an additively manufactured component and either stop the build or correct defects in-situ. Through the implementation of ML algorithms, data registration and segmentation can be accomplished. Defects can be characterised by type and optimum build process parameters can be determined. Ultimately, it was determined that in-situ process monitoring methods can create a closed-loop AM process capable of defect correction and control, to ensure process stability and repeatability.
‘In-situ Monitoring of Sub-surface and Internal Defects in Additive Manufacturing: A Review’ by Youssef Abouel Nour and Nikhil Gupta is available in full here.
























