Tailoring Laser Beam Powder Bed Fusion parameters for range of Ti6Al4V powders
Researchers from the University of Waterloo, Ontario, Canada, and Colibrium Additive, a GE Aerospace company, have published a study focused on optimising parameters for Laser Beam Powder Bed Fusion (PBF-LB) Additive Manufacturing via machine learning and melt pool monitoring data collected with photodiode sensors.
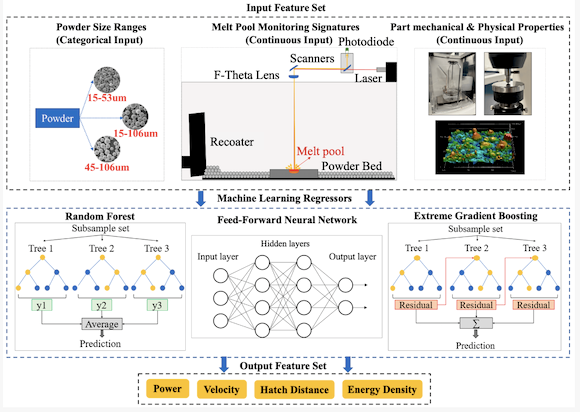
In the paper, originally published in Inventions, three regressions — Feedforward Neural Network (FFN), Random Forest (RF), and Extreme Gradient Boosting (XGBoost) — were trained and optimised to predict process parameters such as power, velocity, hatch distance, and energy density. This was made possible through the use of light intensity signatures and physical properties of cubical and cylindrical parts manufactured via PBF-LB across a variety of Ti64 powder size distributions.
The models’ success was determined through the coefficient of determination (R2 score), mean absolute percentage error (MAPE), and a comprehensive analysis of error distribution within cross-validation. The performance of the algorithm was also judged through the prediction accuracy when evaluating unseen samples.
Results
Overall, all three algorithms demonstrated satisfactory performance in estimating process parameters, as evidenced by the magnitude of prediction errors. These errors, within acceptable bounds, indicate the potential for maintaining high-quality parts despite the inherent uncertainties associated with prediction in this application.
In cross-validation assessments, the lower deviation observed in prediction errors highlights the greater potential of RF compared to XGBoost. While all three regressors achieved acceptable levels of prediction errors for hatch distance estimation (4-6% MAPE), the highest goodness of fit (R2 score) was attained by XGBoost (approximately 0.57). This implies that the acceptability of these results may not translate to strong ability in other unseen samples. Still, the predicted results fall in a satisfactory range for PBF-LB Additive Manufacturing optimisation.
Among all regressors, RF showed the most reliable results, with generalisation in unseen sample evaluation receiving an overall MAPE error of 2.5% and R2 score of 0.94 in the prediction of all four process parameters. Following RF, XGBoost emerged as the second-best performer in estimating process parameters (MAPE of 2% and an R2 score of 0.9) for unseen samples, albeit with marginally lower goodness of fit.
Despite exhibiting less precise model fitting and generalisation, the FFN algorithm still produced acceptable results, achieving an R2 score of 0.84 and a MAPE of 5% in evaluations of unseen samples.
Application
The authors have stated that the algorithm developed in ‘Tailoring Laser Powder Bed Fusion Process Parameters for Standard and Off-Size Ti6Al4V Metal Powders: A Machine Learning Approach Enhanced by Photodiode-Based Melt Pool Monitoring’ could be extended to the development of further algorithms. Rough estimations could then be fed to the study-developed algorithm to provide the proper process parameters for defined powder size range and parts properties, removing the need for light intensity data.
Further, the authors have stated that their developed methodology could serve as a tool for fast process optimisation, reducing the quantity of labour-intensive and costly experiments due to the integration of melt pool monitoring into the machine learning platform.
The full paper is available here.