


Lightweight missile body component showcases Additive Manufacturing to US defence agency
AlphaSTAR Corporation, a software company providing advanced engineering services for innovative physics-based simulation technologies for Additive Manufacturing, structural modelling and analysis, headquartered in Long Beach, California, USA, has reported on a project to demonstrate the capability of AM to the US Missile Defense Agency (MDA). Understanding that Additive Manufacturing has the potential to reduce the weight of a component without compromising performance, the MDA enlisted the services of a team lead by AlphaSTAR.
The team, which also included Boeing, the University of Dayton Research Institute (UDRI) and ParaMatters, reviewed a list of MDA missile programme components that would benefit from optimisation based on size, weight, loads, environment, performance and cost. Here, lightweighting was of particular interest because reductions in weight have a direct correlation to increases in system performance.
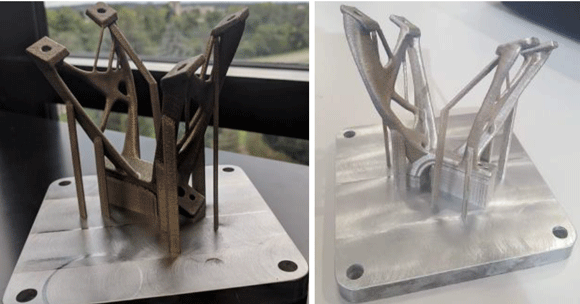
After examining several components, the team settled on the He-AFT Floating Bracket and clamp, which was part of a major assembly that was used to support a critical weapons system. The baseline weight of the bracket was identified for two different materials; an Inconel 718 version weighed 336 g, while an Aluminium 6061 version weighed 112 g.
With baseline performance requirements identified, the team moved on to characterise and qualify as-built material properties, which included coupon tests and the fabrication of coins subject to varying AM machine process settings, such as power and speed, to calibrate the behaviour of the UDRI’s ATLAS printer. These actions were taken for both Inconel 718 and Aluminium 6061. In this manner, virtual material models were established that accurately reflected as-built behaviour. These were validated by testing.
Further, coin fabrications provided a mechanism to gauge build sensitivities (metal AM manufacturing defects) in response to ATLAS process parameter settings. At the same time, the team utilised AlphaSTAR’s advanced simulation and process optimisation toolset, the GENOA 3DP thermal management module (TMg) to predict thermal history, thermal state, material state, and the depth and width of the meltpool as a function of selected process parameters. Ultimately, the TMg predictions were validated by the results of the coin build and the information was used to create 2D and 3D process maps, which identified stable and unstable build configurations related to manufacturing anomalies.
GENOA 3DP was then used to simulate the AM build of the He-AFT Floating Bracket. Here, the workflow consisted of:
- Characterisation and qualification of as-built material
- Mesh generation of the bracket
- Macro assessment of the build path through GENOA 3DP’s PathCoverage module
- Micro-assessment of thermal state and material state through GENOA 3DP TMg module
- Thermal analysis of coins
- Thermal structural virtual assessment of the build
- Design of Experiment Optimization to identify optimal process parameter settings for reduction or elimination of manufacturing anomalies
- Virtual in-service loading of the as-built part to assess behaviour in relation to performance requirements.
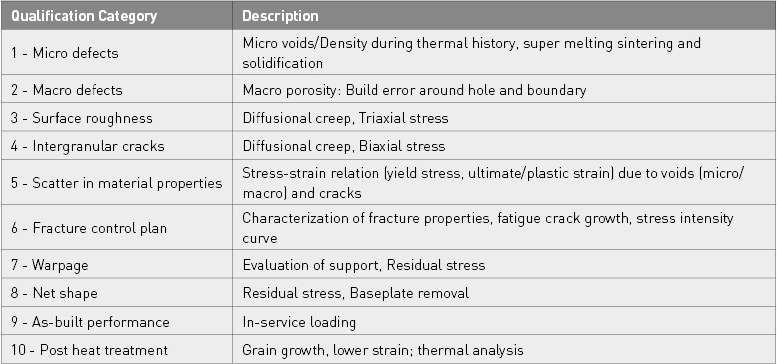
The overall process was consistent with and followed the building block strategy for the manufacture of component parts and the ten-step method for AM virtual part qualification summarised by Table 1. Accordingly, the team simulated the build and identified the presence of manufacturing anomalies.
Next, the team assessed material and process parameter sensitivities to build anomalies and utilised DOE to identify optimal build parameter settings to eliminate defects related to the build. As such, the virtual part was built free of defects and subjected to in-service loading to assess performance.
Analysis identified areas of high stress, low stress and very low stress. This later information provided a road map for light weighting and maximised the effectiveness of tools for topological optimisation and generative design by targeting prime locations for weight reduction.
Lightweighting
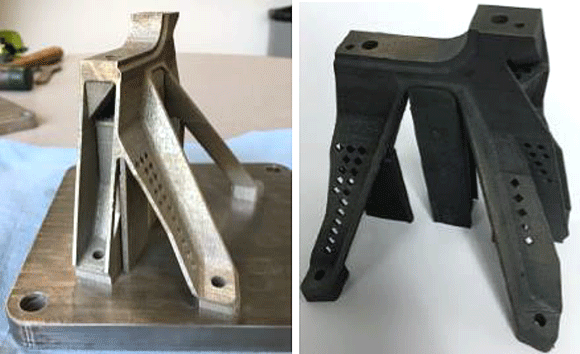
The first scheme for lightweighting employed topological optimisation. As noted, low stress areas subject to service loads provided the ideal location for material reduction. Topological optimisation directed material extraction to take the form of diamonds along the legs of the bracket. When integrated into the build plan, ICME supported process simulation and build optimisation ensured that the design was fabricated without anomalies and once again met performance requirements.
The second approach to lightweighting employed the methodology of generative design, which was addressed by ParaMatters, an autonomous and intuitive generative design platform. Using the as-built material properties, in-service load ratings and other characteristics established by the previous ICME analysis, ParaMatters produced in a few hours a novel nature-inspired continuous design that did not include holes yet achieved a significant reduction in weight, without need for geometry reconstruction or manual remodelling.
For both methodologies, the mass was minimised, margins were assessed, and stiffness requirements were checked for two materials – Aluminium 6061 and Inconel 718. Both materials met positive margin/qualification requirements and were able to reduce the mass by 10% for the Inconel and Aluminium 6061 diamond leg design, 24% for the generative optimised design of Inconel, and 2.3% for the generative design of Aluminium 6061. The margins of safety increased for all new designs and both materials. For the Aluminium 6061 diamond leg design, the margins increased by 40%, and for the generative design by 1412%. For the most part, all stiffness requirements were met, with minor violations.
Cost savings
A cost comparison, first estimate, was performed by the team for both the traditional fabrication method and AM manufacturing approach. The cost for the traditional approach incorporated materials and labour. Similarly, the cost for AM incorporated the material costs and operational time of the AM printer.
The results showed that, while this may not be an exact fit for every situation, it offers a good starting point that can be fed into AlphaStar’s multi-objective optimisation scheme to lower weight and cost, while keeping reliability specific project-driven constraints. Estimates suggested a manufacturing cost of $1447 for conventional manufacturing and $650 for Additive Manufacturing.
Project conclusions
In pursuit of this research, AlphaStar stated that a methodology has been established to build good quality lightweight missile parts. The team was able to achieve qualified, lightweight AM Missile Parts through optimisation and multi-scale AM simulation from process to service, which reduces build trial and error.
A significant amount of progress was achieved by the project in determining the feasibility of a scheme to lightweight components by utilisation of AM supplemented by ICME technology and advanced simulation with topological optimisation and generative design. With regard to cost savings, GENOA 3DP provided a mechanism to combine the benefits of AM with Integrated Computational Materials Engineering (ICME).
As noted previously, these benefits include the optimisation of the build, fabrication of complex parts, elimination of trial and error builds, and assessments of as-built virtual performance.
























