Toolprint Project proves extended tool service life possible with multi-material DED
The Toolprint Project, undertaken by Gefertec GmbH, Berlin, Germany, and Hermann Fliess & Co. GmbH, Duisburg, and supported by the German Federal Ministry of Education and Research, has demonstrated that the service life of tools can be extended sixfold or more when they are produced using Wire Arc Additive Manufacturing (WAAM), a process known as wire and arc-based Directed Energy Deposition (DED-Arc) under ISO/ASTM 52900.
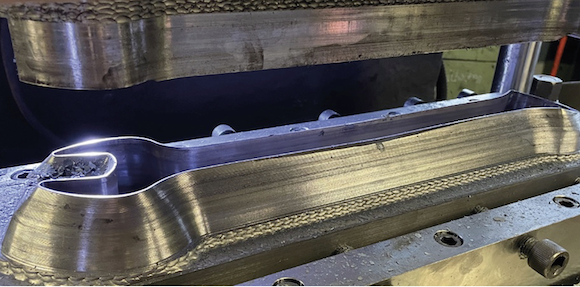
During the project, the partners developed a shearing or deburring tool for an open-end wrench with a width of 41 mm. Production of this tool – which consists of an upper die and a lower die – is traditionally time-consuming and expensive, even without considering how quickly this type of tool wears out due to the severe stresses endured during its use.

The additively manufactured demonstrator tool was tested in operation by wrench producer SWM Werkzeugfabrik, a Stahlwille Group company. Field tests were reported to be highly successful: the tool’s service life was increased by at least sixfold compared to a traditionally manufactured die set.
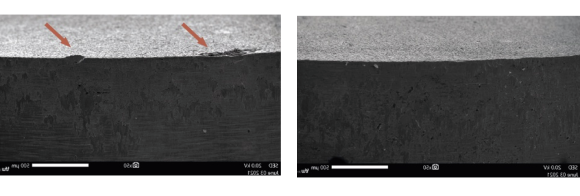
The tool manufactured as part of the project exhibited no chipping on the cutting edge, even after 1,000 stamping operations. By contrast, a conventionally manufactured stamping tool requires reworking after approximately 150 stamping operations – this entails significant effort, because the area around the chip must be milled before being filled via TIG welding. The cutting edge must then be finish milled.
Because the field test consisted of only 1,000 stamping operations, it is possible that the service life of the additively manufactured demonstrator tool is significantly higher than reported.
The Gefertec DED-Arc/wire process used also enabled lower tool manufacturing costs and time. Material usage was shown to be significantly lower compared to traditional manufacturing, in which the die set is milled from solid metal. The removal volume was reduced from 60% to 17%, shortening the manufacturing time and lowering overall costs accordingly.
Comprehensive tests to find a multi-material approach
One of the central issues faced by the Gefertec Application Center during this project was selecting the appropriate alloys for this tool. Steel grades used in conventional toolmaking have little or no suitability for the welding process, or else are unavailable as wire. Various alloys were therefore studied in extensive tests to identify the appropriate composition.
A deburring tool requires a Rockwell hardness of 60-64 HRC – but strictly speaking, this hardness is required only on the cutting edge. Tool steels with such a hardness are difficult to weld, however, and, because they are very brittle, tend to form cracks. Indeed, this exact problem occurred during initial tests on the Gefertec DED-Arc machine. After testing various alloys, though, the company was able to find a novel solution: the base of the die set is made of structural steel, onto which the blank is pressed in the DED-Arc machine. The low-alloy steel 1.7373 is then used, as it is significantly more ductile and does not form cracks during the weld process. High-strength steel is required only for the upper layers of the near-net shape blank.
One further challenge was to find the appropriate wire material for the process. Brittle tool steels cannot be manufactured in a traditional wire drawing process and, as a result, are frequently unavailable as filler wire. Here, Hermann Fliess & Co was able to assist. The company, which specialises in wire electrodes, also supplies wire for filler wire welding.
These filler wires consist of powdered ingredients embedded in a tubular wire, and were initially developed for welding processes in which a flux contained in the wire can positively influence the arc. This principle was used for the FDV2 wire developed as part of this project .
This multi-material approach, using two different types of wire, made it possible to produce the die set on the DED-Arc machines in the Gefertec Application Center. Multiple layers of the high-alloy steel were used to enable reworking of the tool with the milling process if chips appeared on the edge during production. No cracks or other defects appeared in the workpiece during production.
SWM then performed the milling step that transformed the near-net-shape blank into a finished tool.