AIM3D receives US and EU patents for its Composite Extrusion Modelling
AIM3D, based in Rostock, Germany, has announced that it has been granted fundamental European and US patents for its compact, decentralised pellet extruder and Material Extrusion (MEX) Additive Manufacturing with high-temperature materials. The US patents also include Fused Deposition Modelling (FDM) AM for high-temperature applications and high-flow hot ends.
“We now believe more than ever in our CEM technology,” stated Dr-Ing Vincent Morrison, CEO. “The granted patents reflect our impressive achievements in research and development as pioneers in 3D pellet printing. These patents secure our know-how for 3D pellet printers. At the same time, we are open to establishing licensing partnerships.”
Since 2017, AIM3D, a spin-off from the University of Rostock, has been consistently focused on pellet-based Additive Manufacturing rather than those that process filaments. Significantly lower material acquisition costs for pellets and the inline recycling of reclaimed material form the basis for the high cost-effectiveness of this AM production strategy. The development work on pellet Additive Manufacturing technology was reflected in four patent applications between 2016 and 2018, which have now been granted in 2023. The patents protect both the topology of the AM extruder as a whole and the detailed technical solutions in the area of pellet processing
Published patents
The patents granted are published as EP3463799B1, EP3648946B1, US11541593B2 and US11597118B2.
- EP3463799B1 (application: May 27, 2016) – ‘System for the additive manufacture of metal parts’
- EP3648946B1 (application: June 26, 2018) – ‘Compact extruder and extrusion of thermomechanically deformable pellets’
- Patent US11541593B2 (application May 27, 2016) – ‘Extruder for a system for the additive manufacture of metal parts using the composite extrusion modeling (CEM) method’
- The US patent US11597118B2 (application: June 26, 2018) – ‘Device and method for the extrusion of thermo-mechanically deformable materials in bulk form, and compact screw extruder’
Significance
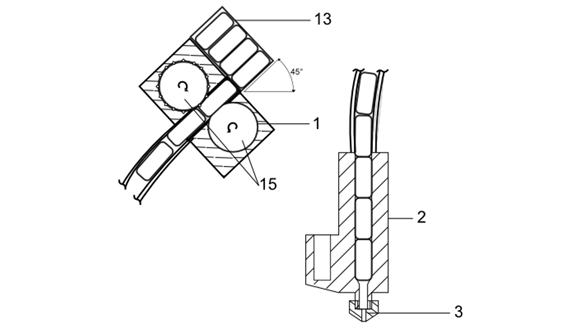
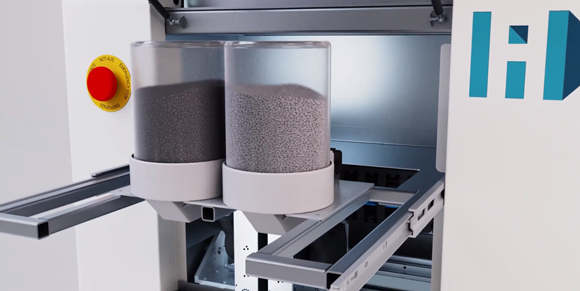
The thermal separation of the housing and the division into an actively cooled and a heated area of AIM3D’s Composite Extrusion Modelling (CEM) lead to a short melting zone and uniform extrusion at high build rates (based on nozzle sizes of 0.3-0.6 mm).
This becomes particularly evident in the processing of ULTEM 9085, a material that is of great importance in the aerospace sector, which can be processed by AIM3D’s patented pellet extruders in a material-friendly and reliable manner with high build rates and very good surface quality. The design of the extruder is said to guarantee a short melting zone, which prevents degradation of the material inevitably leading to process fluctuations and weak points in the components. In combination with the active filling of the extruder’s feed area, it enables a uniform static and dynamic pressure in the extruder, which in turn leads to uniform extrusion widths and, therefore, a high component quality.
Beyond the processing of metal-filled composites (as mentioned by name in the patents), the system-specific patent claims to also extend to the processing of thermoplastic polymers, as long as the system-specific elements are found in the systems and the processing of metal-filled composites (for example, MIM material) cannot be technically excluded.
The US patent US11541593B2 — ‘Extruder for a system for the additive manufacture of metal parts using the composite extrusion modeling (CEM) method’ — describes the topology of the thermal separation. In addition to the use of pellets, which are fed into the melting unit via a screw, it expressly includes the use of sticks or filaments, which are advanced via drive wheels. In principle, the protection of the US patent thus also applies to hot ends and extruders of filament or stick-based systems that use thermal separation in the melting unit, for example, in order to achieve higher flow rates or for the processing of high-temperature materials.
Starting point for the development
By using Additive Manufacturing, it was possible to compare different designs and geometries and analyse the influence on the homogeneity of the extrusion technology (CEM technology) and the process stability. The findings were incorporated into the basic extruder design of the CEM extruder via the nozzle and resulted in the application of the aforementioned patents. This was reflected in AIM3D’s industrial Additive Manufacturing machines ExAM 255 (market launch 2019) and ExAM 510 (market launch 2023). These are designed as multi-material machines, suitable for metals, ceramics and polymers.
The ExAM 510 Additive Manufacturing machine AIM3D currently operates at a maximum build rate of 150 cm³/h. According to the manufacturer, the aim is to eventually achieve build rates of 300 to 600 cm³/h. With this, processing volumes of 1,000 to 4,000 kg per year could be reached (all data refer to components with a maximum layer thickness of 150 µm as well as the use of a 0.4 mm nozzle in the machine and are, therefore, comparable to components produced with Fused Deposition Modelling.
So far, AIM3D has placed around forty industrial Additive Manufacturing machines on the market.
CEM technology’s growth potential
The still relatively young CEM Additive Manufacturing machines have found a market alongside the more widespread FDM machines. AIM3D’s ExAM 255 and ExAM 510 machines enable the use of standard pellets with or without fillers to produce robust components. This reportedly enables significantly greater cost-effectiveness for the users.
With the Voxelfill strategy, AIM3D stated that it has now also overcome the inhomogeneous strengths in Additive Manufacturing. The CEM process enables the use of various materials: hybrid multi-material solutions with different Voxelfill materials and different materials for the contour or the structure of the inner walls are possible. This way, the material properties — component weight, damping properties, elasticity or changes to the centre of gravity —can be customised.

By selectively filling only certain volume chambers (selective densities), the component properties can be influenced in a targeted manner based on FE simulations. With Voxelfill, it is possible to only fill the areas of a component that are absolutely necessary for the flow of forces. As a result, from the outside, these components look like conventional parts, and can further benefit from applying conventional finishing processes, whilst benefiting from lightweighting.
Especially when deploying fibre-reinforced materials, the use of Voxelfill offers an additional option for specifically aligning the fibres in the component to enhance the mechanical properties. In the flat plane, the CEM process already offers good options for controlling the orientation of the fibres. With the Voxelfill strategy, this affects the contour and the inner walls of the component. By injecting the material into the volume chambers (filling the voxels), the 3D component also receives fibres that are aligned along the Z axis, thereby further improving the mechanical properties.
Clemens Lieberwirth, CTO, stated, “Of course, the Voxelfill process is particularly suitable for 3D printing plastics and fibre-filled plastics, but it is also suitable for 3D printing metal and ceramic components using the CEM process. In general, there are advantages due to the higher build speed and cross-layer filling.”
The reproducibility of CEM
AIM3D’s ExAM 510 machine is predestined for industrial machining. Reproducibility is crucial for the construction of a 3D component. For a user, this is a key point to ensure consistent component quality, especially in the series production of small and medium-sized batches.
Reproducibility is achieved primarily through the patented pellet extruder technology, which ensures gentle processing of the material and minimises degradation of the polymers in the extruder.