


Grain structure control during metal Additive Manufacturing by high-intensity ultrasound
The Additive Manufacturing of metals typically leads to the formation of columnar grain structures along the build direction in most as-built metals and alloys. These long columnar grains can cause property anisotropy, which is usually detrimental to component qualification or targeted applications.
In a recent article in Nature Communications ((2020) 11:142), an Australian research team led by Ma Qian and comprising colleagues at the Centre for Additive Manufacturing, RMIT University, Melbourne, and the Centre for Advanced Materials Processing and Manufacturing, University of Queensland, reported on the development of an AM solidification-control solution for metallic alloys with an equiaxed grain structure and improved mechanical properties, which does not change alloy chemistry.
Using the titanium alloy Ti-6Al-4V as a model alloy, the team employed high-intensity ultrasound to achieve full transition from columnar grains to fine (~100 μm) equiaxed grains in AM Ti-6Al-4V samples produced by laser-based Directed Energy Deposition (DED).
The application of high-intensity ultrasound to crystallisation from liquid to solid can noticeably affect the properties of the crystalline material. Ultrasonic irradiation of liquids can cause acoustic cavitation. Acoustic cavitation during solidification of metal systems agitates the melt to activate nuclei naturally present in the alloy, proving useful in promoting fine equiaxed grains in welding and traditional casting processes.
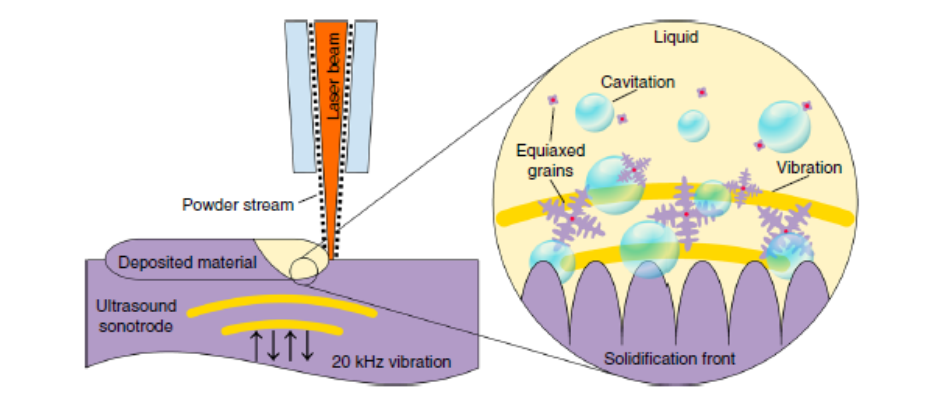
During the study, Ti-6Al-4V samples with and without high-intensity ultrasound were prepared. The ultrasound was introduced into the melt by directly depositing the alloy on the working surface of a Ti-6Al-4V sonotrode vibrated at 20 kHz (Fig. 1).
Microstructural analysis revealed a substantial difference between the AM-fabricated Ti-6Al-4V samples with and without ultrasound (Fig. 2). The sample without ultrasound exhibited columnar prior-β grains several millimetres in length and ~0.5 mm in width traversing multiple deposited layers(Fig. 2a, c). In contrast, the sample with ultrasound showed fine (~100 μm), equiaxed prior-β grains (Fig. 2b, d).
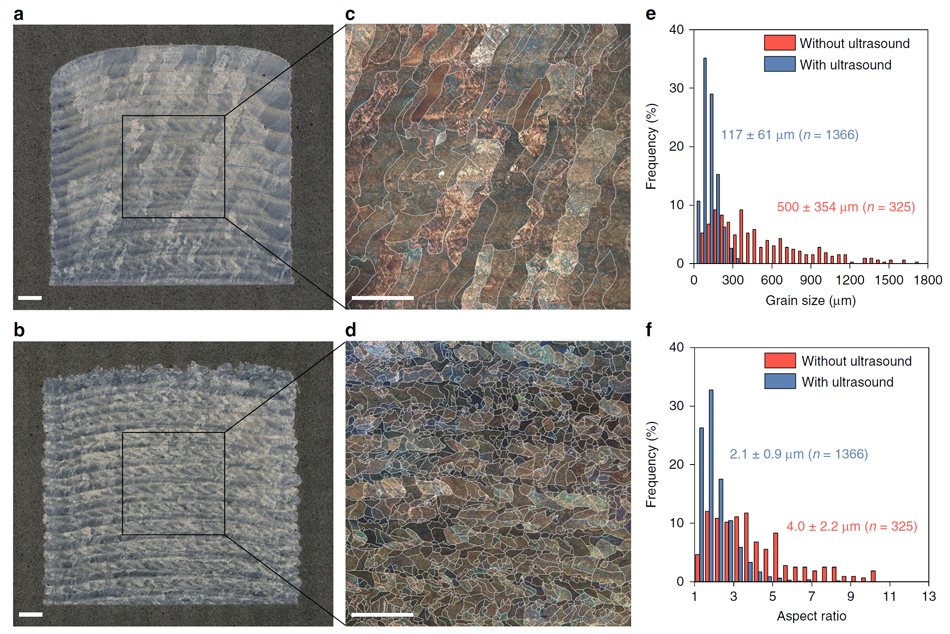
Fig. 2 Left; Optical microscopy images of the samples a) without b) with ultrasound. Centre; polarised light microscopy images showing c) large columnar grains and d) fine equiaxed grains. Right; Histograms of e) the prior-β grain size and f) prior-β grain aspect ratio for the samples with and without ultrasound. Measured from traced prior-β grain images. The prior-β grain boundaries in c and d are traced in white. Scale bars, 1 mm
The prior-β grain number density was increased from 3.3 mm-2 to 65.0 mm-2 by ultrasound, confirming that ultrasound enhances nucleation during solidification. The distribution of both the prior-β grain size and prior-β grain aspect ratio were changed dramatically by ultrasound (Fig. 2e, f), reflecting the much-improved prior-β grain structure homogeneity.
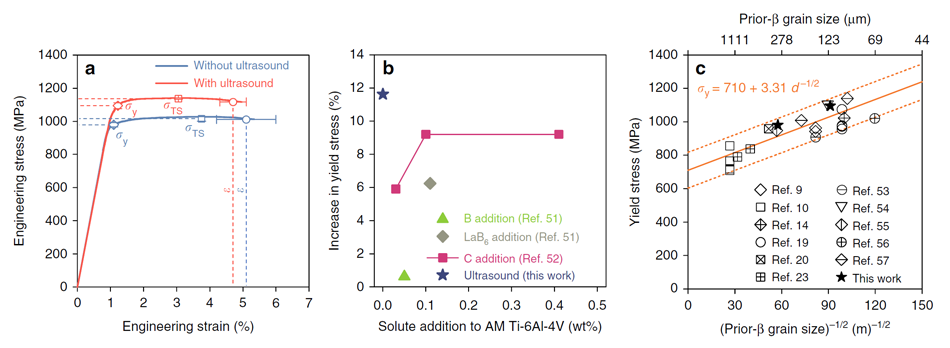
Fig. 3 a) Engineering stress-strain curves of the as-built samples with and without ultrasound. The error bars represent one standard deviation of three tests. b) Change in yield stress of AM-fabricated Ti-6Al-4V by chemical addition compared with ultrasound in this work. c) Tensile yield stress vs the inverse of square root of prior-β grain size from the literature and this work. The solid line in c represents the Hall-Petch line (σy = σ0 + kd-1/2, σ0: friction stress; k: material constant; d: grain size) of best fit, while the dashed lines define ±0.15σ0 (where σ0 = 710 MPa) along the linear fit
Tensile engineering stress-strain curves (Fig. 3) showed that the yield stress and tensile strength of the as-built Ti-6Al-4V were both increased by around 12% by ultrasound (e.g., from 980 ± 13 MPa to 1094 ± 18 MPa for yield stress). Both groups of samples showed a strain-to-failure value of around 5%, which is said to be typical of as-built DED processed Ti-6Al-4V.
To put the strength improvement by ultrasound into context, the change in yield stress of AM-fabricated Ti-6Al-4V by ultrasound vs that achieved by chemical approaches is plotted in Fig. 3b. Deploying ultrasound, without modifying alloy composition, results in a greater increase in yield stress than alloying with B, LaB6 and C.
Fig. 3c plots literature data and data from this study on the yield stress of AM-fabricated α–β Ti-6Al-4V vs the inverse square root of the prior-β grain size (d). An approximate Hall–Petch relationship is observed. This implies that the resulting equiaxed prior-β grain size has played a major role in improving the yield stress (~7% out of the total 12% increase).
To test the generality of this developed approach, high-intensity ultrasound has been similarly applied to the AM of Inconel 625, using a custom-made stainless-steel 4140 sonotrode. The sample fabricated without ultrasound exhibited columnar primary γ grains of 500 μm in length and 150 μm in width with a strong <001> texture. In contrast, the application of ultrasound produced predominantly equiaxed primary γ grains of only a few microns in size (much finer than for Ti- 6Al-4V) with a near-random crystallographic texture. This confirms the generality of the ultrasonic approach for AM of different metallic materials.
To further showcase the capability of this approach for solidification control during AM, a microstructurally graded Inconel 625 sample was fabricated that exhibited an alternating columnar/equiaxed/columnar grain structure along its build height. This was achieved by simply turning on and off the high-intensity ultrasound during AM. The approach thus also offers an alternative means of fabricating graded grain structures during AM.
Although the reported work was restricted to DED for ultrasonic grain refinement during AM, previous studies have shown that stimulating solidification control during wire-fed welding processes is possible by ultrasonically vibrating the weld pool. Since both wire-fed welding and wire-fed AM deposition processes share similar fundamental principles, the authors anticipate that the method can be extended to wire-fed AM processes. However, the vibrating sonotrode may risk disrupting the powder layers after recoating in a powder bed fusion AM system. In this context, an inoculation path for grain refinement may be more applicable to metal AM by powder bed fusion processes.
Greater detail on this study is available from the corresponding author at [email protected]

























